1
Изобретение относится к станкострюению и может применяться для расточки длинномерных деташей типа гильз
Известны автоматические линии дли механической обработки деталей, содержащие установленные в технологической последовательности o6pa6aTBBat ющие станки,связанные штанговьм транспортером с подъемниками,и автооператоры с захватами,установленные на рабочих позициях I,
В известные линии нельзя встраивать станки для глубокой расточки длиномерных изделий.
Цель изобретения - расширение тех нологических возможностей линии, т.el создание автоматической линии, состоящей из станков для глубокой расточки.
Для этого каждый станок предлагаемой линии снабжен подъемником с призтмами, разнесенными вдоль оси станка, установленными напротив соответствую-щего подъемника транспортера, а также зажимным устройством, установленным между захватами автооператора с возможностью возвратно-поступательного перемещения вдоль оси станка.
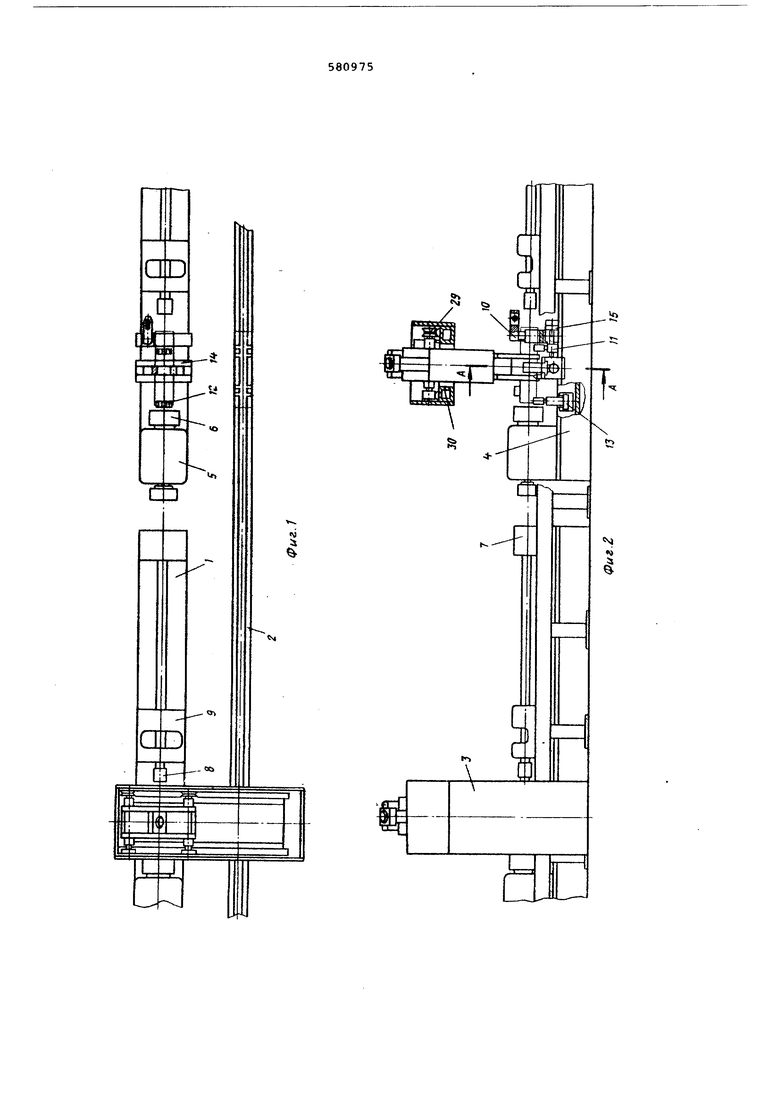
На фиг. 1 изображена описываемая , линия, вид сверху на фиг. 2 - то же-.
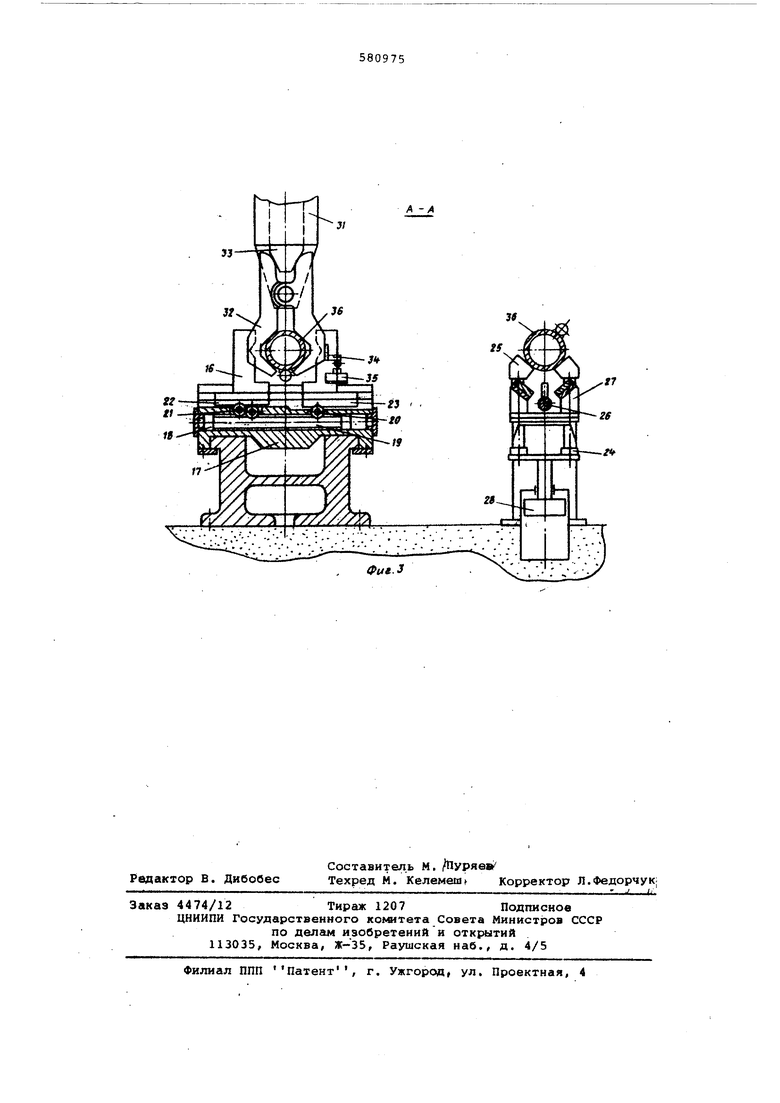
общий вид с вырывом по станку на фиг. 3 - разрез А-А на фиг. 2.
Автоматическая линия состоит из установленньлх в технологической последовательности станков 1 для глубокой расточки, штангового транспортера 2(Расположенного вдоль фронта станков,и автооператоров 3,установленных в местах загрузки обрабатываемых деталей в рабочую зону станков.
Каждый станок 1 содержит смонтированные на станине 4 шпиндельную бабку 5 с установленным на ней патроном 6, бабку 7 для подачи инструмента 8,
люнет 9 для поддержки инструмента и роликовый люнет 10 для поддержки обрабатываемой детали. На станине 4 между патроном 6 и люнетом 10 смонтирован подъемник 11 с .рризмами 12, разнесенными вдоль оси станка 1 и установленными с возможностью подъема и опускания от гидроцилиндра 13. Между призмами 12 подъемника 11 на направляющих станины 4 смонтировано самоцентрирующее зажимное устройство 14, имеющее возможность перемещения вдоль оси станка от гидроцилиндра 15.
Устройство выполнено в виде губок 16, установленных в направляющих
корпуса 17 с возможностью встречного
перемещения от гидроцилиндра 18, связанного с губками через рейку 19, шестерни 20 и 21f рейки 22 и 23.
Транспортер 2 снабжен подъемникасми 24, установленными напротив подъем НИКОВ 11 станков. Подъемник 24 также выполнен в виде двух пар призм 25, установленных по обе стороны штанги 26 транспорте,ра в проемах лотка 27 с возможностью подъема иопускания О7 гидроцилиндра 28.
Автооператор 3 представляет собой каретку 29, перемецаккцуюся по напраа ляющим траверсы 30 между станка 1 и транспортера 2. На каретки 29 с возможностью подъема и опускания (от привода, на чертеже н« показанное го) установлен захват 31 о двумя кле щами 32, распЬложвниыкш таким образом, что в крайнемнижнем положении зажимное устройство 14 находится межцу клещами 32 Клеци 32 зажимаются bf подвижного клина 33. С одной стороны клещей 32 захвата установлен кулачок 34, взаимодейству садий} с концевьм вык лючателем 35, закрапленньт4 на одной из губок 16 у стройства 14.
На линии ос$ ествляют черновую и чистовую расточки гильз цилиндров и последунйцую раскатку зеркала гильзы, при этом могут обрабашваться изделия как с гладкой наружной.поверхностью, так и с бобышками на ней.
Обрабатываемое изделие 36 поступает по транспортеру 2 на рабочую позицию. Поскольку изделие поступает ни транспортер не в ориентированн 1 угливом положении бобышки, то оно может базироваться на JioTKe транспортера либо цилиндрической поверхностью, ли бо бобышками, в результате ось изделия не имеет стабильного положения. Призмами 25 подъемника 24 поднимают изделие так, что бобьоцки не касаются лотка 27 транспортера до расположения оси изделия в плоскости оси центров станка. В этом положении изделие захватывается клещами 32 автооператора 3 и переносится к станку.Призмы 12 подъемника 11 станка в этот момент находятся в крайнем верхнем положении, немного выше оси центров станка, и изделие опускается захватом 31 автооператора на эти призмы.
В нижнем положении захвата 31 кула чек 34 взаимодействует с концевым выключателем 35, установленным на зажимном устройстве 14,и дает команду на зажим изделия губками 16 зажимного устройства 14. и раскрытие клещей 32
захвата 31. Затем дается команда на подъем захвата 31 вверх.
В верхнем .положении захвата 31 включается гидроцилиндр 15 перемещения зажимного устройства 14, которое подаёт изделие по. призмам 12 в патрон 6 станка. После этого разжимаются губки 16 зажимного устройства 14 и опускаются призА ы, 12 подъемника 11 станка 1. Изделие 36 в этот момент опускается одним концом на ролики люнета 10, а другим ложится на кулачки патрона 6 При зажиме патрона 6 и люнета 10 ось изделия 36 совме1(ается с осью отанка 1, после чего включается рабочий
цик-л станка.
После обработки ллвтся ксмаида на разжим люнета Юн пдтроиа б и подъем йриам 12 подъемника 11. Затем изделие заж1влаетря губка ш 16 зажимного устрой
ства 14 и пр призмам 12 выводится из патрона. Опускаются клепай 32 захвата 3l ив его крайнем нижнем положении ется ксмхан да на зажим клещей и разжим губок 16. Автооператор переносит
изделие на транспортер 2 и укладывает его на поднятые вриэмы подъемника 24. Клещи разжимаются, изделие укладывается П1Ж опусканий призм 25 на лоток 27 транспортера 2 и перемещается штангой
26 на следующую позицию. Затем цикл повторяется.
Фор«4ула изобретения
. ., ..
Автоматическая линия для механичес
кой обработки деталей; с установленными в технологической последовательиодти металлорежу1аими станками с горизоитальной осью вшинделя, связанными штанговым траисрортером с подъемниками, и автооператорами, установленнь&ш на рабочих позициях/ отличающа я с я тем, что, с целью расширения технологических возможностей линии, каждый станок снабжен подъемником с призмами, разнесенными вдоль оси ставка, установленным напротив соответст вующего подъемника штангового тракспортера, а зажимным устройством, установленным между захватами автЬоператора с возможностью возвратно-поступательного перемещения вдоль оси станка.
Источники информации, принятые во внимание при .экспертизе:
1. Авторское свидетельство СССР 413027, кл. В 23 Q 41/02, 1972.
33
А -А
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия | 1975 |
|
SU663547A1 |
| Люнет | 1989 |
|
SU1731577A1 |
| Технологический комплекс для обработки цилиндрических деталей | 1989 |
|
SU1761436A2 |
| Гибкий производственный модуль | 1987 |
|
SU1541017A1 |
| Автооператор | 1969 |
|
SU344701A1 |
| Автоматическая линия для обработки деталей типа валов | 1983 |
|
SU1175672A1 |
| Автоматическая линия | 1975 |
|
SU547327A1 |
| Линия для сборки рабочих секций фильтрующих коробок | 1990 |
|
SU1720685A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| Транспортная система гибкой автоматической линии | 1976 |
|
SU722731A1 |