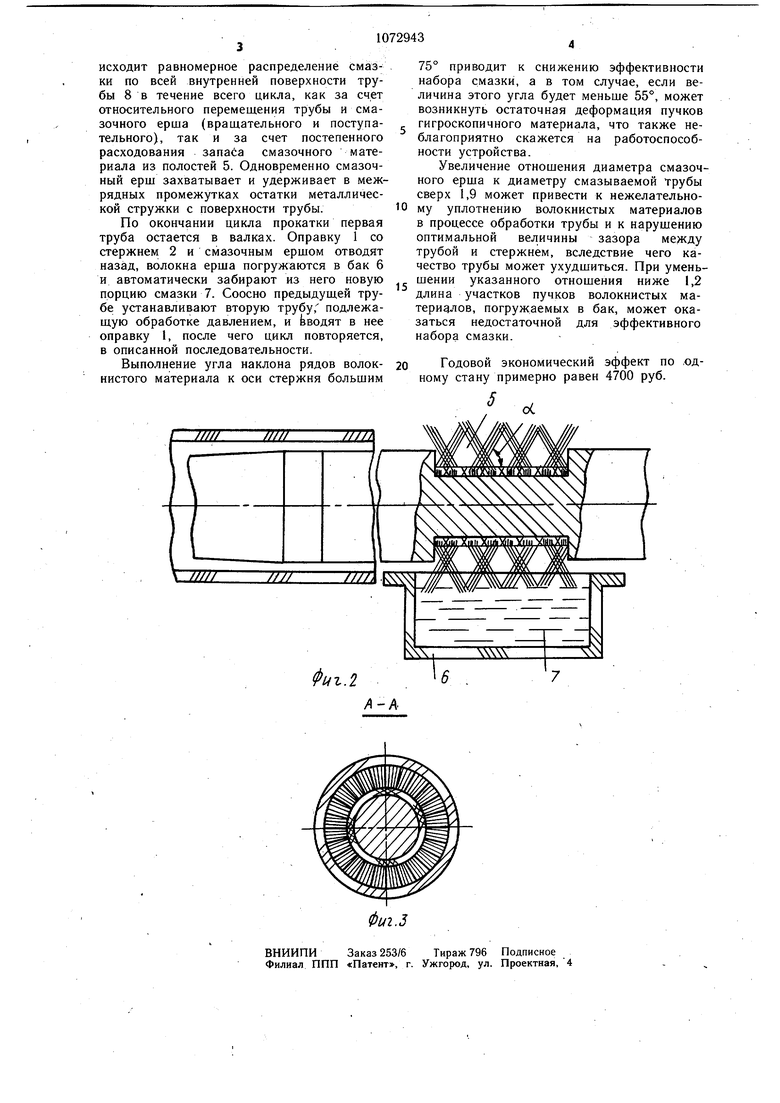
Изобретение относится к обработке металлов давлением, а точнее к устройствам для смазки внутренней поверхности труб в процессе их прокатки или волочения. Известно также устройство для установки оправки на стержне трубопрокатного стана, в котором перед носком оправки на шпильке смонтирован металлический наполненный смазкой ерш 1., Установка смазочного ерша перед оправкой снижает эффективность распределения смазки по внутренней поверхности прокатываемой трубы, кроме того, ограничена сфера применения указанного устройства. Такая конструкция не может быть использована для волочения труб и для прокатки на станах некоторых других видов, в частности ХПТ-32, ХПТ-75 и т.п., поскольку при работе на таких станах может произойти деформация смазочного ерша и отрыв его от оправки. Наиболее близким к предлагаемому по своей технической сущности является устройство для смазки внутренней поверхности труб, содержаш,ее оправку со стержнем и установленный на стержне смазочный ерш в виде набора кольцевых элементов, установленных .на стержне с зазорами между ними 2. Недостаток указанного устройства заключается в том, что открывание и закрывание крана для подачи смазки и вентиля для подачи сжатого воздуха и заполнение маслом зазоров между пластинами ерша занимает вспомогательное время, в результате чего производительность лроцесса обработки трубы; (волочения или прокатки) заметно снижается. Вместе с тем, поскольку диаметр пластин ерша меньше внутреннего диаметра трубы, а материал их негигроскопичен, равномерное распределение смазки по поверхности трубы на протяжении всего цикла обработки (волочения или прокатки) не может быть обеспечено, что отрицательно сказывается на качестве изделий. Кроме того, данное конструктивное выполнение устройства ограничивает его технологические возможности одним типоразмером труб. Конструкция устройства сравнительно сложна, что затрудняет его изготовление и эксплуатацию. Следует отметить, также, .что выполнение стержня полым применительно к прокатке труб, где длина его составляет 6-14 м. Цель изобретения - увеличение равномерности нанесения смазки. Указанная цель достигается тем, что в устройстве для смазки внутренней поверхности труб, содержашем оправку со стержнем и установленный на стержне смазочный ерш в виде набора кольцевых элементов, установленных на стержне с зазорами между ними, каждый кольцевой элемент выполнен из ряда чередуюшихся пучков волокнистого и пучков гигроскопичного материала, расположенных в шахматном порядке по отношению к соседнему ряду, причем пучки волокнистого материала наклонены под углом 55-75° к оси стержня в сторону его заднего конца, а пучки гигроскопичного материала - под тем же углом в сторону оправки. На фиг. 1 представлено предлагаемое устройство в момент прокатки трубы, осевой разрез; на фиг. 2 - то же, в момент пропитки ерша смазкой; на фиг. 3 - разрез А-А на фиг. 1. Оправка 1 стана холодной прокатки труб или волочильного стана связана разъемным соединением со сплошным стержнем 2, на котором жестко смонтирован смазочный ерш в виде набора чередуюшихся кольцевых элементов - рядов волокнистого гибкого 3 и гигроскопичного 4 материала: установленных с зазорами между собой. Каждый ряд выполнен из установленных с промежутками по окружности пучков, расположенных в шахматном порядке по отношению к пучкам соседнего ряда. Все пучки гибкого материала (ряды 3) наклонены в сторону заднего конца стержня 2 под углом а к оси послед него, а пучки гигроскопичного материала (ряды 4) наклонены под тем же углом л в сторону оправки 1. Величина угла « находится в пределах 55-75°. Перекрещивающиеся пучки соседних рядов 3 и 4 образуют между собой полости 5. Под стержнем 2 установлен бак 6, заполненный жидкой смазкой 7. Бак 6 расположен с возможностью погружения в смазку 7 концов рядов 3 и 4 смазочного ерша в процессе возвратно-поступательного перемещения последнего. Позицией 8 обозначена труба, подвергаемая обработке давлением (прокатке или волочению). Диаметр смазочного ерша составляет 1,2-1,9 внутреннего диаметра смазываемой трубы 8. В качестве волокнистого гибкого материала могут быть использованы полимерные волокна, например лавсан, капрон и т. п., а в качестве волокнистого гигроскопичного материала - хлопчатобумажные волокна, бельтинг и т. п. Пучки волокон крепятся путем прошивки проволокой или клейки на прочной основе, например прорезиненой ткани или коже. Устройство работает следуюшим образом. Оправку 1 со стержнем 2 вводят внутрь трубы 8. В исходном стационарном положении и при перемешении оправки ряды 3 и 4 волокон смазочного ерша, будучи погружены в бак 6, забирают из него порцию жидкой смазки 7, которая скапливается в полостях 5. В процессе прокатки про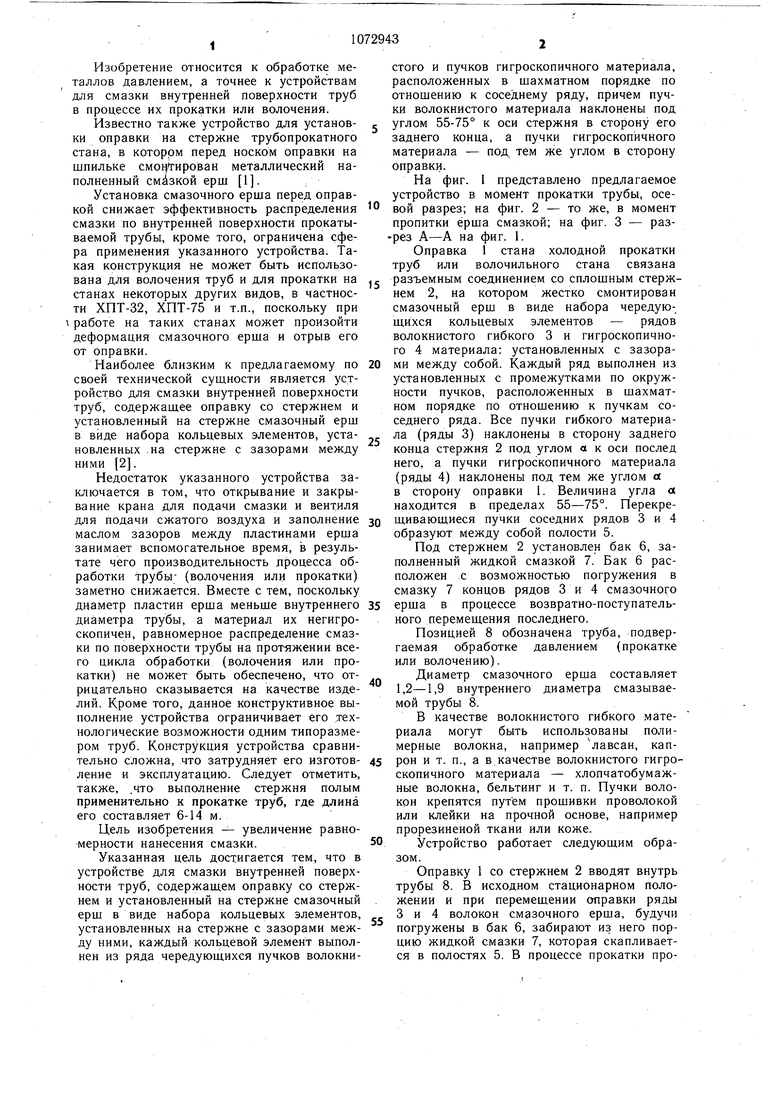
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для смазки внутренней поверхности труб перед волочением | 1991 |
|
SU1784326A1 |
| Технологическая смазка для обработки металлов давлением | 1986 |
|
SU1425198A1 |
| Устройство для нанесения смазки на внутреннюю поверхность гильзы | 1980 |
|
SU897325A1 |
| Устройство для тепловой прокатки труб с использованием ультразвука | 1975 |
|
SU529857A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗКИ В ОПРАВКУ | 1993 |
|
RU2039619C1 |
| Устройство для нанесения смазки на внутреннюю поверхность гильзы | 1981 |
|
SU956085A1 |
| СПОСОБ СМАЗКИ ТЕХНОЛОГИЧЕСКОГО ИНСТРУМЕНТА ДЛЯ ВОЛОЧЕНИЯ ПРОФИЛЯ И ТРУБ И СИСТЕМА СМАЗКИ | 2011 |
|
RU2492949C2 |
| Технологическая смазка для обработки металлов давлением | 1980 |
|
SU925997A1 |
| СМАЗКА ТЕХНОЛОГИЧЕСКАЯ ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ (ВАРИАНТЫ) | 2008 |
|
RU2497936C2 |
| Составная оправка для пилигримовой прокатки труб | 1977 |
|
SU665960A1 |
УСТРОЙСТВО ДЛЯ СМАЗКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ, содержащее оправку со стержнем и установленный на стержне смазочный ерш в виде н-абора кольцевых элементов, установленных на стержне с зазорами между ними, отличающееся тем, что, с целью увеличения равномерности нанесения смазки, каждый кольцевой элемент выполнен из ряда чередующихся пучков волокнистого и пучков гигроскопичного материала, расположенных в шахматном порядке по отношению к соседнему ряду, причем пучки волокнистого материала наклонены под углом 55-75° к оси стержня в сторону его заднего конца, а пучки гигроскопичного материала -т- под тем же углом в сторону оправки. (Л 4 ю со 4; со ;
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для УСТАНОВКИ ОПРАВКИ НА СТЕРЖНЕ ТРУБОПРОКАТНОГО СТАНА | 0 |
|
SU337168A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 1972 |
|
SU417207A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
