(54) УСТРОЙСТВО ДЛЯ ПОДЖИМА ФЛЮСА
флюс по длине и высоте желоба и работать длительное время без пополнения флюса.
Изменение объема флюсового канала в широких пределах в сочетании с вибрацией подъемно-опускного короба позволяет максимально уплотнить флюсовую подушку, что, в свою очередь, способствует получению качественного шва без применения больших усилий при поджиме флюса.
Наличие газоотводных окон, перекрытых сеткой, позволяет газам свободно выходить из желоба, что улучшает качество сварного шва.
Совмешение подвижной стенки желоба со сварочным стендом посредством шарнира и перекрытие последнего сеткой исключает высыпание флюса из жолоба во время его уплотнения, что позволяет достигать нужной плотности. При этом пе сказывается волнистость поверхности изделия даже при большой его протяженности и пе требуется усилий для поджатия стенок жолоба. Необходимо иметь только усилия для поджатия флюса.
Это, в свою очередь, снижает усилия, удерживающие изделия на стенде.
Устройство работает следующим образом.
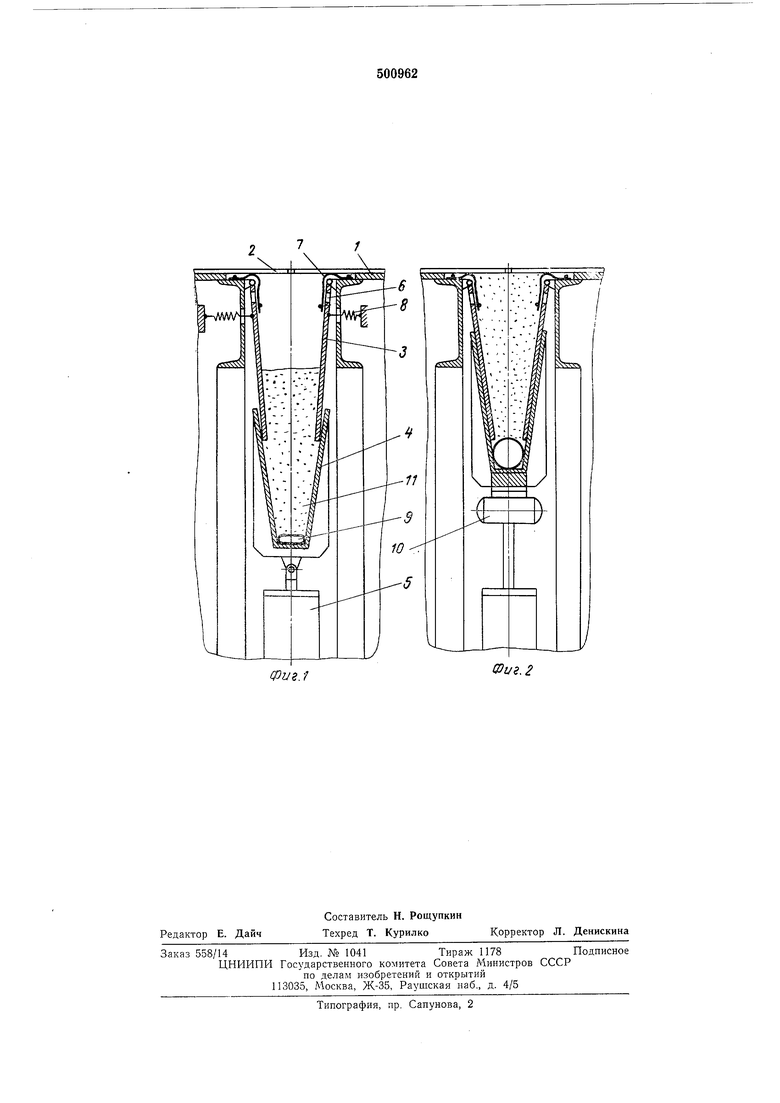
Изделие 2 укладывают па сварочный стенд 1 и прижимают к его поверхности при помоши электромагнитов, имеющихся на стенде. При помощи пневмоцилипдров 5 поднимают вверх короб 4 и одновременно включают вибратор 10.
При этом уменьшается объем желоба, и флюс 11, поднимаясь вверх и уплотняясь, прижимается к поверхности свариваемого изделия 2. Во время подъема подвижные стенки 3 прижимаются пружинами 8 к бортам короба 4. Сетка 7 не позволяет флюсу высыпаться через газоотводные окна и в зазоры шарнирных соединений.
По окончании вибрации, когда флюсу придана достаточная плотность, подается давление воздуха в пневморукав 9 и производится электросварка. Образующиеся при этом газы выходят через газоотводные окна.
Формула изобретения
Устройство для поджима флюса, содержащее сварочный стенд, желоб для флюса с подвижными стенками, подъемно-опускной короб с бортами и приводом его перемещения к сварочному стенду и пневмошланг для поджима флюса, расположенный на дне короба, отличающееся тем, что, с целью улучшения качества сварочного шва и максимального уплотнения флюса, концы подвижных стенок желоба с одной стороны соединены шарнирно
со сварочным стендом, а с другой стороны свободно размещены внутри подъемно-опускного короба с возможностью скольжения по его бортам, к которым они подпружинены, причем в зпомянутых стенках у концов с шарнирами выполнены газоотводные окна, снабженные сетками, перекрывающими окна и шарнирные соединения стенок и сварочного стенда.
Фи.1
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования обратной стороны шва | 1990 |
|
SU1775261A1 |
| Устройство для формирования обратной стороны шва | 1989 |
|
SU1712097A1 |
| Способ уплотнения флюса и устройство для его осуществления | 1989 |
|
SU1722760A1 |
| Устройство для образования флюсовой подушки при сварке кольцевых швов | 1981 |
|
SU958055A1 |
| Стенд для сварки листового металла | 1976 |
|
SU586979A1 |
| Устройство для формирования обратной стороны шва при сварке плавлением | 1982 |
|
SU1073035A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СВАРНОГО ШВА | 2010 |
|
RU2425744C1 |
| Флюсовая подушка | 1990 |
|
SU1710258A1 |
| Устройство для формирования обратной стороны шва на флюсовой подушке | 1977 |
|
SU737182A1 |
| Устройство для формирования обратной стороны шва | 1990 |
|
SU1710257A1 |