(54I УСТРОЙСТВО ДЛЯ ПОДЖИМА ФЛЮСА
Изобретение относится к вспомогательному сварочному оборудованию, v точнее к устройствам для поджима подкладочного флюса, используемым при. односторонней сварке, в частности сварке под флюсом.
Известно устройство для поджима флюса fl, содержащее емкость для флюса, снабженную средством для создания давления флюса (пневморукавом).
Такое устройство невозможно исполь зовать при сварке изделий с изгибами (например, носовых и кормовых секций судов), так как из-за больших зазоров между емкостью и изделием подкладочный флюс не будет поджат к свариваемым кромкам.
Кроме того, его невозможно использовать при сварке длинномерных швов в условиях монтажа, так как громоздкость и тяжелов есность такого устройства существенно затрудняет его перемещение и установку на новом месте.
Целью изобретения является расширение технологических возможностей устройства путем обеспечения сварки изделий различных типоразмеров.
Эта цепь достигается тем, что в устройстве для поджима флюса, содер; ПРИ СВАРКЕ
жащем еШость для флюса и средство для создания давления флюса, емкость для флюса выполнена в виде последовательно расположенных лотков, соединенных торцовыми стенками, в каждом из них расположено средство для создания давления флюса. Торцовые стенки выполнены с вырезами и снабжены средствами перекЕ&1Тия зазора.
10
Для уменьшения зазоров торцовыми стенками лотков при монтаже устройства на криволинейном изделии торцовые стенки лотков выполнены наклонными.
15
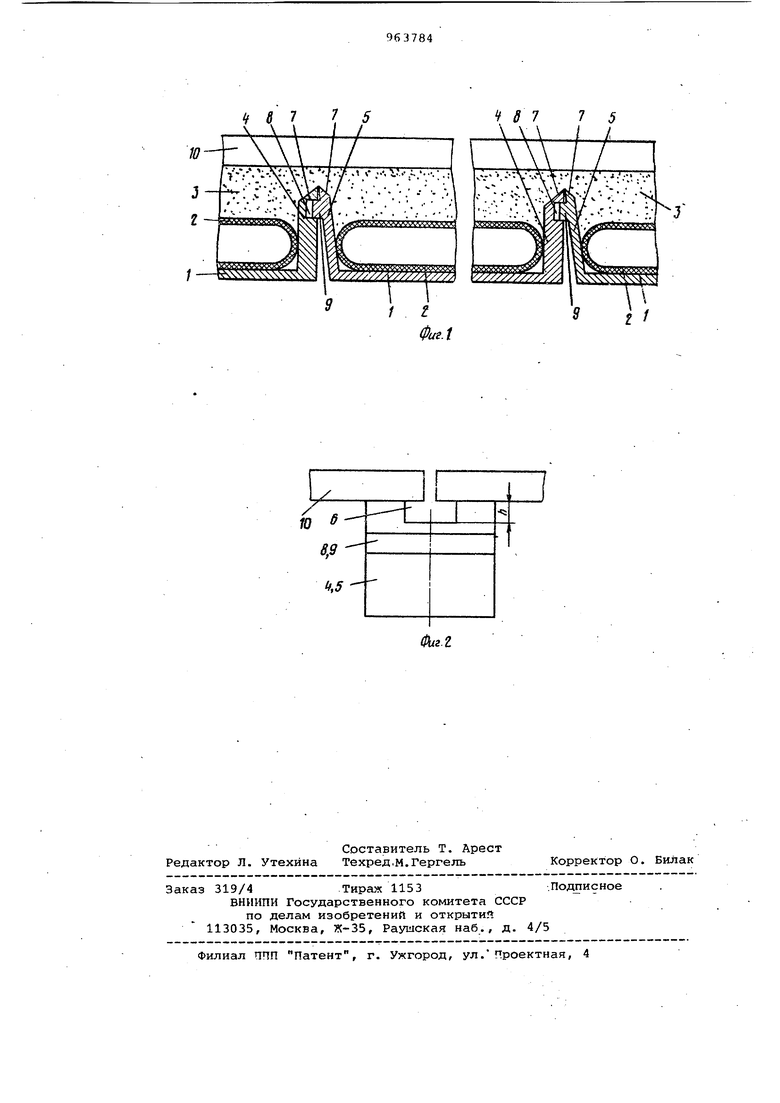
На фиг. 1 изображено рредложенное устройство в продольном разрезе, на фиг. 2 - то же при монтаже на кри- волинейном стыке.
Устройство состоит из лотков 1,,
20 снабженных пневморукавами 2 или другими средствами для создания давления подкладочного флюса 3. Торцовые стенки 4 и 5 лотков 1 снабжены в верхней части вырезами 6. Размеры
25 вырезов 6 должны быть достаточными для размещения в них обратного валика сварного шва и подкладочного флюса 3. Высота вырезов Vi должна быть от 5 rfo 50 диаметров наибольших час30тиц подкладочного флюса 3, что необходимо для надежного заполнения флюсом 3 мест стыковки лотков 1. Для этой же цели служат скосы 7, направленные BiiyTpb лотков 1, выполненные на стенках 4 и 5. В качестве подкладочного флюса 3 рекомендуется . использовать флюс с размером наиболь1ших частиц от 0,1 до 2 мм. Высота вырезов Ц , равная 5 диаметрам частиц, соответствует флюсу с относительно крупными частицами диаметром 2 мм ( Vi 10 мм). В случае применения флюса 3 с наибольшими частицами диаметром 0,2 мм высоту ii следует принять равной 50 диаметрам нанаибольших частиц флюса 3, т. е. 10 мм. Оптимальным диаметром наибольших частиц флюса 3 явлчется 1,0 мм, а оптимальная высота Vi выреза б составляет 8-14 мм.
По крайней мере одна из торцовых стенок 4 или 5 выполнена с наклоном кнаружи, что уменьшает зазоры между лотками при их установке на криволинейных стыках и облегчает перекрытие этих зазоров.
На стейках 4 и 5 выполнены пазы 8 и выступы 9 f служсщие. для перекрытия зазоров между лотками 1 и препятствующие просыпанию в зазоры флюса 3. Вместо пазов и выступов могут быть использованы идругие средства перекрытия зазоров, например вставки их эластичных материалов (цшаковаты, стекловаты, резины и др. перекрытие торцовых стенок внахлестку и т. п..
Для изготовления лотков 1 наиболе целесообразно применять прессованный .профиль из легкого сплава, например АМгЗ/ГОСТ 4784-74/.
После сборки свариваемых кромок 10 и укладки лотки флюса 3 лотки 1 укрепляют, плотно стыкуя между собой под свариваемыми кромками 10 с помощью известных средств, например скоб, домкратов, кронштейнов на стойках, постоянных магнитов. Затем подают воздух в пневморукава 2. При этом флюс 3, перетекая под давлением пневморукавов 2,образует сплошную флюсовую подушку под свариваемыми кромками 10, в том числе и в местах стыков лотков 1. После проверки надежности прижатия флюсовой подушки проводят сварку.
Возможность легкой установки предложенного устройства для поджима подкладочного флюса под свариваемыми , кромками позволит существенно расширить применение односторонней сварки под флюсом в .условиях монтажа. При этом возможна замена расхода дорогих сварочных подкладок разового . применения расходом относительно дешевого подкладочного флюса, устранена подварка стыков в потолочном положении, снижены затраты ручного труда, повышена экономическая -эффективность односторонней сварки.
Предложенное устройство может найти применение при изготовлении корпусов судов, .мостовых и резервуарных конструкций, водоводов большого диаметра и им подобных изделий, которые необходимо сваривать в условиях монтажа.
Формула изобретения
1.Устройство для поджима флюса |При сварке, содержащее емкость для
флюса и средство для создания давления флюса, о т л а ю щ е е с я тем, что, с целью расширения технологических возможностей устройства путем обеспечения сварки изделий различных типоразмеров, емкость для флюса выполнена в виде последовательно расположенных лотков, соединенных торцовыми стенками, средство для создания давления флюса размещено в каждом лотке, а торцовые стенки лотков выполнены с вырезами и снабжены средствами для перекрытия зазора.
2.Устройство по п. 1, о т л ичакэщееся тем, что торцовые стенки лотков выполнены наклонными.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 500982, кл.. В 23 К 37/06, 22.08.74 (прототип), 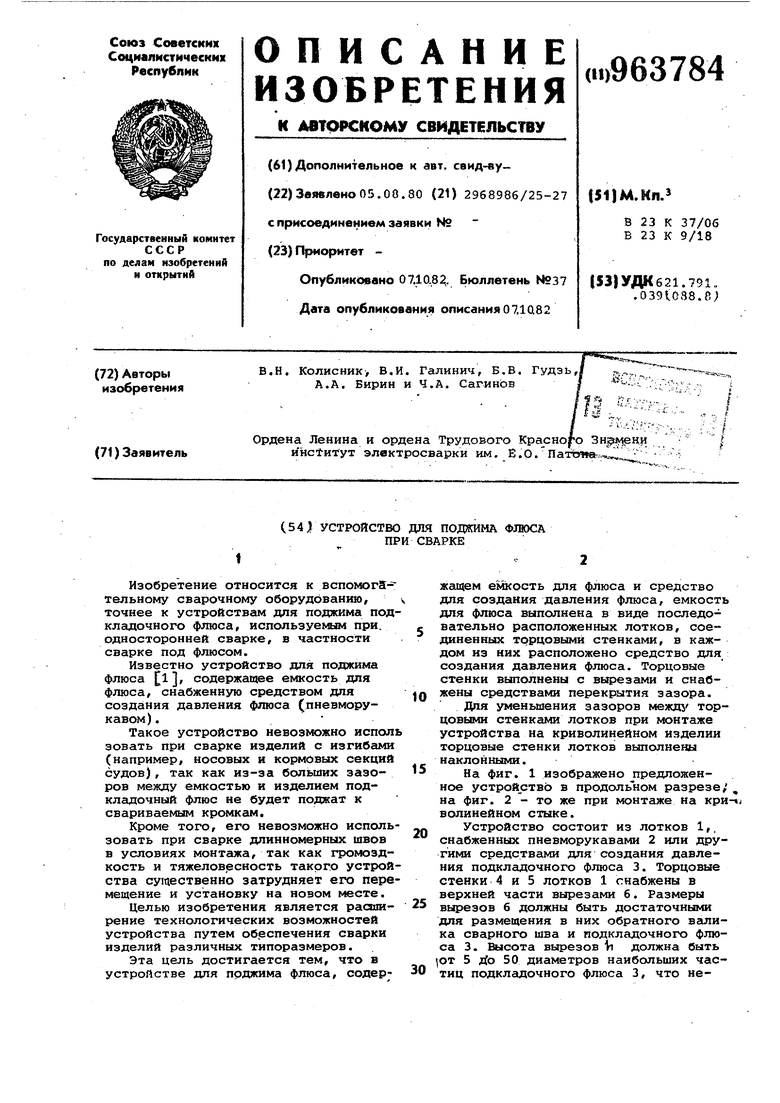
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ уплотнения флюса и устройство для его осуществления | 1989 |
|
SU1722760A1 |
| Устройство для формирования обратной стороны шва | 1989 |
|
SU1712097A1 |
| Устройство для формирования обратной стороны шва | 1990 |
|
SU1710257A1 |
| Устройство для формирования обратной стороны шва при сварке плавлением | 1982 |
|
SU1073035A1 |
| Флюсовая подушка | 1990 |
|
SU1710258A1 |
| Устройство для удержания сварочного флюса | 1981 |
|
SU961914A1 |
| Способ уплотнения флюса | 1990 |
|
SU1776532A1 |
| Способ сборки и сварки изделий | 1983 |
|
SU1133062A1 |
| Способ исследования подкладочного состава флюсовой подушки | 1978 |
|
SU863284A1 |
| Устройство для формирования шва | 1986 |
|
SU1395446A1 |