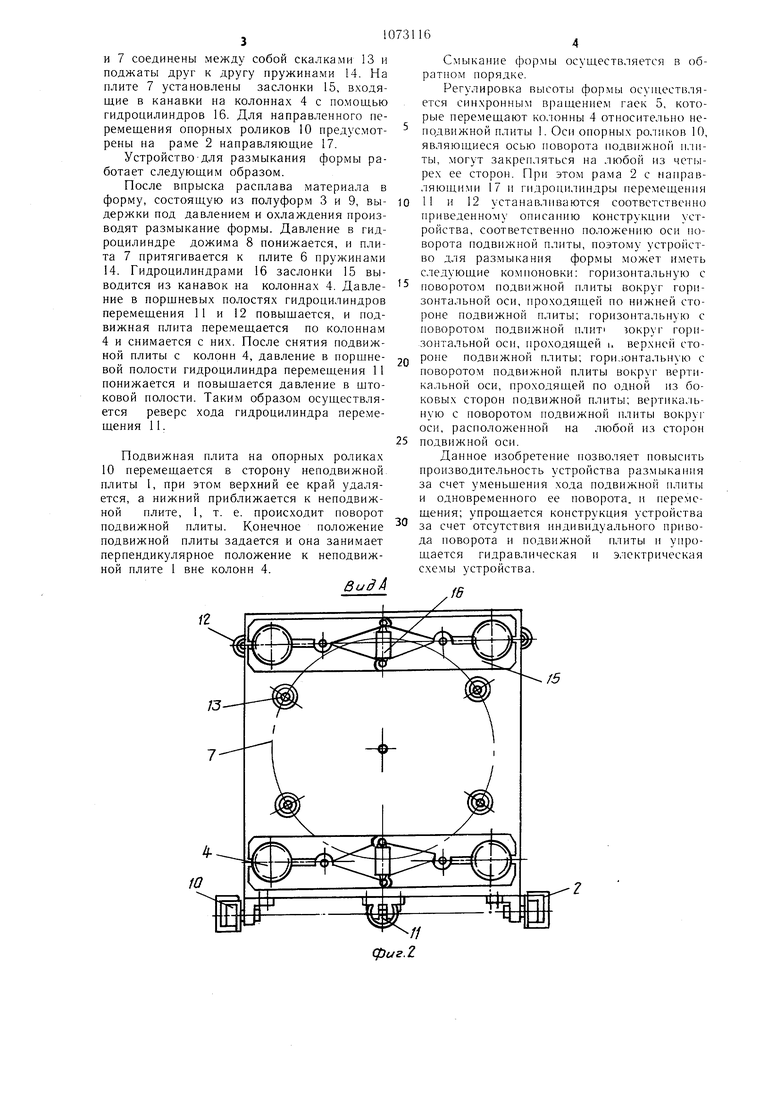
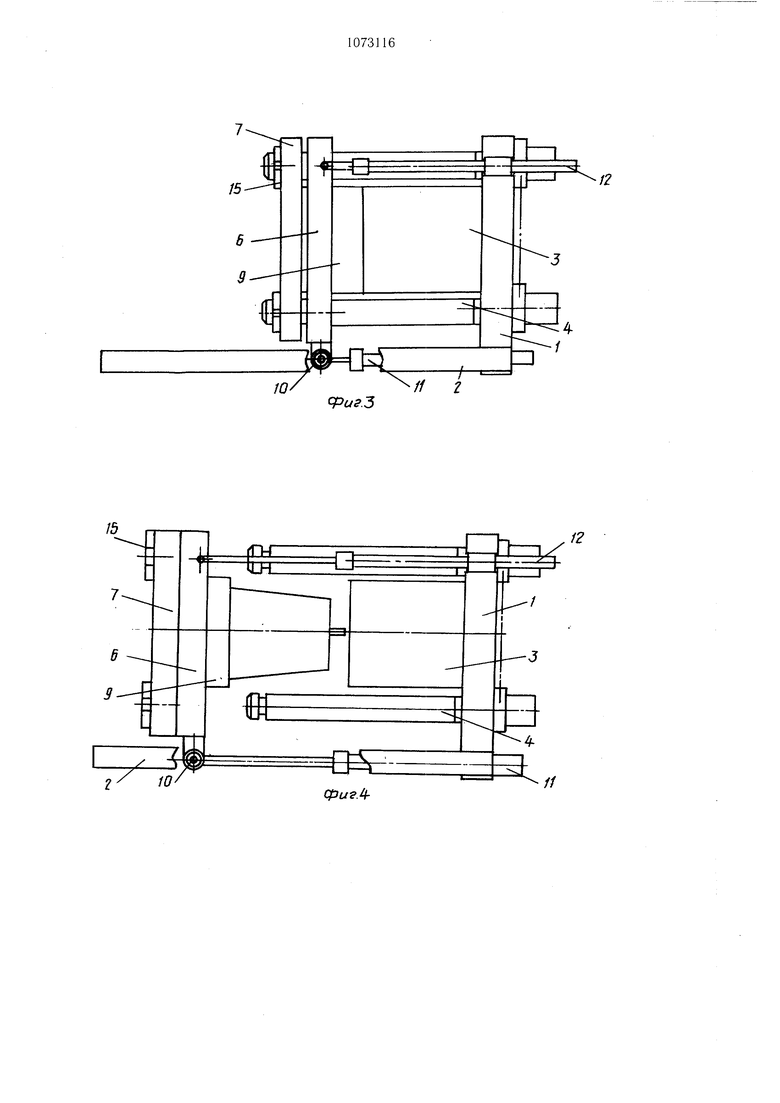
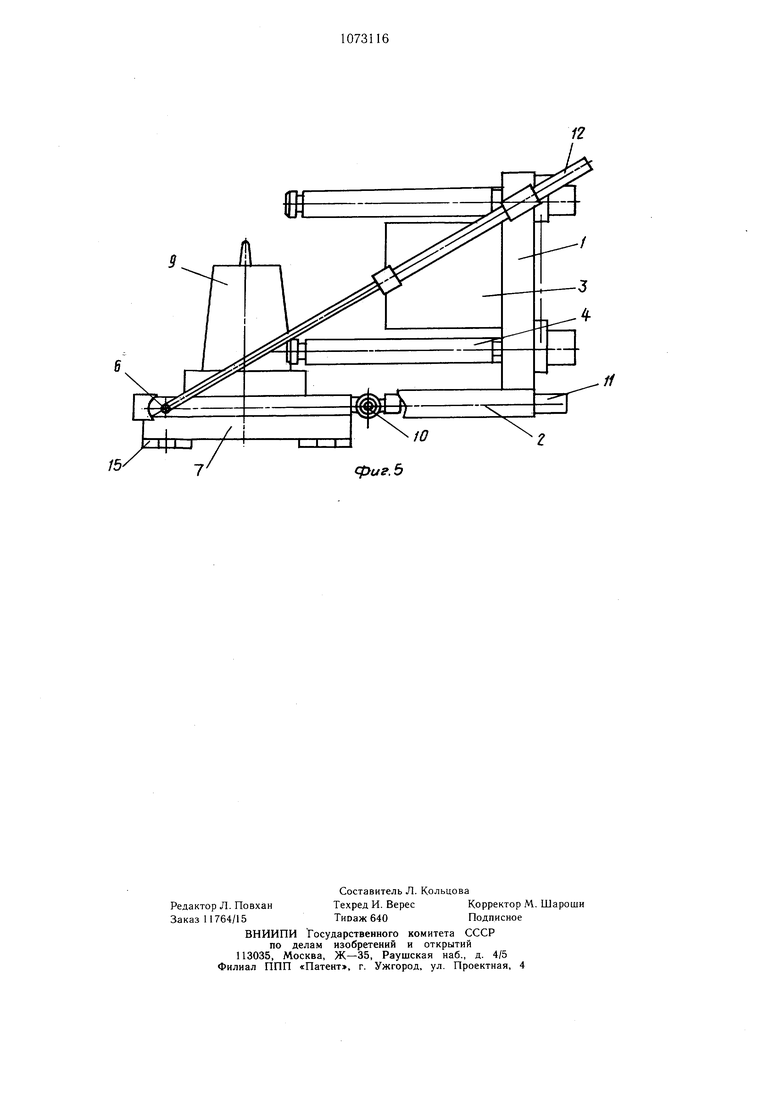
Изобретение относится к машиностроению и может быть использовано в инжекционных литьевых машинах для литья под давлением пластических масс. Известно устройство для размыкания формы литьевой машины, содержащее закрепленные на раме заднюю плиту и переднюю неподвижную плиту с полуформой и колоннами, на которых смонтирована с возможностью перемещения подвижная плита с полуформой, гидроцилиндр дожима и рычажно-реечный механизм перемещения подвижной плиты 1. Недостатком известного устройства является то, что для обеспечения нормального съема отлитого изделия требуется большой ход подвижной плиты, поскольку при съеме изделие размещено между подвижной плитой и передней неподвижной плитой, что увеличивает габариты устройства. Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство для размыкания формы литьевой машины, содержащее закрепленную на раме неподвижную плиту с полуформой и колоннами, на которых смонтирована с возможностью перемещения подвижная плита с полуформой, снабженная гидроцилиндром дожима, заслонками, гидроцилиндрами перемещения и установленными в направляющих рамы опорными роликами, смонтированными на осях, закрепленных на одной из сторон подвижной плиты, в последнем устройстве при размыкании формы подвижную плиту с полуформой снимают с колонн и поворачивают относительно оси устройства посредством размещения ее на поворотном столе, снабженном индивидуальным приводом, что обеспечивает съем изделия вне зоны неподвижной плиты 2. Недостаток известного устройства состоит в том, что использование отдельного гидроцилиндра перемещения и отдельного механизма поворота стола и подвижной плиты приводит к появлению дополнительных аппаратов управления в гидравлической и электрической системах устройства размыкания, для срабатывания которых требуется дополнительное время, что, в свою очередь, снижает производительность устройства. Цель изобретения - повышение производительности устройства за счет сокращения времени размыкания формы при исключении индивидуального привода поворота подвижной плиты. Указанная цель достигается тем, что в устройстве для размыкания формы литьевой машины, содержащем закрепленную на раме неподвижную плиту с полуформой и колоннами, на которых смонтирована с возможностью перемещения подвижная плита с полуформой, снабженная гидроцилиндром дожима, заслонками, гидроцилиндрами перемещения и установленными в направляющих рамы опорными роликами, смонтированными на осях, закрепленных на одной из сторон подвижной плиты, по меньшей мере, один из гидроцилиндров перемещения, длина хода которого выбрана меньшей длины хода других гидроцидиндров, установлен посредине одной из сторон неподвижной плиты параллельно продольной оси устройства, а щток его связан со стороной подвижной плиты, на которой размещены опорные ролики, при этом гидроцилиндры перемещения с большей длиной хода смонтированы с возможностью поворота на сторонах неподвижной плиты, перпендикулярных осям опорных роликов, а их штоки соединены с противолежащими сторонами подвижной плиты для ее поворота относительно осей опорных роликов. Такое выполнение гидроцилиндров перемещения позволяет осуществлять одновременный поворот и перемещение подвижной плиты без дополнительного механизма поворота подвижной плиты, что снижает необходимое время размыкания и смыкания литьевой формы. На фиг. 1 показано устройство в разрезе; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - общий вид устройства при сомкнутой форме; на фиг. 4 - то же, при разомкнутой форме; на фиг. 5 - то же, с повернутой подвижной плитой. Устройство для размыкания формы содержит неподвижную плиту 1, установленную на раму 2, и несущую полуформу 3 и колонны 4, на одном конце которых выполнена резьба для зацепления с гайками 5, установленными в неподвижной плите 1 с возможностью вращения. Подвижная плита состоит из двух плит 6 и 7, между которыми установлен гидроцилиндр дожима 8. Полуформа 9 установлена на плите 6, на одной стороне которой закреплены оси опорных роликов 10, являющиеся осью поворота подвижной плиты. Гидроцилиндры перемещения 11 и 12 выполнены с разной длиной хода, причем гидроцилиндр 11 с меньшим ходом жестко установлен посредине одной из сторон неподвижной плиты 1 параллельно продольной оси устройства размыкания, а шток его соединен со стороной подвижной плиты, на которой установлены оси опорных роликов 10, являющиеся осью поворота подвижной плиты. Гидроцилиндры 12 с большим ходом установлены с возможностью поворота на сторонах неподвижной плиты 1, которые перпендикулярны оси поворота подвижной плиты и осям опорных РО.ЛИКОВ 10, а их штоки соединены шарнирно с соответствующи.ми противолежащими сторонами плиты 6, т. е. со сторонами, которые перпендикулярны оси поворота подвижной плиты. Плиты 6 и 7 соединены между собой скалками 13 и поджаты друг к другу пружинами 14. На плите 7 установлены заслонки 15, входящие в канавки на колоннах 4 с помощью гидроцилиндров 16. Для направленного перемещения опорных роликов 10 предусмотрены на раме 2 направляющие 17. Устройство-для размыкания формы работает следующим образом. После впрыска расплава материала в форму, состоящую из полуформ 3 и 9, выдержки под давлением и охлаждения производят размыкание формы. Давление в гидроцилиндре дожима 8 понижается, и плита 7 притягивается к плите 6 пружинами 14. Гидроцилиндрами 16 заслонки 15 выводится из канавок на колоннах 4. Давление в порщневых полостях гидроцилиндров перемещения И и 12 повыщается, и подвижная плита перемещается по колоннам 4 и снимается с них. После снятия подвижной плиты с колонн 4, давление в порщневой полости гидроцилиндра перемещения 11 понижается и повыщается давление в щтоковой полости. Таким образом осуществляется реверс хода гидроцилиндра перемещения И. Подвижная плита на опорных роликах 10 перемещается в сторону неподвижной, плиты 1, при этом верхний ее край удаляется, а нижний приближается к неподвижной плите, 1, т. е. происходит поворот подвижной плиты. Конечное положение подвижной плиты задается и она занимает перпендикулярное положение к неподвижной плите 1 вне колонн 4.
фиг.г Смыкание формы осуществляется в обратном порядке. Регулировка высоты форМЕ | осуществляется синхронным врац 1ением гаек 5, которые перемещают колонны 4 относительно неподвижной плиты 1. Оси опорных роликов 10, являющиеся осью поворота подвижной плиты, могут закрепляться на любой из чеп,ре. ее сторон. При этом рама 2 с направляющими 1/ и гидроцилиндры перемещения 11 и 12 устанавливаются соответствепно приведенному описанию конструкции устройства, соответственно положению оси поворота подвижной плиты, поэтому устройство для размыкания формы MoVeT иметь следуюц.1ие компоновки: горизонтальную с поворотом подвижной плиты вокруг горизонтальной оси, проходящей по нижней стороне подвижной плиты; горизонтальную с поворотом подвижной 11ЛИТ1 юкруг горизонтальной оси, проходящей к верхней стороне подвижной плиты; горизонтальную с поворотом подвижной плиты вокруг вертикальной оси, проходящей по одной из боковых сторон подвижной плиты; вертикальную с поворотом подвижной плиты вокруг оси, расположенной на любой из сторон подвижной оси. Данное изобретение позволяет повысить производительность устройства размыкания за счет уменьщения хода подвижной плиты и одновременного ее поворота, и перемещения; упрощается конструкция устройства а счет отсутствия индивид,уального привоа поворота и подвижной плиты и упроается гидравлическая и электрическая хемы устройства.
t
15
12
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм смыкания пресс-формы литьевой машины | 1981 |
|
SU1004138A1 |
| Механизм запирания форм многопозиционной литьевой машины | 1982 |
|
SU1058788A1 |
| Механизм смыкания форм литьевой машины | 1987 |
|
SU1407822A1 |
| БЕСТРАВЕРСНОЕ УСТРОЙСТВО ДЛЯ ЗАМЫКАНИЯ ФОРМЫ ЛИТЬЕВЫХ МАШИН (ВАРИАНТЫ) | 1995 |
|
RU2104155C1 |
| Литьевая машина для переработки полимеров | 1981 |
|
SU1030186A1 |
| Механизм запирания форм многопозиционной литьевой машины | 1982 |
|
SU1046112A1 |
| Механизм запирания форм многопозиционной литьевой машины | 1988 |
|
SU1608071A1 |
| Машина для литья под давлениемАРМиРОВАННыХ издЕлий | 1979 |
|
SU821176A1 |
| Литьевая многопозиционная машина для переработки термопластичных материалов | 1989 |
|
SU1680539A1 |
| Устройство запирания форм литьевойМАшиНы для пОлиМЕРОВ | 1979 |
|
SU793795A1 |
УСТРОЙСТВО ДЛЯ РАЗМЫКАНИЯ ФОРМЫ ЛИТЬЕВОЙ МАШИНЫ, содержащее закрепленную на раме неподвижную плиту с полуформой и колоннами, па которых смонтирована, с возможностью перемещения, подвижная плита с нолуформой, снабженная гидроцилиндром дожима, заслонками, гидроцилиндрами перемещения и установленными в направляющих рамы опорными роликами, смонтированными 15 7 ,/ на осях, закреплегшых на одной из сторон подвижной П.ЧИТЫ, отличающееся тем, что. с целью повышения производительпости устройства за счет сокращения в)емен: размыкания формы при исключении ипди видуальпого привода поворота подвижпо; плиты, по меньщей мере один гидроцплипдг неремепления, длина хода Koropoio выбрана меньшей длины хода других гидроцилипдров, устапов,1ен посредине одной из сторон неподвижной плиты паралльпо продольной оси устройства, а И1ток его связан со стороной подвижной плиты, на котороГ: размещены опорные ролики, прп этом гпдроцилиндры перемещения с больп1е| 1 длиной хода смонтированы с возможностью поворота на сторонах неподвижной илит111, (С перпендпкулярных осям опорных роликов, а их 1НТОКИ соединены с иротиволежащпми (Л сторонами подвижной плиты д.1я ее иоворота относительпо осей опорных ролпков 12 О со Oi 
6 9
2
сриг.З
/5
/2X
I
/ГГ
/ /i7
CfiufA
//
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU149207A1 | |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| МЕХАНИЗМ СМЫКАНИЯ ЛИТЬЕВЫХ МАШИН | 0 |
|
SU407746A1 |
| Солесос | 1922 |
|
SU29A1 |
