плоскости смыкания подвижной и неподвижной плит, согласно изобретению, оси средних звеньев рычажного механизма кинематически связаны с приводом ускоренного перемещения подвижной плиты и снабжены расположенными на их концах ползушками, размещенными в направляющих, параллельных колоннам.
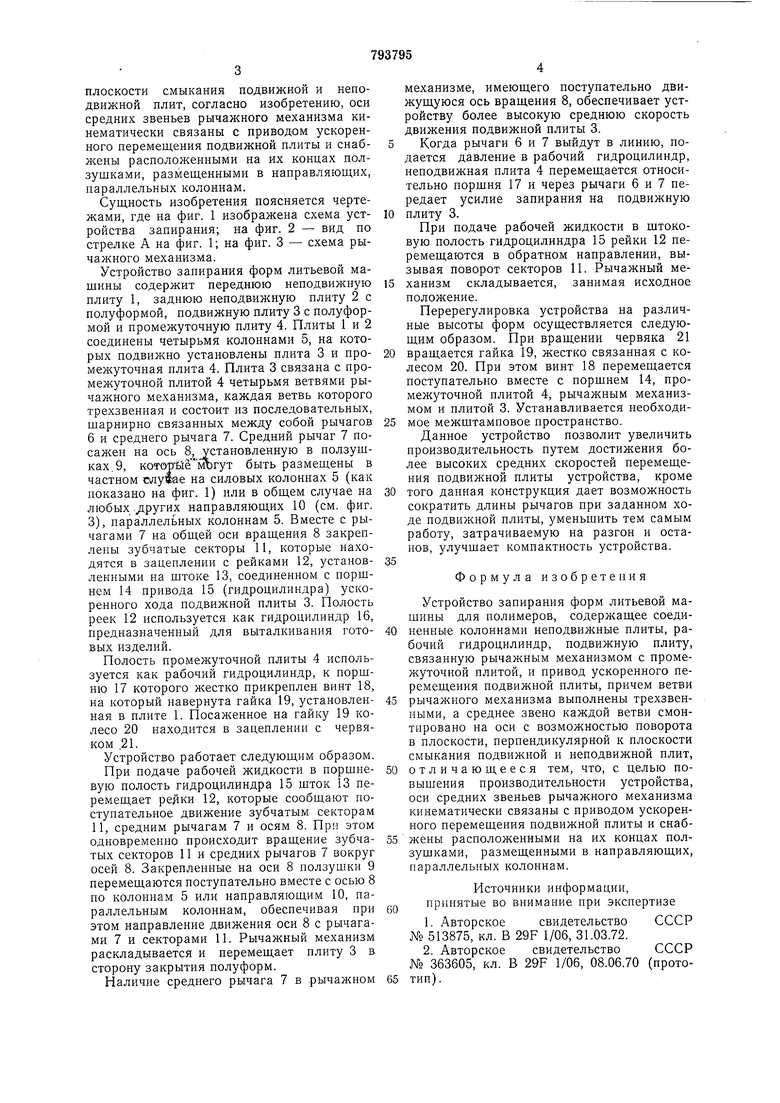
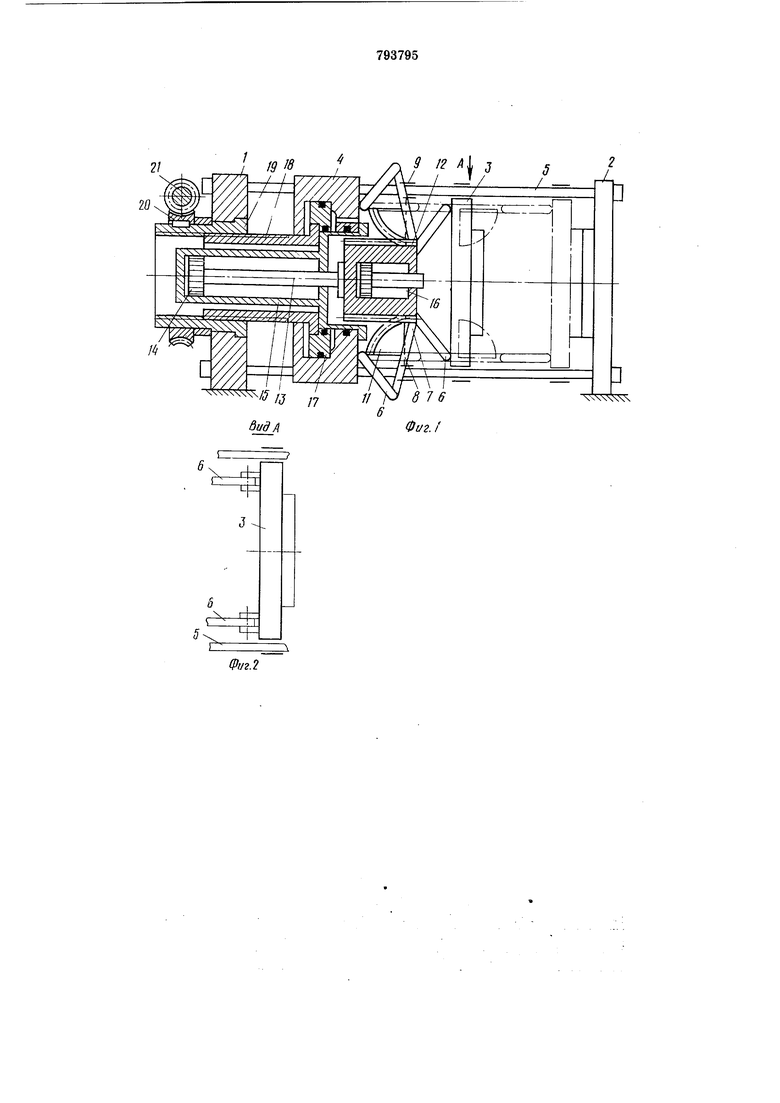
Сущность изобретения поясняется чертежами, где на фиг. 1 изображена схема устройства запирания; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - схема рычажного механизма.
Устройство запирания форм литьевой машины содержит переднюю неподвижную плиту 1, заднюю неподвижную плиту 2 с полуформой, подвижную плиту 3 с полуформой и промежуточную плиту 4. Плиты 1 и 2 соединены четырьмя колоннами 5, на которых подвижно установлены плита 3 и промежуточная плита 4. Плита 3 связана с промелсуточной плитой 4 четырьмя ветвями рычажного механизма, каждая ветвь которого трехзвенпая и состоит из последовательных, шарнирно связанных между собой рычагов 6 и среднего рычага 7. Средний рычаг 7 посажен на ось 8, установленную в ползушках.9, котор%1ё щ)гут быть размещены в частном слуфае на силовых колоннах 5 (как показано н-а фиг. 1) или в общем случае на любых ./(.ругих направляющих 10 (см. фиг. 3), параллельных колоннам 5. Вместе с рычагами 7 на общей осп вращения 8 закреплены зубчатые секторы 11, которые находятся в зацеплении с рейками 12, установленными на штоке 13, соединенном с поршпем 14 привода 15 (гидроцилиндра) ускоренного хода подвижной плиты 3. Полость реек 12 используется как гпдроцилиндр 16, предназначенный для выталкивания готовых изделий.
Полость промежуточной плиты 4 используется как рабочий гидроцилпндр, к поршню 17 которого жестко прикреплен винт 18, на который навернута гайка 19, установленная в плите 1. Посаженное на гайку 19 колесо 20 находится в зацеплении с червяком ,21.
Устройство работает следующим образом.
При подаче рабочей жидкости в поршневую полость гидроцилиндра 15 шток 13 перемещает рейки 12, которые сообщают поступательное движение зубчатым секторам И, средним рычагам 7 и осям 8. При этом одновременно происходит вращение зубчатых секторов 11 и средних рычагов 7 вокруг осей 8. Закрепленные на оси 8 ползушки 9 перемещаются поступательно вместе с осью 8 по колонпам 5 пли направляющим 10, параллельным колоннам, обеспечивая при этом направление движения оси 8 с рычагами 7 и секторами 11. Рычажный механизм раскладывается и перемещает плиту 3 в сторону закрытия полуформ.
Наличие средпего рычага 7 в рычажном
механизме, имеющего поступательно движущуюся ось вращения 8, обеспечивает устройству более высокую среднюю скорость движения подвижной плиты 3. 5 Когда рычаги 6 и 7 выйдут в линию, подается давление в рабочий гидроцилиндр, неподвижная плита 4 перемещается относительно поршня 17 и через рычаги 6 и 7 передает усилие запирания на подвижную
0 плиту 3.
При подаче рабочей жидкости в штоковую полость гидроцилиндра 15 рейки 12 перемещаются в обратном направлении, вызывая поворот секторов 11. Рычажный механизм складывается, занимая исходное положение.
Перерегулировка устройства на различные высоты форм осуществляется следующим образом. При вращении червяка 21
0 вращается гайка 19, жестко связанная с колесом 20. При этом винт 18 перемещается поступательно вместе с поршнем 14, промежуточной плитой 4, рычажным механизмом и плитой 3. Устанавливается необходи5 мое межштамповое пространство.
Данное устройство позволит увеличить производительность путем достижения более высоких средних скоростей перемещения подвижной плиты устройства, кроме
0 того данная конструкция дает возможность сократить длины рычагов при заданном ходе подвижной плиты, уменьшить тем самым работу, затрачиваемую на разгон и останов, улучшает компактность устройства.
Формула изобретения
Устройство запирания форм литьевой машины для полимеров, содержащее соеди0 ценные колоннами неподвижные плиты, рабочий гидроцилиндр, подвижную плиту, связанную рычажным механизмом с промежуточной плитой, и привод ускоренного перемещения подвижной плиты, причем ветви
5 рычажного механизма выполнены трехзвенными, а среднее звено каждой ветви смонтировано на оси с возможностью поворота в плоскости, перпендикулярной к плоскости смыкания подвижной и неподвижной плит,
0 отличающееся тем, что, с целью повышения производительности устройства, оси средних звеньев рычажного механизма кинематически связаны с приводом ускоренного перемещения подвижной плиты и снабжены расположенными на их концах ползушками, размещенными в направляющих, параллельных колоннам.
Источники информации, „ принятые во внимание при экспертизе
1.Авторское свидетельствоСССР № 513875, кл. В 29F 1/06, 31.03.72.
2.Авторское свидетельствоСССР № 363605, кл, В 29F 1/06, 08.06.70(прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм запирания форм литьевой машины для полимеров | 1987 |
|
SU1578004A1 |
| Механизм запирания форм литьевойМАшиНы для пОлиМЕРОВ | 1979 |
|
SU802061A1 |
| Механизм запирания форм литьевой машины для полимеров | 1978 |
|
SU770822A1 |
| Механизм запирания форм литьевой машины для пластмасс | 1976 |
|
SU608658A1 |
| Литьевая машина | 1968 |
|
SU633741A1 |
| Литьевая машина с двухступенчатым механизмом закрытия форм | 1969 |
|
SU299132A1 |
| ЗАМКОВОЕ УСТРОЙСТВО МЕХАНИЗМА ЗАПИРАНИЯ ПОЛУФОРМ ЛИТЬЕВОЙ МАШИНЫ, НАПРИМЕР ТЕРМОПЛАСТАВТОМАТА | 2009 |
|
RU2410239C1 |
| Механизм смыкания пресс-формы литьевой машины | 1981 |
|
SU1004138A1 |
| Устройство для удаления изделий из литьевой машины | 1979 |
|
SU789279A1 |
| МЕХАНИЗМ ЗАПИРАНИЯ ПОЛУФОРМ ЛИТЬЕВОЙ МАШИНЫ, НАПРИМЕР ТЕРМОПЛАСТАВТОМАТА | 2006 |
|
RU2305631C1 |
М J
