Изобретение относится к непрерывно работающей методом электрической контактной сварки машине для сварки сеток, содержащей стационарную продольную раму, на которой, прилегая к ней, непрерывно в направлении производства посредством подающего устройства перемещается горизонтальная группа параллельных продольных проволок, а также размоточное устройство, посредством которого поперечные проволоки разматываются с бобины и подаются к проходящему поперек группы продольных проволок над и под ней передающему устройству, в котором размещаются несколько поперечных проволок и подводятся оттуда друг за другом по очереди к продольным проволокам, прикладываются к ним в соответствии с шагом поперечных проволок и в нужном положении и отдаются там, а также электроды и контрэлектроды, сварочные поверхности которых прижимаются друг к другу при промежуточном расположении образованных между продольными и поперечными проволоками мест скрещивания, причем верхние электроды и нижние контрэлектроды расположены на внутренней раме, установленной на стационарной раме с возможностью периодического возвратно-поступательного перемещения относительно нее в продольном направлении, а верхние электроды установлены на передвижной раме с возможностью движения из верхнего положения вниз в направлении прилегающих к нижним контрэлектродам мест скрещивания, причем они, прилегая к местам скрещивания, достигают нижнего первого положения начинающейся сварки, а затем за счет перемещения рамы в продольном направлении вместе с нижними контрэлектродами при поддерживаемом давлении прижима движутся синхронно с сеткой во второе, лежащее на том же высотном уровне, заднее в направлении потока положение заканчивающейся сварки, после чего за счет возврата внутренней рамы электроды и контрэлектроды снова достигают своего прежнего положения по отношению к продольному направлению, в то время как верхние электроды сначала движутся снова вертикально вверх и наконец вниз в прежнее нижнее первое положение начинающейся сварки следующей или следующих поперечных проволок, причем поперечные проволоки могут прикладываться в нужном положении к группе продольных проволок посредством захватных пальцев.
На практике используются преимущественно машины для сварки сеток, в которых горизонтальная группа продольных проволок движется периодически, чтобы обеспечить их сварку в неподвижных местах скрещивания сетки с подводимыми сбоку поперечными проволоками в паузах движения. При этом недостаток заключается в том, что вся сетка и все требуемое для ее движения устройство для каждой из фаз сварки должны затормаживаться и снова ускоряться, что вызывает много шума и очень большое энергопотребление.
Во избежание этих недостатков уже предлагался способ сварки непрерывного действия (патент АТ-В-357005 заявителя). При этом группа продольных проволок непрерывно движется с постоянной скоростью в продольном направлении, а поперечные проволоки над движущейся группой по очереди друг за другом подводятся к продольным проволокам, прикладываются к ним в соответствии со своим шагом и в нужном положении и свариваются с ними в местах скрещивания сетки посредством электродов и контрэлектродов методом контактной сварки; при этом нижние электроды прижимаются к верхним контрэлектродам при промежуточном расположении мест скрещивания. Электроды и контрэлектроды выполнены в виде роликов, которые установлены с возможностью вращения на расположенных поперек продольного направления осях и при промежуточном расположении мест скрещивания движущихся продольных и поперечных проволок обкатываются друг по другу; они касаются друг друга лишь точечно в соответствующих местах скрещивания. Продолжительность сварочных процессов ограничена коротким промежутком времени точечного касания вращающихся роликов, так что этого промежутка времени достаточно для полной сварки в местах скрещивания только при очень медленном движении сетки. По той же причине сетки из более толстых проволок вообще нельзя изготовить этим способом.
То же относится к известному из патента АТ-В-346668 заявителя способу изготовления сетчатого полотна из пересекающихся групп проволок, проходящих соответственно зигзагообразно к продольному направлению полотна. При этом группы проволок проходят непрерывно через зону сварки с движущимися заодно электродами. Также в этом случае вследствие короткого, имеющегося в распоряжении для сварки промежутка времени возможны лишь небольшие производственные скорости.
В основе изобретения лежит задача устранения названных серьезных недостатков известных машин непрерывного действия для сварки сеток. Изобретение исходит из способа изготовления удлиненных проволочных сеток из горизонтальной группы параллельных продольных проволок, которые сварены с проходящими под прямым углом к ним поперечными проволоками в местах скрещивания продольных и поперечных проволок, как это описано в вышеупомянутом патенте АТ-В-357005. При этом группа продольных проволок непрерывно движется с постоянной скоростью в продольном направлении, а поперечные проволоки подводятся над и, при необходимости, под движущейся группой по очереди друг за другом к продольным проволокам, в соответствии со своим шагом и в нужном положении прикладываются к ним и свариваются с ними в местах скрещивания сетки посредством электродов и контрэлектродов методом контактной сварки, в то время как электроды и контрэлектроды прижаты друг к другу своими сварочными поверхностями при промежуточном расположении мест скрещивания. В таком способе изобретение реализует другие этапы, что верхние электроды движутся из верхнего положения вниз в направлении прилегающих к нижним контрэлектродам, образуемых мест скрещивания, пока они непосредственно после прилегания соответствующей поперечной проволоки или обеих соответствующих поперечных проволок к продольным проволокам не достигнут первого положения начинающейся сварки, а затем вместе с нижними контрэлектродами при поддерживаемом, постоянном или при определенных условиях изменяющемся давлении прижима не переместятся синхронно с сеткой в продольном направлении, причем во время движения вперед сварка проводится с требуемой продолжительностью, после чего электроды и контрэлектроды сообща возвращаются в свое прежнее положение по отношению к продольному направлению, в то время как верхние электроды возвращаются снова в свое верхнее положение и, наконец, движутся вниз снова в положение начинающейся сварки, прилегая к местам скрещивания одной или обеих следующих поперечных проволок.
Предложенная машина для сварки сеток, работающая методом контактной сварки, исходит из известной сварочной машины, описанной в АТ-В-357005. Известная машина содержит стационарную раму, на которой, прилегая к ней, непрерывно в направлении производства посредством подающего устройства движется горизонтальная группа параллельных продольных проволок, и размоточное устройство, посредством которого поперечные проволоки разматываются с бобины и подаются к проходящему поперек группы продольных проволок над и под ней передающему устройству, в котором размещаются несколько поперечных проволок и подводятся оттуда друг за другом по очереди к продольным проволокам, прикладываются к ним в соответствии с шагом поперечных проволок и в нужном положении и отдаются там; кроме того, на машине предусмотрены электроды и контрэлектроды, сварочные поверхности которых прижимаются друг к другу при промежуточном расположении образованных между продольными и поперечными проволоками мест скрещивания. Далее предусмотрено, что верхние электроды и нижние контрэлектроды расположены на внутренней раме, установленной на внешней продольной раме с возможностью периодического возвратно-поступательного перемещения относительно нее в продольном направлении, а верхние электроды установлены с возможностью движения из верхнего положения вниз к прилегающим к нижним контрэлектродам местам скрещивания, причем они, прилегая к местам скрещивания, достигают нижнего первого положения начинающейся сварки, а затем за счет перемещения рамы в продольном направлении вместе с нижними контрэлектродами при поддерживаемом давлении прижима движутся синхронно с сеткой во второе, лежащее на том же высотном уровне положение заканчивающейся сварки, после чего за счет возврата рамы электроды и контрэлектроды снова достигают своего прежнего положения по отношению к продольному направлению, в то время как верхние электроды сначала движутся снова вверх и наконец в прежнее нижнее первое положение начинающейся сварки следующей или следующих поперечных проволок, причем поперечные проволоки прикладываются в нужном положении к группе продольных проволок посредством захватных пальцев.
Исходя из этого уровня техники, согласно изобретению, предусмотрено, что предусмотренные для каждого из мест сварки захватные пальцы движутся к принимающему несколько поступающих от размоточного устройства поперечных проволок передающему устройству для их приема, а затем вместе с размещенной проволокой подводятся к местам скрещивания, пока поперечная проволока в момент времени непосредственно перед верхними электродами не будет прилегать к местам скрещивания, после чего захватные пальцы посредством передвижной рамы проходят сначала один до начала сварки первый участок, а затем вместе с электродами и контрэлектродами – другой участок горизонтального пути, пройденного ими синхронно с продольными проволоками образуемой сетки, после чего синхронное движение электродов и контрэлектродов продолжается вплоть до окончания сварки.
Другие предпочтительные признаки изобретения приведены в зависимых пунктах формулы.
По сравнению с используемыми до сих пор сварочными машинами периодического действия преимуществами изобретения являются существенная меньшая потребность в энергии, возможные высокие производственные скорости, а также существенно меньшее шумовое воздействие благодаря отсутствию многократного затормаживания и ускорения изготовленного сетчатого полотна и необходимых для его движения устройств.
Изобретение более подробно поясняется на примере выполнения предложенной машины для сварки сеток, изображенном на чертежах, на которых представляют:
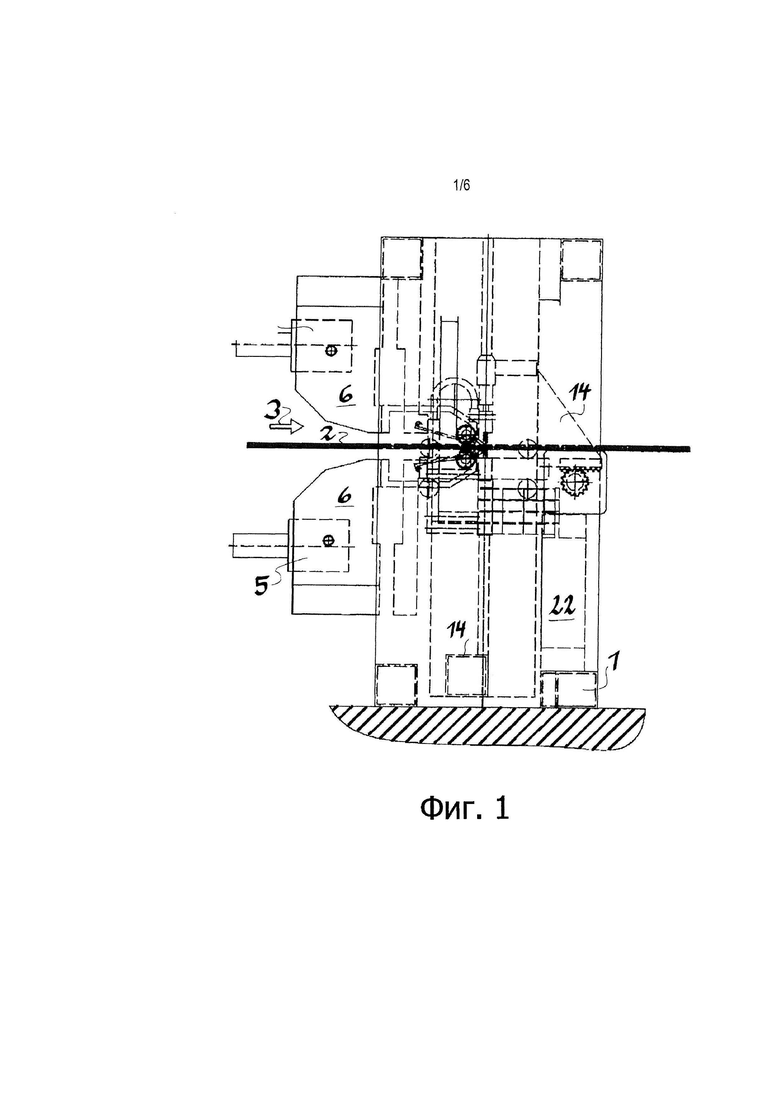
- фиг. 1: общий схематичный вид сбоку машины;
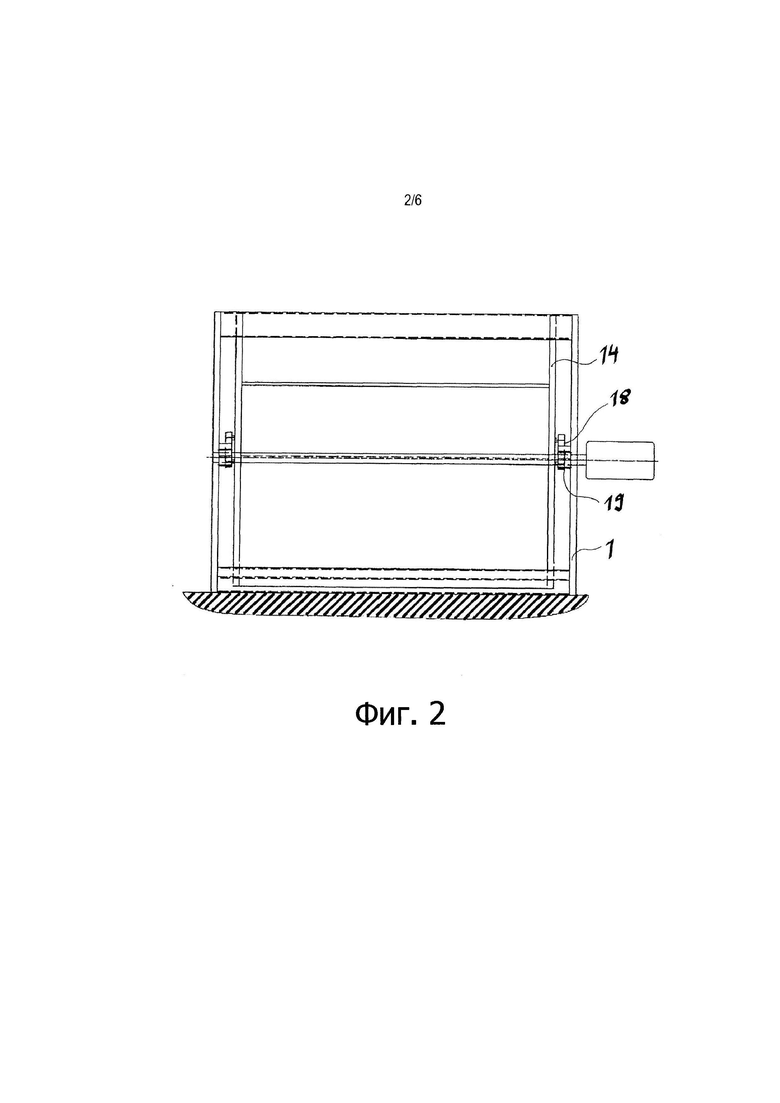
- фиг. 2: вид машины с торца;
- фиг. 3: центральную часть машины из фиг. 1 и 2 на виде сбоку;
- фиг. 4-6: рабочие диаграммы машины при разных производственных скоростях, которые показывают время использования различных компонентов машины и иллюстрируют способ.
Как показано на фиг. 1-3, машина для сварки сеток содержит стационарную внешнюю раму 1 с горизонтальной рабочей плоскостью 2 (на фиг. 1 обозначена жирной линией), в которой группа горизонтальных параллельных продольных проволок (не показаны) посредством подающего устройства (не показано), например в виде роликов или валиков, движется в направлении производства. В противоположность используемым на практике машинам для сварки сеток, в которых горизонтальная группа продольных проволок движется периодически, чтобы обеспечить их сварку с подводимыми сбоку поперечными проволоками в паузах движения, группа продольных проволок движется в направлении производства непрерывно с постоянной скоростью.
Поперечные проволоки 4 могут подводиться к группе продольных проволок либо только сверху или снизу, либо с обеих сторон, благодаря чему могут изготавливаться сетки со слоем поперечных проволок над или под продольными проволоками. Для подачи поперечных проволок 4 соответственно с бобины 5 намотанная проволока разматывается посредством размоточного устройства 6, обрезается на требуемую длину поперечных проволок 4, и они подаются к передающему устройству, которое может принимать несколько поперечных проволок 4. Передающие устройства выполнены в виде расположенных поперек группы продольных проволок барабанов 7, из которых один барабан 7 установлен над группой продольных проволок, а один барабан 7 – под этой группой на стационарной внешней раме 1 вместе с соответствующим приводом вращения. Возможен также один общий привод вращения для верхнего и нижнего барабанов 7, который, при необходимости, может быть отделен от одного из барабанов 7 и приводит во вращение тогда только другой барабан 7. Барабаны 7 имеют на своей поверхности проходящие в их продольном направлении, открытые наружу желобки 8. Каждый барабан 7 имеет, по меньшей мере, три равномерно распределенных по окружности желобка 8, по меньшей мере, два из которых при эксплуатации принимают по одной поперечной проволоке 4. Барабаны 7 установлены с возможностью периодического вращения; в паузах вращения заправочное устройство (не показано) вдвигает поперечную проволоку 4 сбоку в находящийся на верхней или нижней стороне барабана 7 желобок 8, после чего поперечная проволока 4 в своем окончательном положении над или под группой продольных проволок затормаживается на конце желобка 8; такой барабан 7 вместе с необходимым тормозным устройством для заправленных в желобки 8 поперечных проволок 4 описан в опубликованной заявке ЕР-А-1579932 заявителя, так что здесь не требуется подробно останавливаться на этом; чтобы предотвратить выпадение поперечных проволок 4 во время дальнейшего вращения барабана 7, поперечная проволока 4 удерживается щитком 10, сочлененным в точке 9 с неподвижной внешней рамой 1; одновременно с вдвиганием поперечной проволоки 4 в желобок 8 из предварительно занятого предыдущей поперечной проволокой 4 желобка 8 барабана 7 захватывается находящаяся там после шага вращения поперечная проволока 4.
Захват происходит за счет откидывания щитка 10 посредством ряда синхронно движущихся захватных пальцев 11, которые вслед за этим приводят в окончательное положение сварки поперечную проволоку 4 с поддержанием ее горизонтального поперечного положения за счет движения к рабочей плоскости 2 и в направлении 3 производства. Выполнение захватных пальцев 11 поясняется ниже. Ряд захватных пальцев 11 движет захваченную поперечную проволоку 4 следующим образом. Сначала соответствующая поперечная проволока 4 вдоль участка приблизительно эллиптической криволинейной траектории 11’ в направлении 3 производства вперед и внизу или вверху прикладывается к движущейся группе продольных проволок. После этого захватные пальцы 11 движутся вдоль короткого прямого пути вместе с продольными проволоками и свариваемой поперечной проволокой 4. В качестве примера следует привести, что при производственной скорости от 0,35 до 0,5 м/с длина этого короткого пути составляет около 5 мм. Затем захватные пальцы 11 вдоль участка приблизительно эллиптической криволинейной траектории снова возвращаются назад и вверх или вниз в свое исходное захватное положение, чтобы захватить лежащую там в следующем желобке 8 следующую поперечную проволоку 4.
Непосредственно после прикладывания поперечной проволоки 4 к продольным проволокам движущиеся сверху электроды 12 своими сварочными поверхностями приближаются к местам скрещивания проволочной сетки, которые прилегают к сварочным поверхностям нижних контрэлектродов 13. Взаимодействующие между собой сварочные поверхности прижимаются друг к другу при промежуточном расположении мест скрещивания сетки до тех пор, пока сварка не будет выполнена по истечении требуемого времени. Для достаточной, отвечающей требованиям прочной сварки при производственной скорости, например, от 0,35 до 0,5 м/с требуется ход электродов 12 и контрэлектродов 13 максимум около 80 мм.
Электроды 12 и контрэлектроды 13 расположены на внутренней раме 14 (или каретке), которая установлена на неподвижной внешней раме 1 с возможностью периодического горизонтального возвратно-поступательного перемещения относительно нее, причем путь перемещения соответствует названным в качестве примера 80 мм. Внутренняя передвижная рама 14 выполнена в виде каретки, которая движется посредством роликов 16 вдоль направляющей 17 внешней рамы 1. Привод рамы 14 осуществляется посредством приводимой в движение электродвигателем приводной шестерни 18, которая установлена на внешней раме 1 и находится в зацеплении с закрепленной на раме 14 зубчатой рейкой 19.
Для движения электродов 12 вверх и вниз они вертикально направляются на внутренней раме 14 и перемещаются посредством привода перемещения, например в виде гидравлического или пневматического цилиндро-поршневого устройства 20.
Захватные пальцы 11 выполнены по принципу, подробно раскрытому в патенте АТ-В-515914 заявителя, так что здесь подробное описание можно опустить. Захватные пальцы 11, число которых соответствет числу продольных проволок, имеют на своем рабочем конце V-образный вырез для захвата поперечной проволоки 4, а другим концом закреплены на горизонтальном рабочем брусе, расположенном поперек продольных проволок над или под ними. Рабочий брус движется посредством рычажной системы, которая сочленена в неподвижной точке и содержит два эксцентрика, один из которых вызывает горизонтальное движение, а другой – вертикальное движение. Дополнительная рычажная система обеспечивает упругий прижим прижатой захватными пальцами 11 к продольным проволокам поперечной проволоки 4 вдоль короткого пути движения захватных пальцев 11 заодно с местами скрещивания сетки, пока затем сварочные поверхности электродов 12 не попадут на места скрещивания, не прижмут их к контрэлектродам 13 и не будут удерживать места скрещивания. Упругий прижим обеспечивает адаптацию к различным толщинам поперечных проволок 4.
Давление прижима электродов 12 может поддерживаться постоянным в течение всего сварочного цикла или в зависимости от свариваемого материала следовать также заданному профилю. Такой профиль может включать в себя три ступени с разным давлением прижима «предварительный прижим без тока», «сварка» и «дополнительный прижим».
Рычажные системы ведут к замкнутой траектории захватных пальцев 11 вдоль описанной выше криволинейной траектории.
На внешней раме 1 закреплены неподвижные сварочные трансформаторы 22, которые соединены с контрэлектродами 13 и электродами 12 посредством гибких шинопроводов 23 и закрепленной на раме 14 шунтирующей перемычки 24.
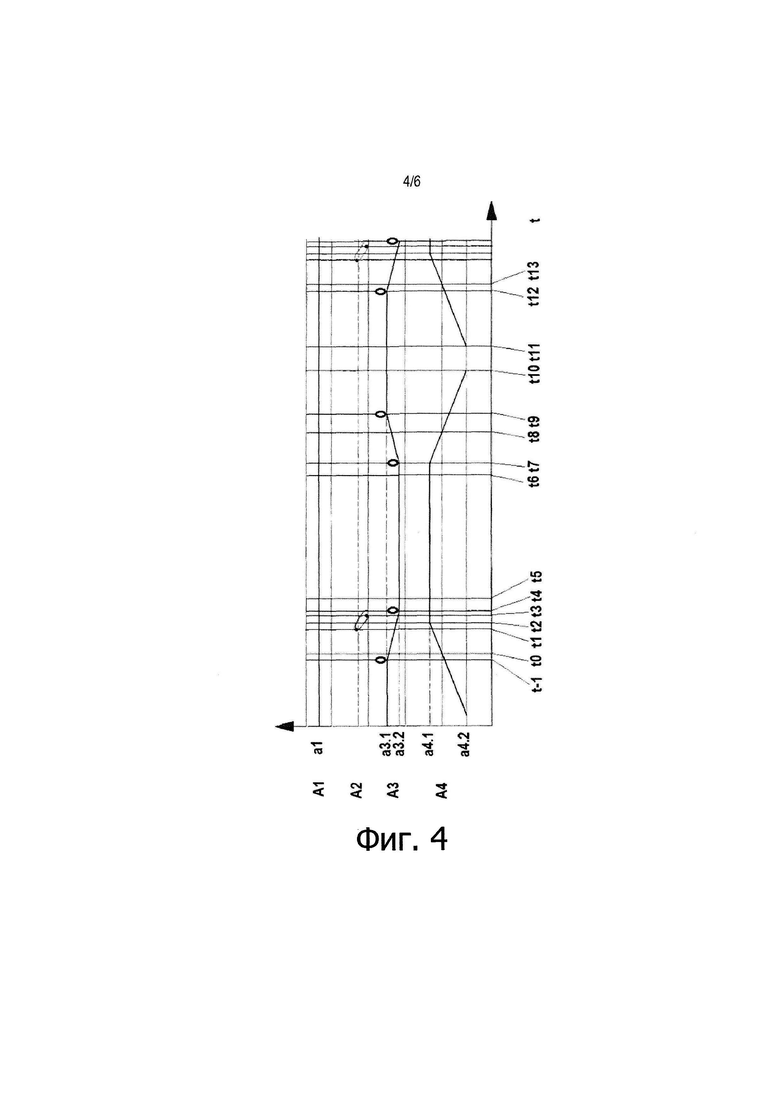
На фиг. 4-6 изображены частичные диаграммы для различных подвижных компонентов А1-А4 сварочной машины над общей осью х, на которой нанесено время, включающее в себя один сварочный цикл. Это иллюстрирует взаимодействие движений различных компонентов А1-А4; А1 относится к подающему устройству для проволочной сетки или ее продольных проволок, А2 – к захватным пальцам 11, А3 – к вертикальному движению верхних сварочных электродов 12, а А4 – к горизонтальному движению их и нижних контрэлектродов 13 за счет возвратно-поступательного перемещения рамы 14.
Изображенные на фиг. 4-6 рабочие диаграммы относятся к изготовлению сетки с шагом поперечных проволок 150 мм. Отличаются производственные скорости (фиг. 4: 0,5 м/с; фиг. 5: 0,45 м/с; фиг. 6: 0,342 м/с), число проводимых в минуту сварочных тактов (фиг. 4: 200; фиг. 5: 190; фиг. 6: 180) и число необходимых на каждый сварочный такт периодов переменного тока (фиг. 4: 5; фиг. 5: 6; фиг. 6: 8).
На частичной диаграмме А1 на оси у нанесена скорость подающего устройства для сетки и ее постоянная величина а1.
На частичной диаграмме А2 на оси у нанесен вертикальный путь захватных пальцев 11 при подаче поперечной проволоки 4 с барабана 7 к группе продольных проволок. Движение захватных пальцев 11 начинается в момент t1, после чего поперечная проволока 4 после прохождения первого участка приблизительно эллиптической криволинейной траектории в момент t3 достигает группы продольных проволок. После этого захватные пальцы 11 кратковременно вплоть до момента t4 движутся синхронно с сеткой, в момент t4 снова приподнимаются от нее и движутся затем дальше по приблизительно эллиптической криволинейной траектории, пока они не вернутся в занятое в момент t1 прежнее положение.
На частичной диаграмме А3 на оси у нанесен вертикальный путь верхних сварочных электродов 12 посредством цилиндро-поршневых устройств 20. Исходя из занятого в момент t-1 раскрытого положения а3.1, происходит ускорение вплоть до момента t2, когда достигается скорость сетки; в момент t4 сварочные электроды в сомкнутом положении а3.2 движутся вниз и прочно удерживают поперечную проволоку 4 на продольных проволоках; в момент t4 начинается также предварительный прижим мест скрещивания незадолго до начинающегося в момент t5 сварочного процесса. Он длится с момента t5 вдоль до последующего момента t6. За ним следует короткий дополнительный прижим сварочных электродов 12 вплоть до момента t7; в промежуток времени t4-t7 сварочные электроды 12 движутся синхронно с сеткой; кроме того, в момент t7 сварочные электроды 12 приподнимаются от мест скрещивания и в момент t9 снова достигают своего исходного положения в момент t-1. Начиная с момента t12, сварочные электроды 12 начинают снова двигаться вниз.
На частичной диаграмме А4 на оси у нанесена скорость горизонтального возвратно-поступательного перемещения рамы 14, несущей верхние сварочные электроды 12 и нижние контрэлектроды 13. Ее максимальная скорость в направлении 3 производства обозначена а4.1, максимальная скорость во встречном направлении – а4.2. Видно, что, начиная с момента t7, скорость рамы 14 снижается до достижения точки возврата в момент t8, а затем во встречном направлении снова возрастает вплоть до момента t10, в который достигнута максимальная скорость обратного движения. В момент t11 начинается замедление обратного движения рамы 14, которая, начиная с момента t13, движется снова в направлении 3 производства.
Изображенный на фиг. 4-6 сварочный цикл длится от t0 до t13.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОЙ СЕТКИ | 2024 |
|
RU2839211C1 |
| Автоматическая линия для производства арматурных сеток | 1987 |
|
SU1496885A1 |
| Машина для изготовления сварных сеток | 1970 |
|
SU446122A3 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ПРОВОЛОЧНЫХ СЕТОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2248264C2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2011 |
|
RU2486040C2 |
| Автоматическая линия для сварки сеток | 1973 |
|
SU457564A1 |
| Автоматическая многоэлектродная машина для сварки плоских сеток | 1991 |
|
SU1797542A3 |
| Автоматическая линия для сварки сеток | 1974 |
|
SU555953A1 |
| Машина для контактной точечной сварки проволочных сеток | 1986 |
|
SU1355406A1 |



Изобретение может быть использовано при изготовлении контактной сваркой удлиненных проволочных сеток. Подающее устройство предназначено для перемещения группы продольных проволок на стационарной внешней раме (1), а размоточное устройство (6) – для разматывания проволоки для поперечных проволок (4) с бобины (5) и для подачи этой проволоки к проходящему поперек группы продольных проволок над или под ней передающему устройству (6). Поперечные проволоки (4) по очереди подводятся к продольным проволокам. Сварочные поверхности электродов (12) и контрэлектродов (13) прижаты друг к другу при промежуточном расположении мест скрещивания поперечных проволок (4) и продольных проволок. Верхние электроды (12) и нижние контрэлектроды (13) расположены на раме (14), которая периодически возвратно-поступательно перемещается в продольном направлении. Верхние электроды (12) установлены на передвижной раме (14) с возможностью движения из верхнего положения вниз в направлении мест скрещивания, прилегающих к нижним контрэлектродам (13), а затем снова вверх. Для каждого из мест сварки предусмотрены захватные пальцы. Преимуществами изобретения является существенно меньшее шумовое воздействие, благодаря отсутствию многократного затормаживания и ускорения сетчатого полотна и необходимых для его движения устройств. 9 з.п. ф-лы, 6 ил.
1. Машина для сварки сеток, непрерывно работающая методом контактной сварки, содержащая стационарную внешнюю продольную раму (1), на которой, прилегая к ней, непрерывно в направлении (3) производства посредством подающего устройства может перемещаться горизонтальная группа параллельных продольных проволок, а также размоточное устройство (6), посредством которого поперечные проволоки (4) могут разматываться с бобины или рулонов (5) и подаваться к проходящему поперек группы продольных проволок передающему устройству, в котором могут размещаться несколько поперечных проволок, подводиться оттуда друг за другом по очереди к продольным проволокам и прикладываться к ним в соответствии с шагом поперечных проволок и в нужном положении и отдаваться там, а также электроды (12) и контрэлектроды (13), сварочные поверхности которых могут прижиматься друг к другу при промежуточном расположении образованных между продольными проволоками и поперечными проволоками (4) мест скрещивания, причем верхние электроды (12) и нижние контрэлектроды (13) расположены на внутренней раме (14), установленной на стационарной раме (1) с возможностью периодического возвратно-поступательного перемещения относительно нее в продольном направлении, а верхние электроды (12) установлены на передвижной раме (14) с возможностью движения из верхнего положения вниз к прилегающим к нижним контрэлектродам (13) местам скрещивания, причем они, прилегая к местам скрещивания, достигают нижнего первого положения начинающейся сварки, а затем за счет перемещения рамы (14) в продольном направлении вместе с нижними контрэлектродами (13) при поддерживаемом давлении прижима движутся синхронно с сеткой во второе, лежащее на том же высотном уровне, положение заканчивающейся сварки, после чего за счет возврата внутренней рамы (14) электроды (12) и контрэлектроды (13) снова достигают своего прежнего положения по отношению к продольному направлению, в то время как верхние электроды (12) сначала движутся снова вертикально вверх и наконец вниз в прежнее нижнее первое положение начинающейся сварки следующей или следующих поперечных проволок (4), причем поперечные проволоки (4) могут прикладываться в нужном положении к группе продольных проволок посредством захватных пальцев (11), отличающаяся тем, что предусмотренные для каждого из мест сварки захватные пальцы (11) могут двигаться к нескольким поступающим от размоточного устройства (6) поперечным проволокам (4), а затем вместе с размещенной поперечной проволокой (4) – подводиться к местам скрещивания, пока поперечная проволока (4) в момент времени непосредственно перед верхними электродами (12) не будет прилегать к местам скрещивания, после чего захватные пальцы (11) посредством передвижной рамы (14) проходят сначала одни до начала сварки первый участок, а затем вместе с электродами (12) и контрэлектродами (13) – другой участок горизонтального пути, пройденного ими синхронно с продольными проволоками образуемой сетки, после чего синхронное движение электродов (12) и контрэлектродов (13) может быть продолжено вплоть до окончания сварки.
2. Машина по п. 1, отличающаяся тем, что принимающее несколько поступающих от размоточного устройства (6) поперечных проволок (4) передающее устройство выполнено в виде проходящего поперек группы продольных проволок над или под ней барабана (7), имеющего на своей поверхности проходящие в продольном направлении желобки (8), в которых после соответствующего вращения барабана (7) могут размещаться несколько поперечных проволок (4) и захватываться оттуда по очереди захватными пальцами (11).
3. Машина по п. 1 или 2, отличающаяся тем, что бобины (5), размоточные устройства (6), барабаны (7), захватные пальцы (11) и необходимые для контактной сварки сварочные трансформаторы (22) установлены на стационарной внешней раме (1).
4. Машина по любому из пп. 1-3, отличающаяся тем, что предусмотренные для токоподвода от стационарных трансформаторов (22) к электродам (12) и контрэлектродам (13) токоподводящие устройства (24) на доходящем до передвижной рамы (14) участке выполнены в виде гибких шинопроводов или питающих кабелей (23).
5. Машина по любому из пп. 1-4, отличающаяся тем, что путь перемещения возвратно-поступательно перемещающейся в продольном направлении рамы (14) равен общему горизонтальному пути перемещения верхних электродов (12) и нижних контрэлектродов (13) во время сварки и составляет примерно от 30 мм максимум до 80 мм.
6. Машина по п. 1, отличающаяся тем, что первый участок горизонтального пути перемещения, сообща пройденного во время сварки электродами (12) и контрэлектродами (13) и захватными пальцами (11) синхронно с местами скрещивания, составляет от 3 до 10 мм.
7. Машина по п. 5 или 6, отличающаяся тем, что при производственной скорости сетки от 0,35 до 0,5 м/с короткий участок перемещения захватных пальцев (11) составляет около 5 мм, а другой участок перемещения электродов (12) и контрэлектродов (13) – около 80 мм.
8. Машина по п. 2, отличающаяся тем, что откидные щитки (10) предотвращают выпадение находящихся в желобках (8) барабанов (7) поперечных проволок (4) перед захватом посредством захватных пальцев (11) из соответствующего желобка (8).
9. Машина по любому из пп. 1-8, отличающаяся тем, что горизонтальное движение передвижной рамы (14) происходит посредством шестерни (18) с электроприводом, которая находится в зацеплении с закрепленной на передвижной раме (14) зубчатой рейкой (19).
10. Машина по любому из пп. 1-9, отличающаяся тем, что для движения электродов (12) вверх и вниз на горизонтально передвижной раме (14) на ней расположены гидравлические или пневматические цилиндро-поршневые устройства (20).
| Датчик для определения влажности агломерационной шихты | 1961 |
|
SU150704A1 |
| Устройство для сварки сетки | 1987 |
|
SU1526941A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ПРОВОЛОЧНЫХ СЕТОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2248264C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| FR 1193844 A, 05.11.1959. | |||

