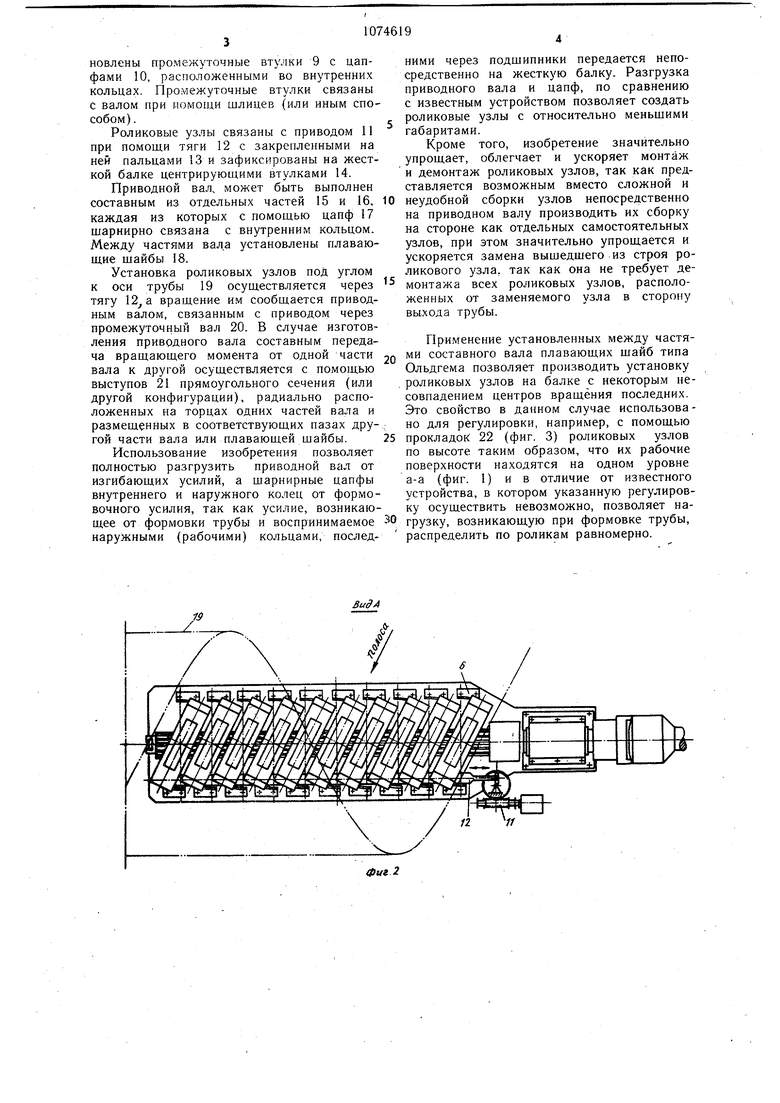
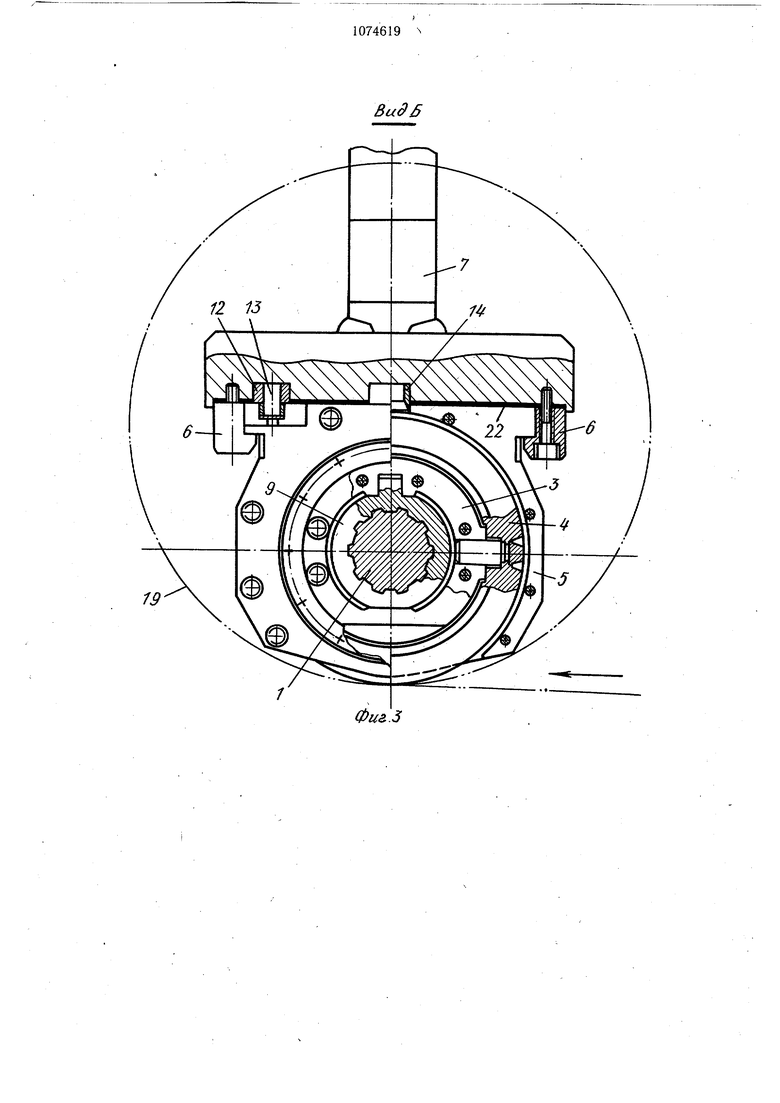
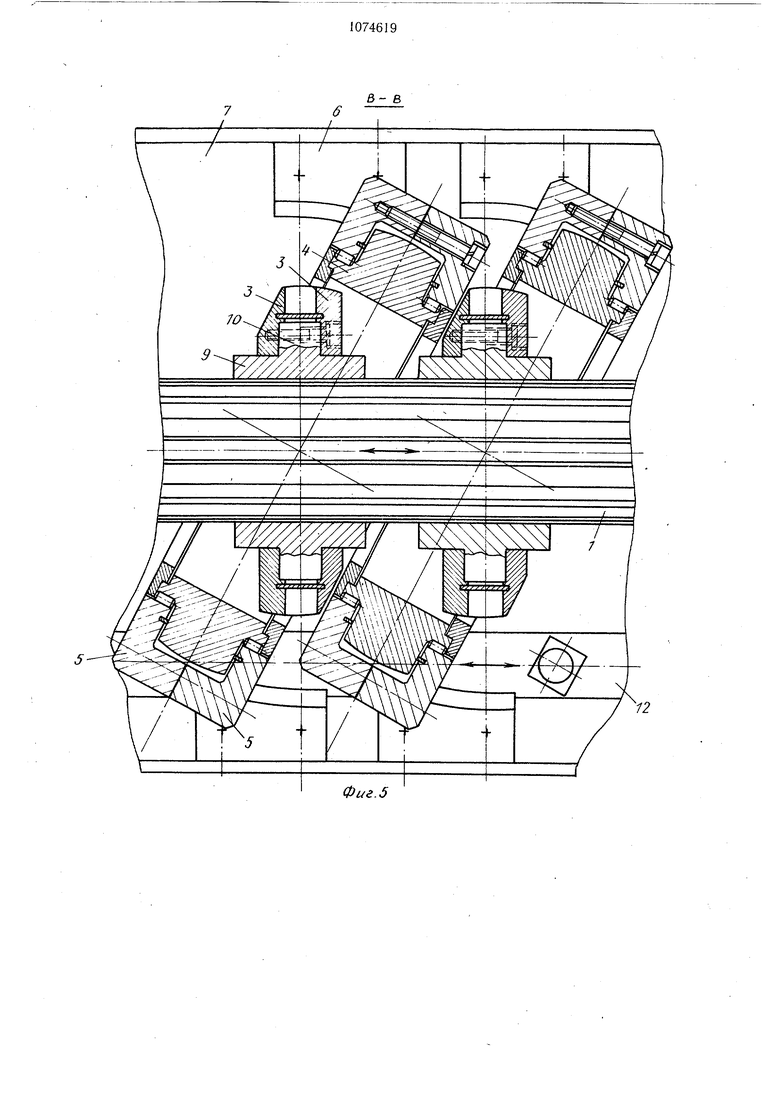
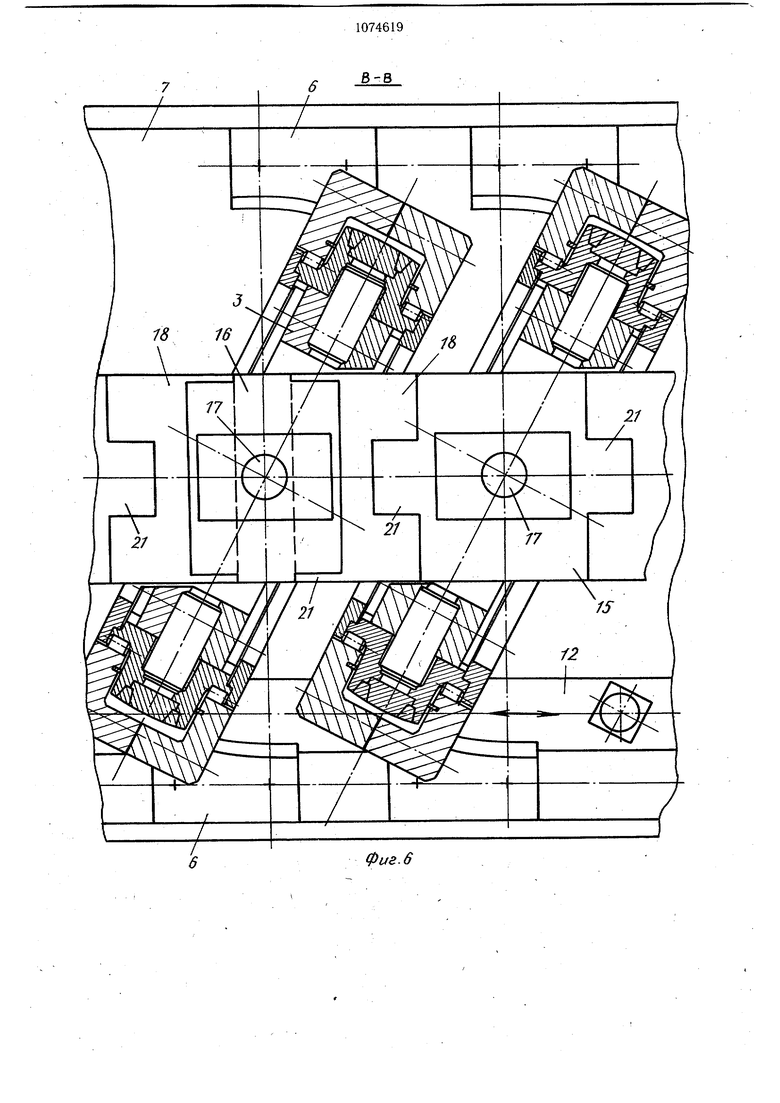
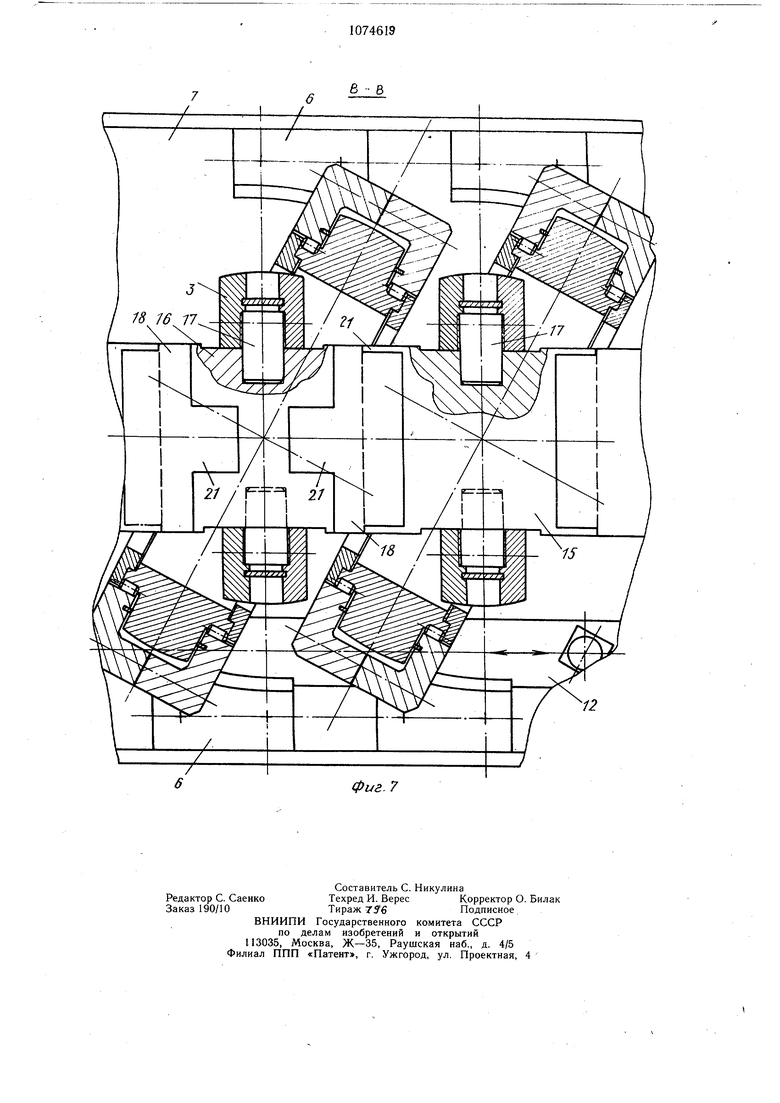
Изобретение относится к производству труб, а именно к изготовлению многослойных спиральношовных труб, и может быть использовано на металлургических заводах, производящих трубы для нефтегазопроводов и общего назначения. Извесно устройство для изготовления спиральнощовных труб, содержащее установленные в станине по схеме трехвалковой гибочной машины формовочные валки, В1 лючающие в себя ролики Недостаток данного устройства заключается в том, что ролики выполнены холостыми, вследствие чего на трубосварочных станах невозможно производство многослойных труб, так как практически невозможно осуществить заталкивание в формовочное устройство подающей машиной одновременно нескольких наложенных друг на друга полос в связи с тем, что их задача в устройство производится под различными относительно оси трубы углами. Наиболее близким к ,изобретению является устройство для изготовления многослойных спиральношовных труб, содержащее установленные в станине формующие валки, один из которых выполнен в виде приводного вала с укрепленными на нем роликовыми узлами в виде щарнирно связанных между собой и приводным валом по схеме карданного соединения внутрённего и наружного колец, что позволяет устройству работать без подающей машины и осуществлять формовку многослойной трубы одновременно из нескольких полос. ориентированных к оси трубы под различными углами 2. Недостатком известного устройства является то, что консольный приводной вал, кроме вращающего момента, полностью воепринимает на себя усилие, возникающее от формовки трубы, поэтому поперечное сечение вала приобретает относительно большие размеры, что в свою очередь отражается на увеличении размеров роликовых узг- г гJ Цапфы щарниров, кроме нагрузки, возникающей от вращающего момента, воепринимают на себя полностью усилие, возникающее от формовки. Общая нагрузка на цапфы с учетом неизбежного неравномерного ее распределения по роликам может достигать еще более значительных размеров, что также отражаете. на увеличении габаритов роликов. Кроме того, устройство характеризуется .отрицательными эксплуатационными свойствами, заключающимися в сложности и неудобстве обслуживания ввиду того, что сборка роликовых узлов должна выполняться только непосредственно на приводном валу. При этом крайне сложной является операция по замене вышедшегр из строя роликового узла, так как указанная замена не может быть произведена без демонтажа всех роликовых узлов, расположенных между заменяемым узлом и выходным концом вала, чем весьма усложняются эксплуатационные свойства устройства. Сложность получения более равномерного распределения нагрузки по роликовым узлам связана с отсутствием возможности установки последних (наружных гибочных колец) на приводном валу рабочими поверхностями в одном уровне. Цель изобретения - облегчение и ускорение монтажа и демонтажа роликовых узлов и уменьшение габаритов последних. Поставленная цель достигается тем, что устройство для изготовления многослойных спиральнощовных труб, содержащее установленные в станине формующие валки. один из которых выполнен в виде приводного вала с укрепленными на нем роликовыми узлами в виде щарнирно связанных между собой и приводным валом по схеме карданного соединения внутреннего и наружного колец, снабжено опорой в виде жесткой балки, расположенной параллельно оси приводного вала, и укрепленных на ней подшипников, в которых размещены наружные кольца роликовых узлов, Устройство также снабжено промежуточными втулками с цапфами, размещенными между внутренними кольцами и приводным валом и щарнирно связанными при помощи цапф с упомянутыми внутренними кольцами. Приводной вал может быть вь1полнен составйым. При этом устройство снабжено плавающими шайбами, установленными между составными частями вала. На фиг. 1 изображено устройство для 7 спиральнощов™ РУ (станина и наружные валки на чертеже не показаны) с роликовыми узлами, условно развернутыми до совмещения осей вращения с плоскостью чертежа, общий вид ; на фиг. 2 - вид А на фиг. 1; « Фиг. 3 - на фиг. 1; на фиг. 4 разрез В-В на фиг. 1; на фиг. 5 - то же. поворота приводного вала на 90°; - 6 - Jo же, вариант выполнения составного приводного вала; на фиг. 7 поворота приводного вала на Устройство для изготовления многослойных спиральношовных труб содержит установленные в станине формуюшие валки, один из которых выполнен в виде приводного вала 1 с укрепленными на нем роликовыми узлами 2, состоящими из внутреннего 3 и наружного 4 колец. Наружные кольца размещены в подшипниках 5, укрепленных при помощи направляющих планок б на жесткой балке 7, расположенной параллельно оси приводного вала. Внутренние и наружные кольца шарнирно связаны между собой цапфами 8. Между внутренними кольцами и приводным валом установлены промежуточные втулки 9 с цапфами 10, расположенными во внутренних кольцах. Промежуточные втулки связаны с валом при помощи шлицев (или иным способом).
Роликовые узлы связаны с приводом 11 при помощи тяги 12 с закрепленными на ней пальцами 13 и зафиксированы на жесткой балке центрирующими втулками 14.
Приводной вал, может быть выполнен составным из отдельных частей 15 и 16, каждая из которых с помощью цапф 17 шарнирно связана с внутренним кольцом. Между частями вала установлены плавающие шайбы 18.
Установка роликовых узлов поД углом к оси трубы 19 осуществляется через тягу 12 а вращение им сообщается приводным валом, связанным с приводом через промежуточный вал 20. В случае изготовления приводного вала составным передача вращающего момента от одной части вала к другой осуществляется с помощью выступов 21 прямоугольного сечения (или другой конфигурации), радиально расположенных на торцах одних частей вала и размещенных в соответствующих пазах другой части вала или плавающей щайбы.
Использование изобретения позволяет полностью разгрузить приводной вал от изгибающих усилий, а шарнирные цапфы внутреннего и наружного колец от формовочного усилия, так как усилие, возникающее от формовки трубы и воспринимаемое наружными (рабочими) кольцами, последними через подшипники передается непосредственно на жесткую балку. Разгрузка приводного вала и цапф, по сравнению с известным устройством позволяет создать роликовые узлы с относительно меньшими габаритами.
Кроме того, изобретение значительно упрощает, облегчает и ускоряет монтаж и демонтаж роликовых узлов, так как представляется возможным вместо сложной и неудобной сборки узлов непосредственно на приводном валу производить их сборку на стороне как отдельных самостоятельных узлов, при этом значительно упрощается и ускоряется замена выщедшего из строя роликового узла, так как она не требует демонтажа всех роликовых узлов, расположенных от заменяемого узла в сторону выхода трубы.
Применение установленных между частями составного вала плавающих шайб типа Ольдгема позволяет производить установку роликовых узлов на балке с некоторым несовпадением центров вращения последних. Это свойство в данном случае использова но для регулировки, например, с помощью прокладок 22 (фиг. 3) роликовых узлов по высоте таким образом, что их рабочие поверхности находятся на одном уровне а-а (фиг. 1) ив отличие от известного устройства, в котором указанную регулировку осуществить невозможно, позволяет нагрузку, возникающую при формовке трубы, распределить по роликам равномерно.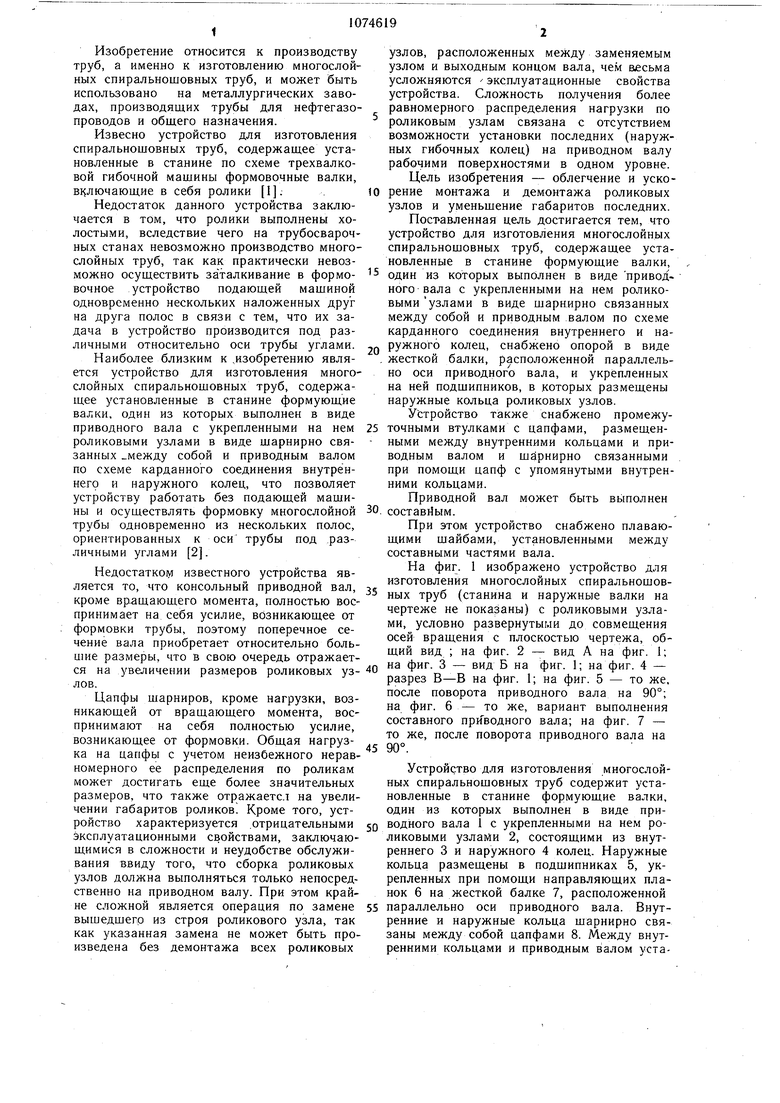
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойных спиральношовных труб и устройство для его осуществления | 1978 |
|
SU902654A3 |
| Устройство для удержания свариваемых кромок при сварке спиральношовных труб | 1980 |
|
SU1321500A1 |
| Устройство для формовки спиральношовных труб | 1976 |
|
SU685380A1 |
| Устройство для формовки спиральношовных труб | 1971 |
|
SU506272A3 |
| Устройство для изготовления спиральношовных труб | 1980 |
|
SU935155A1 |
| Устройство для формовки спиральношовных труб | 1984 |
|
SU1139531A1 |
| Способ формовки спиральношовных труб | 1972 |
|
SU479506A1 |
| Устройство для формовки спиральношовных сварных труб | 1981 |
|
SU1026886A1 |
| Устройство для изготовления спиральношовных труб из металлической полосы | 1984 |
|
SU1281161A3 |
| Способ изготовления двухслойных спиральношовных труб | 1983 |
|
SU1127660A1 |
1. УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ СПИРАЛЬНОШОВНЫХ ТРУБ, содержащее установленные в станине формующие валки, один из которых выполнен в виде приводг ного вала с укрепленными на нем роликовыми узлами в виде шарнирно связанных между собой и приводным валом по схеме карданного соединения внутреннего и наружного колец, отличающееся тем, что, с целью облегчения и ускорения монтажа и демонтажа роликовых узлов и уменьшения габаритов последних, оно снабжено опорой в виде жесткой балки, расположенной параллельно оси приводного вала, и укрепленных на ней подшипников, в которых размещены наружные кольца роликовых узлов. 2.Устройство по п. 1, отличающееся тем, что оно снабжено промежуточными втулками с цапфами, размещенными между внутренними кольцами и приводным валом и шарнирно связанными при помощи цапф с упомянутыми внутренними кольцами. 3.Устройство по п. 1, отличающееся i тем, что приводной вал выполнен составным. (Л 4.Устройство по п. 3, отличающееся тем, что оно снабжено плавающими щайбами, установленными между составными частями вала.
фиг л
Фиг.6 фиг7
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ОЧИСТКИ РЕКОМБИНАНТНОГО ИНТЕРЛЕЙКИНА-8 ЧЕЛОВЕКА | 1996 |
|
RU2175980C2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ переработки медьсодержащих материалов с выделением концентрата драгоценных металлов | 2020 |
|
RU2745389C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
