Изобретение относится к обработке металлов давлением, в частности к специальному гибочному оборудованию, и может быть использовано для двусторонней гибки трубных панелей, а также одновременной гибки нескольких труб в котлостроении, атомном, энергетическом машиностроении, судостроении и т.д.
Цель изобретения - улучшение качества и уменьшение трудоемкости доводочных работ за счет повышения точности геометрической формы панелей.
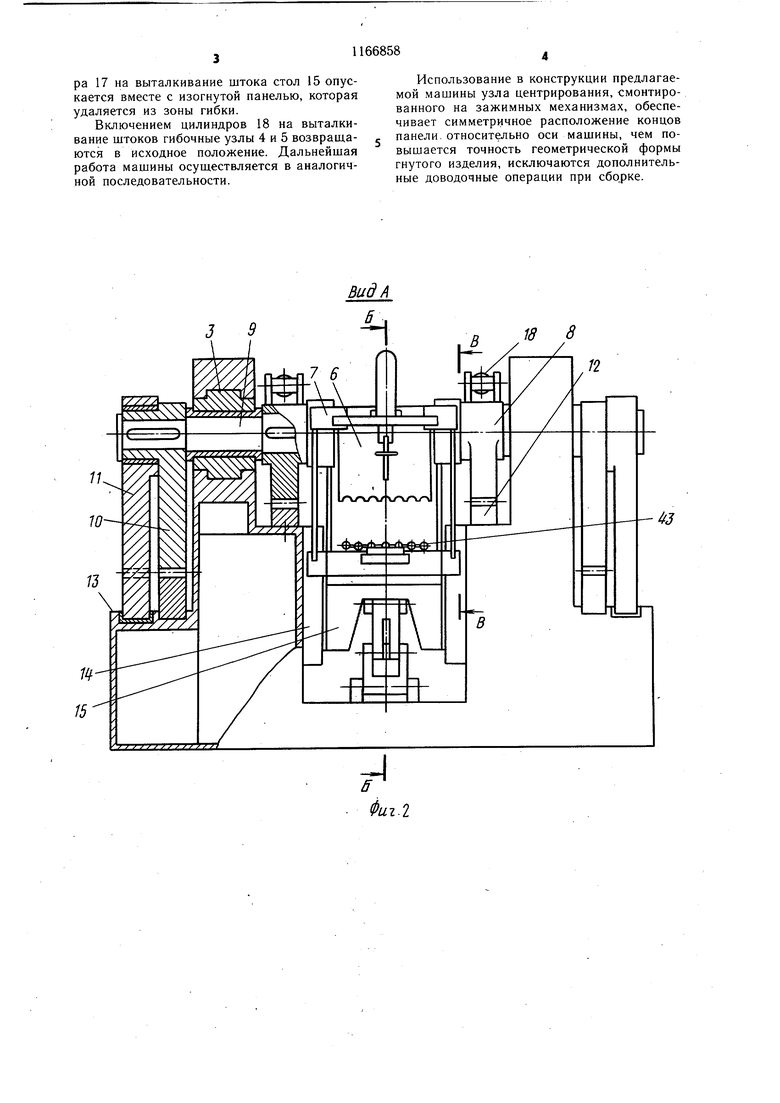
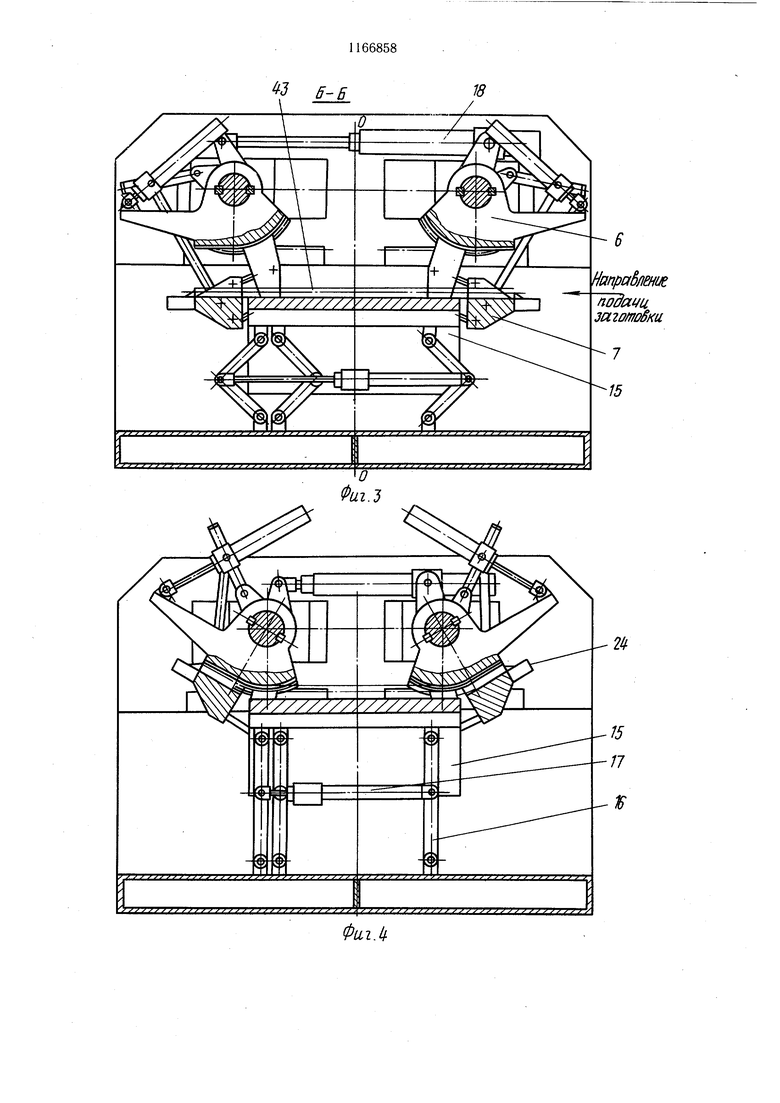
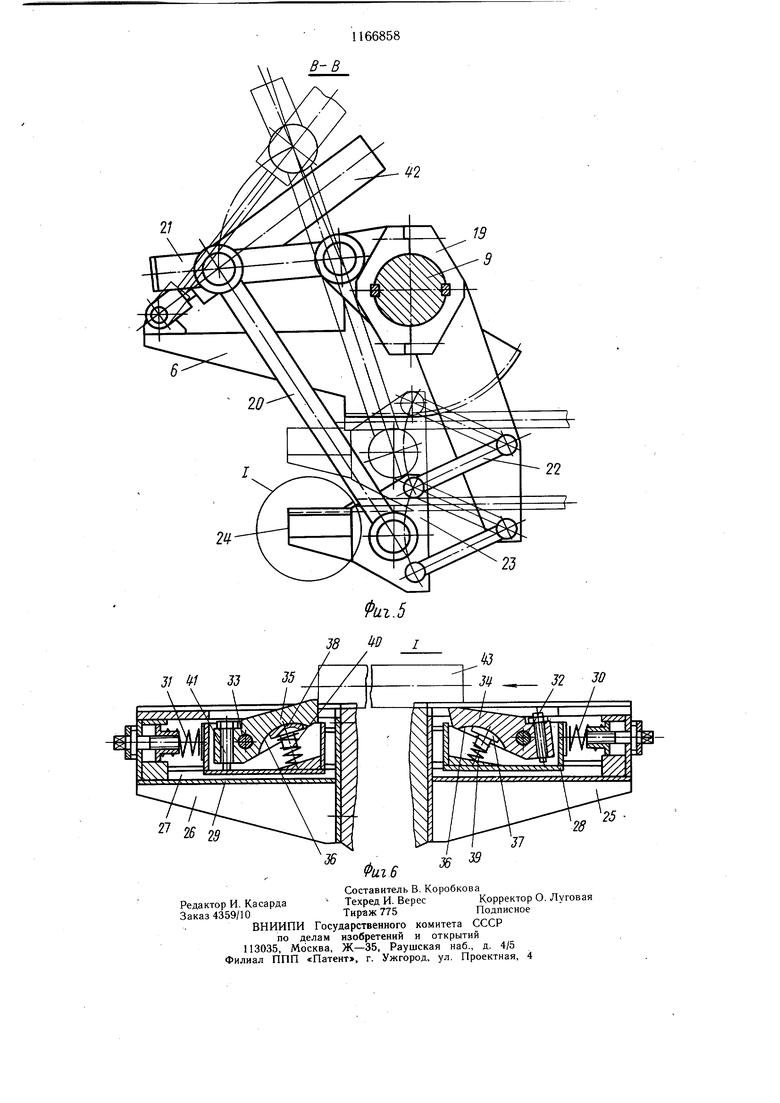
На фиг. 1 изображена машина для гибки трубных панелей, обш.ий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2 (положение механизмов перед началом гиба); на фиг. 4 - то же, положение механизмов в процессе гибки; на фиг. 5 - разрез В-В па фиг. 2; на фиг. 6 - узел I на фиг. 5.
Машина для гибки трубнь1х панелей содержит станину I, в направляюших 2 которой с возможностью горизонтального пере.мсшения установлены ползуны 3 с шарнирнсг закрепленными в них гибочными узлами 4 и 5. Каждый гибочный узел 4 и 5 выполнен в виде блока 6 гибочных шаблонов, механизма 7 зажима и силовых зубчатых секторов 8, установленных в центральной части оси 9, на концах которой симметрично и жестко закреплены синхронизируюшие зубчатые секторы 10 и шарнирно-зубчатые рейки 11. Дополнительные зубчатые рейки 12, неподвижно установленные на станине, предназначены для взаимодействия с силовыми зубчатыми секторами 8, а зубчатые рейки 11 опираются на направл яюшие 13 станины.
В средней части станины в направляюших 14 смонтирован подъемный стол 15 с шарнирно-рычажной системой 16 и приводным цилиндром 17.
Привод гибочных узлов 4 и 5 осуш,ествля-ется силовыми цилиндрами 18, шарнирно смонтированными на силовых зубчатых секторах 8.
Механизм 7 зажима представляет собой две обоймы 19, жестко закрепленные на оси 9 по обеим сторонам блока 6 гибочных шаблонов, шарнирно связанные силовыми рычагами 20 и 21 и вспомогательными рычагами 22 с зажимным башмаком 23. На зажимных башмаках 23 механизмов зажима жестко установлен узел 24 центрирования, выполненный в виде двух корпусов 25 и 26, в направляюших 27 которых с возможностью продольного перемешения смонтированы ползушки 28 и 29, подпружиненные к корпусам пружинами 30 и 31 соответственно.
На осях 32 и 33, расположенных на ползушках перпендикулярно направлению перемешения последних, закреплены поворотные регулируемые упоры 34 и 35, выполненные с пазами 36, имеюшими сферическую поверхность для взаимодействия с сухарями 37 и 38, подпружиненными относительно ползушек пружинами 39 и 40 соответственно. Регулировку упоров осушествляют винтами 41. Привод механизмов зажима осуществляется цилиндрами 42, шарнирно соединенны ми с блоками 6 гибочных шаблонов и силовыми рычагами 20 и 21.
Машина для гибки трубных панелей работает следующим образом.
Прямая заготовка трубной панели 43 подается на стол 15. В момент подачи стол и зажимные башмаки 23 находятся в крайнем нижнем положении. Заготовка, воздействуя своей массой на упор 34, утапливает его и при дальнейшей подаче упирается передним торцом (левым) в упор 35, который совместно с ползушкой 29 смещается на некоторую величину влево, преодолевая усилие пружины 31. При этом задний торец (правый) заготовки, проскальзывая по верхней части упора 34, прекращает воздействовать на него своей массой и упор 34 под действием пружины 39 возвращается в исходное положение.
При снятии усилия подачи, под действием пружины 31 упор 35, перемещаясь совместно с ползушкой 29 вправо, смещает заготовку до упора 34. Окончательное центрирование заготовки относительно оси О-О машины осуществляется пружинами 30 и 31.
При включении цилиндров 42 зажимных механизмов 7 силовые рычаги 20 и 21 осушествляют перемещение зажимных башмаков 23 вверх совместно с заготовкой панели. При этом их плоскопараллельное перемещение обеспечивается вспомогательными рычагами 22. При контакте заготовки с блоками 6 гибочных шаблонов происходит жесткая фиксация ее концов перед началом гибки.
Включением цилиндра 17 на втягивание штока стол 15 поднимается до соприкосновения с заготовкой и удерживается в таком положении в течении операции гибки, предотвращая искажение центральной части заготовки от действия изгибающего реактивного момента. Включением цилиндров 18 на втягивание штоков силовые зубчатые секторы 8 поворачиваются, обкатываясь по зубчатым рейкам 12, заставляя оси 9 гибочных узлов 4 и 5 поворачиваться в противоположных направлениях. При этом ползуны 3 приближаются друг к другу относительно оси О-О. Одновременно с этим зубчатые секторы 10, обкатываясь по рейкам 11, обеспечивают синхронный поворот гибочных узлов и, следовательно, гибку обоих концов панели на одинаковый заданный угол.
По окончании гибки, включением цилиндров 42 на втягивание щтоков зажимные башмаки 23 отводятся вниз, в исходное положение. После этого, включением цилиндpa 17 на выталкивание штока стол 15 опускается вместе с изогнутой панелью, которая удаляется из зоны гибки.
Включением цилиндров 18 на выталкивание штоков гибочные узлы 4 и 5 возвраш,аются в исходное положение. Дальнейшая работа машины осушествляется в аналогичной последовательности.
Использование в конструкции предлагаемой машины узла центрирования, смонтированного на зажимных механизмах, обеспечивает симметричное расположение концов панели, относительно оси машины, чем повышается точность геометрической формы гнутого изделия, исключаются дополнительные доводочные операции при .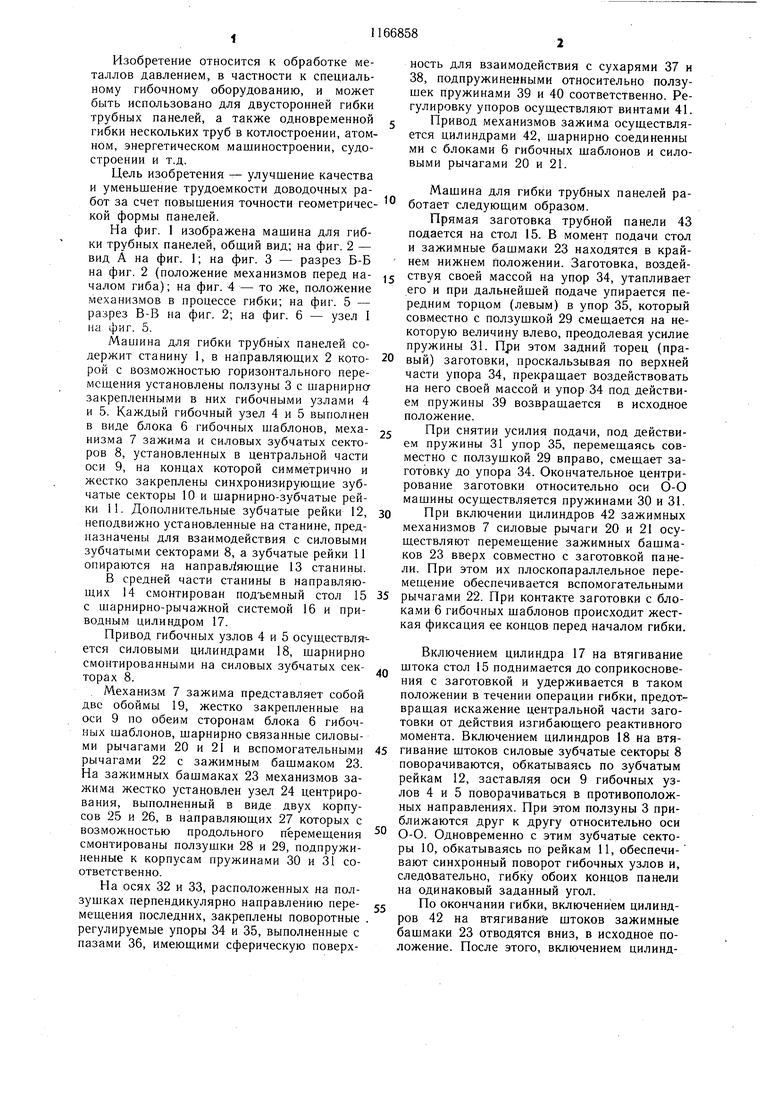
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для гибки трубных панелей | 1979 |
|
SU835563A1 |
| Станок-автомат для двусторонней гибки труб | 1985 |
|
SU1271611A1 |
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |
| Устройство для изготовления змеевиков | 1982 |
|
SU1160041A1 |
| Станок для двусторонней гибки труб | 1987 |
|
SU1523215A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Машина для гибки трубных панелей | 1976 |
|
SU654328A1 |
| Трубогибочное устройство | 1988 |
|
SU1667986A2 |
| Станок для подгибки труб в панелях | 1973 |
|
SU496941A1 |
| Устройство для гибки трубных панелей | 1973 |
|
SU483171A1 |
МАШИНА ДЛЯ ГИБКИ ТРУБНЫХ ПАНЕЛЕЙ, содержащая станину, установленные на ней два гибочных узла с блоками гибочных шаблонов и механизмами привода, механизм зажима заготовок панелей с прижимными башмаками и подъемный стол, отличающаяся тем, что, с целью улучшения качества панелей за счет повышения точности их геометрической формы, машина снабжена узлом центрирования, выполненным в виде двух идентичных корпусов, в направляющих каждого-из которых с возможностью продольного перемещения установлена подпружиненная ползущка с закрепленным на ней посредством расположенной перпендикулярно направлению ее перемещения оси поворотным упором со сферическим пазом для взаимодействия с подпружиненным относительно ползушки сухарем, при этом корпуса смонтированы на прижимных башмаках механизма зажима. (Л о 05 СХ) СП 00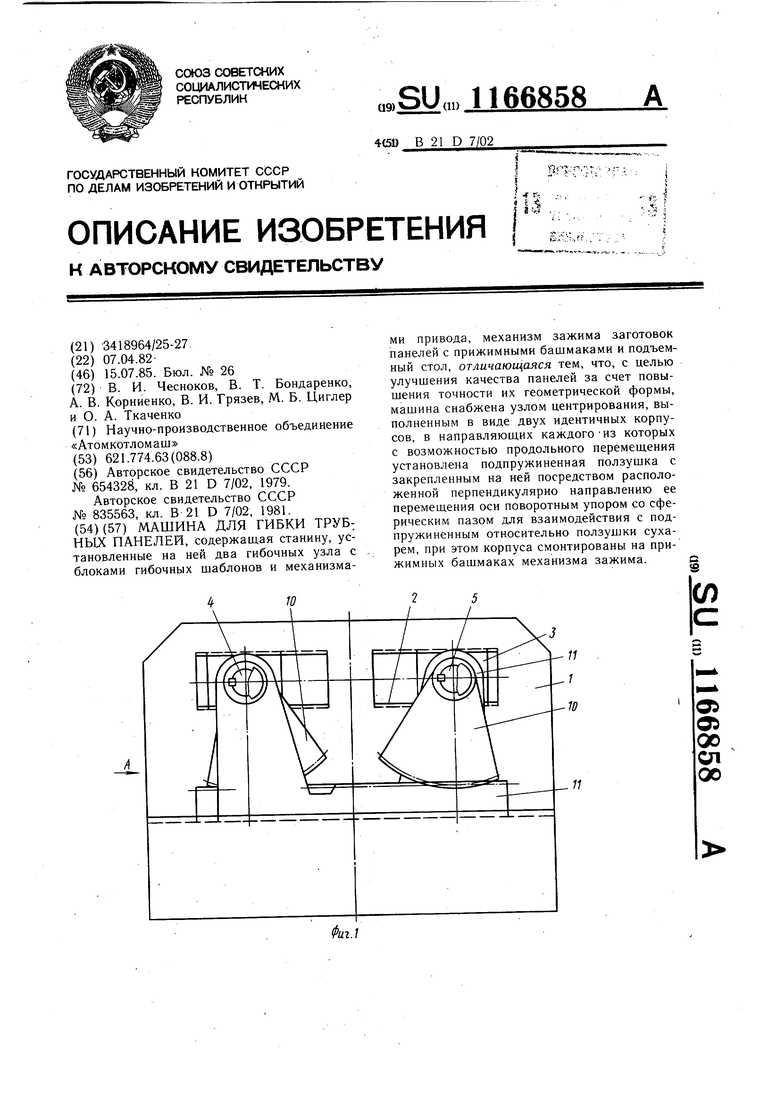
«J 5-6
Фаг Л Hanpa fieHut подали заготовки
| Машина для гибки трубных панелей | 1976 |
|
SU654328A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Машина для гибки трубных панелей | 1979 |
|
SU835563A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
