5К /
Тигель
N
/ 2 /
(X) 05
ел 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного литья полых заготовок | 1989 |
|
SU1703244A1 |
| Устройство для горизонтального непрерывного литья полых заготовок | 1984 |
|
SU1187907A1 |
| Способ горизонтального непрерывного литья заготовок и машина для его осуществления | 1982 |
|
SU1138232A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ВЕРТИКАЛЬНОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2211745C1 |
| Горизонтальный кристаллизатор дляНЕпРЕРыВНОй РАзлиВКи | 1977 |
|
SU806237A1 |
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, КРИСТАЛЛИЗАТОР И УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ СЛИТКА | 2005 |
|
RU2304484C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ И СПЛАВОВ | 1992 |
|
RU2048966C1 |
| Устройство для горизонтального непрерывного литья заготовок круглого поперечного сечения из металлов и сплавов | 1991 |
|
SU1787664A1 |
| Кристаллизатор для непрерывного литья металлов | 1978 |
|
SU725789A1 |
| Способ непрерывного литья заготовок и кристаллизатор для его осуществления | 1984 |
|
SU1202696A1 |
1. КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЖТЬЯ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ, содержащий охлаждаемый кожух и графитовую формообразующую втулку, отличающийся тем, что, с целью повьппения выхода годного металла, на формообразующей поверхности втулки в верхней и нижней ее частях вьшолнено по одному пазу, при этом плоскости оснований пазов параллельны.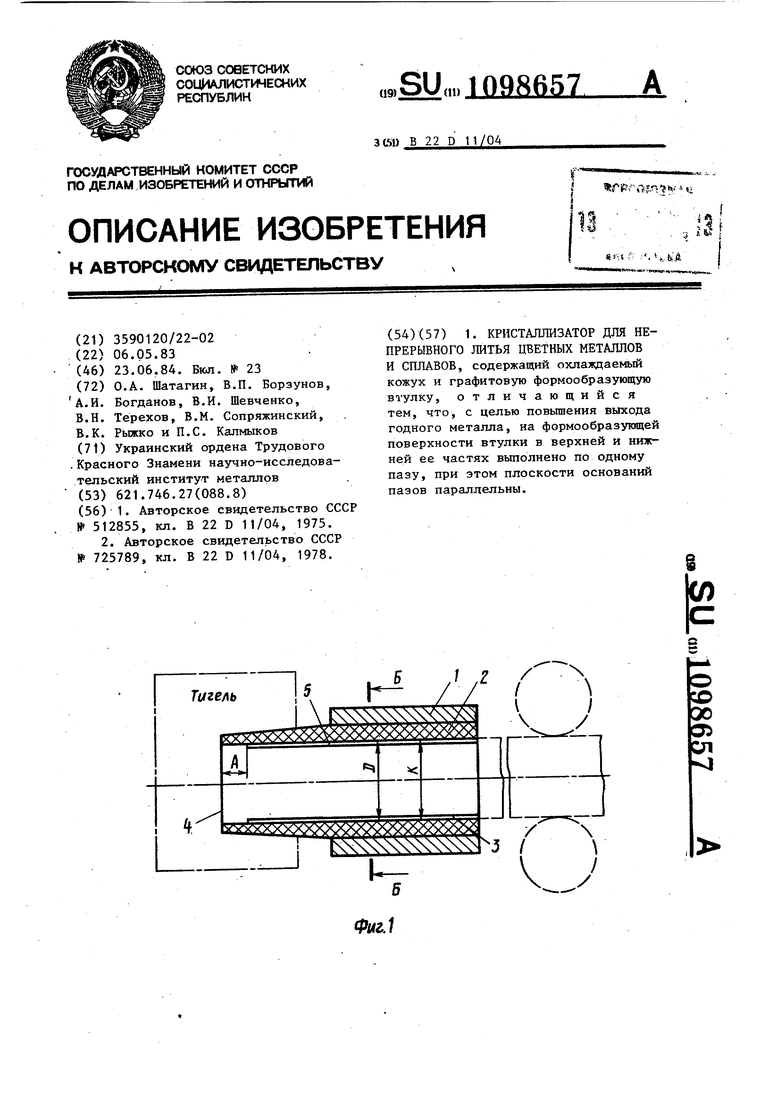
ФигА
Изобретение относится к металлургии, конкретнее к непрерывному литью цветных металлов и сплавов на ,МШТЗ горизонтального типа.
Известно устройство для непрерьтной разливки металлов, включающее металлический кожух с конусной зубчатой поверхностью и установленный в нем графитовый кристаллизатор с конусной наружной поверхностью ОНедостатком такого устройства является то, что в процессе периодического вытягивания заготовки из кристаллизатора с помощью широко применяемой валковой тянущей клети происходит сминание поверхности заготовки в месте касания последней с валками тянущей клети, что приводит к снижению выхода годного металла у потребителя заготовок, так как возникает необходимость планировать большие припуски на наружный размер (диаметр) заготовки.
Наиболее близким по технической сущности и достигаемому результату к изобретению является кристаллизатор для непрерывного литья цветных металлов и сплавов, содержащий прижимное устройство и графитовую формообразующую втулку, помещенную в разъемный охлаждаемый кожух, имеющий на контактной поверхности с графитовой втулкой гребенку 12 3.
К недостатку известного устройства следует отнести то, что при применении описанного кристаллизатора в комплекте с устройством для
ний пазов равно диаметру формообразующей поверхности втулки.
и- их боковыми стенками составляет 45-85°.
вытягивания заготовок валкового типа в месте касания заготовки с из-за высоких удельных давлений происходит продавливание поверхности отлитых заготовок, что ведет к снижению выхода годного металла у потребителя заготовок (требуются более высокие припуски на наружный
диаметр заготовок для получения заданных наружных размеров деталей). Уменьшение силы прижатия валков устройства к заготовке приводит к пробуксовыванию последней и нарушению процесса литья.
Цель изобретения - повьшение выхода годного металла за счет устранения сминания поверхности заготовок в месте касания их с валками тянущего устройства и уменьшения припусков на обработку.
Для достижения указанной цели ,в кристаллизаторе для непрерывного литья цветных металлов и сплавов,
содержащем охлалздаемый кожух и графитовую формообразующую втулку, на формообразующей поверхности втулки в верхней и нижней ее частях выполнено по одному пазу, при этом плоскости оснований пазов параллельны.
Пазы выполнены по всей длине фор мообразующей поверхности втулки.
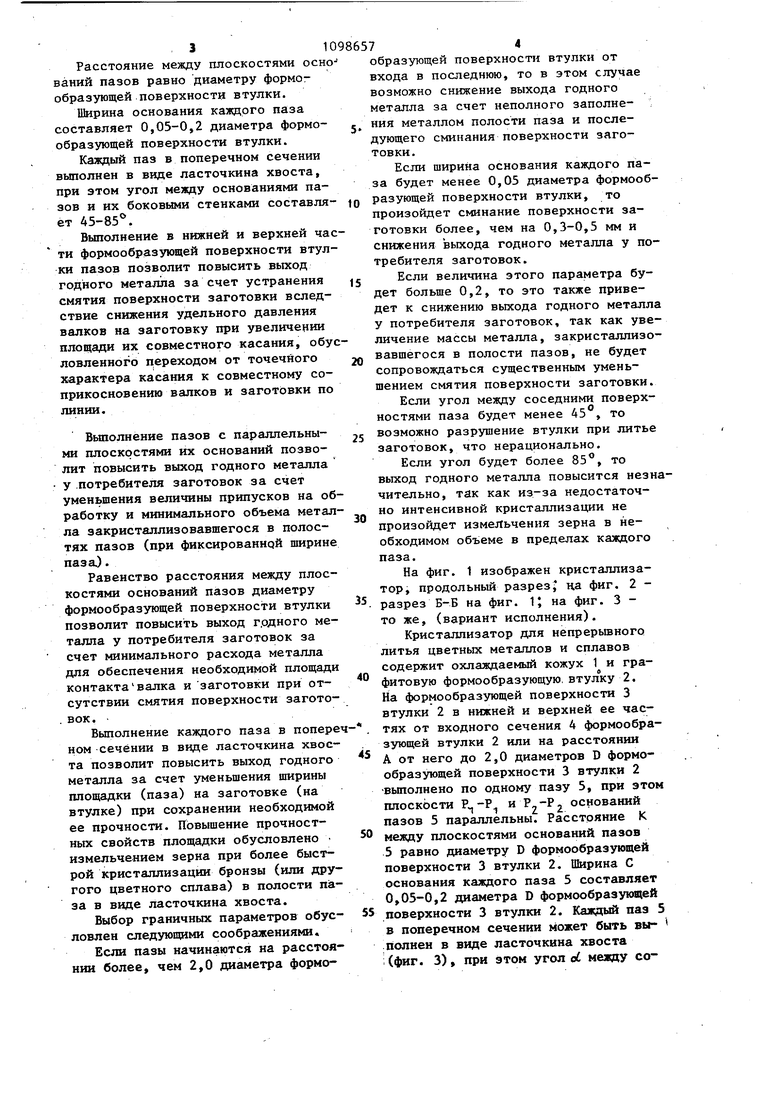
Пазы расположены на расстоянии от начала формообразующей noeepjgiocти до 2,0 диаметров формообразующей поверхности втулки. Расстояние между плоскостями осн ваний пазов равно диаметру формообразующей поверхности втулки. Ширина основания каждого паза составляет 0,05-0,2 диаметра формообразующей поверхности втулки. Каждый паз в поперечном сечении выполнен в виде ласточкина хвоста, при этом угол мезвду основаниями пазов и их боковыми стенками составля ет 45-85. Выполнение в нижней и верхней ча ти формообразующей поверхности втул ки пазов позволит повысить выход годного металла за счет устранения смятия поверхности заготовки вследствие снижения удельного давления валков на заготовку при увеличении площади их совместного касания, обу ловленного переходом от точечного характера касания к совместному соприкосновению валков и заготовки по линии. Вьшолнение пазов с параллельными плоскостями их оснований позволит повысить выход годного металла у .потребителя заготовок за счет уменьшения величины припусков на об работку и минимального объема метал ла закристаллизовавщегося в полостях пазов (при фиксированной ширине паза. Равенство расстояния между плоскостями оснований пазов диаметру формообразующей поверхности втулки позволит повысить выход г.одного металла у потребителя заготовок за счет минимального расхода металла для обеспечения необходимой площади контактавалка и заготовки при отсутствии смятия поверхности заготовок . Выполнение каждого паза в попере ном сечении в виде ласточкина хвоста позволит повысить выход годного металла за счет уменьшения ширины площадки (паза) на заготовке (на втулке) при сохранении необходимой ее прочности. Повышение прочностных свойств площадки обусловлено измельчением зерна при более быстрой кристаллизации бронзы (или другого цветного сплава) в полости niaза в виде ласточкина хвоста. Выбор граничных параметров обусловлен следующими соображениями. Если пазы начинаются на расстоянии более, чем 2,0 диаметра формообразующей поверхности втулки от входа в последнюю, то в этом случае возможно снижение выхода годного металла за счет неполного заполнения металлом полости паза и последующего сминания поверхности заготовки. Если ширина основания каждого паза будет менее 0,05 диаметра формообразующей поверхности втулки, то произойдет сминание поверхности заготовки более, чем на 0,3-0,5 мм и снижения выхода годного металла у потребителя заготовок. Если величина этого параметра будет больше 0,2, то это также приведет к снижению выхода годного металла у потребителя заготовок, так как увеличение массы металла, закристаллизовавшегося в полости пазов, не будет сопровождаться существенным уменьшением смятия поверхности заготовки. Если угол между соседними поверхностями паза будет менее 45 , то возможно разрушение втулки при литье заготовок, что нерационально. Если угол будет более 85, то выход годного металла повысится незначительно, так как из-за недостаточно интенсивной кристаллизации не произойдет измельчения зерна в необходимом объеме в пределах каждого паза. На фиг. 1 изображен кристаллизатор, продольный разрезJ на фиг. 2 разрез Б-Б на фиг. 1J на фиг. 3 то же, (вариант исполнения). Кристаллизатор для непрерьшного литья цветных металлов и сплавов содержит охлаждаемый кожух 1 и графитовую формообразующую, втулку 2. На формообразующей поверхности 3 втулки 2 в нижней и верхней ее частях от входного сечения 4 формообразующей втулки 2 или на расстоянии А от него до 2,0 диаметров D формообразующей поверхности 3 втулки 2 выполнено по одному пазу 5, при этом и Р„-Р, оснований плоскости -Р пазов 5 параллельны. Расстояние К между плоскостями оснований пазов 5 равно диаметру D формообразующей поверхности 3 втулки 2. Ширина С основания каждого паза 5 составляет 0,05-0,2 диаметра D формообразующей поверхности 3 втулки 2. Каждый паз 5 в поперечном сечении может быть вы- полней в виде ласточкина хвоста (фиг. 3), при этом угол о между со
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для непрерывной разливки металлов | 1975 |
|
SU512855A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Кристаллизатор для непрерывного литья металлов | 1978 |
|
SU725789A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
