2. Машина по п.1, о т л и ча ю и а я с я тем, что она снабжена толкателями для поштучной подачи блоков
или кусков каучука на подающие узлы, установленными со стороны подачи.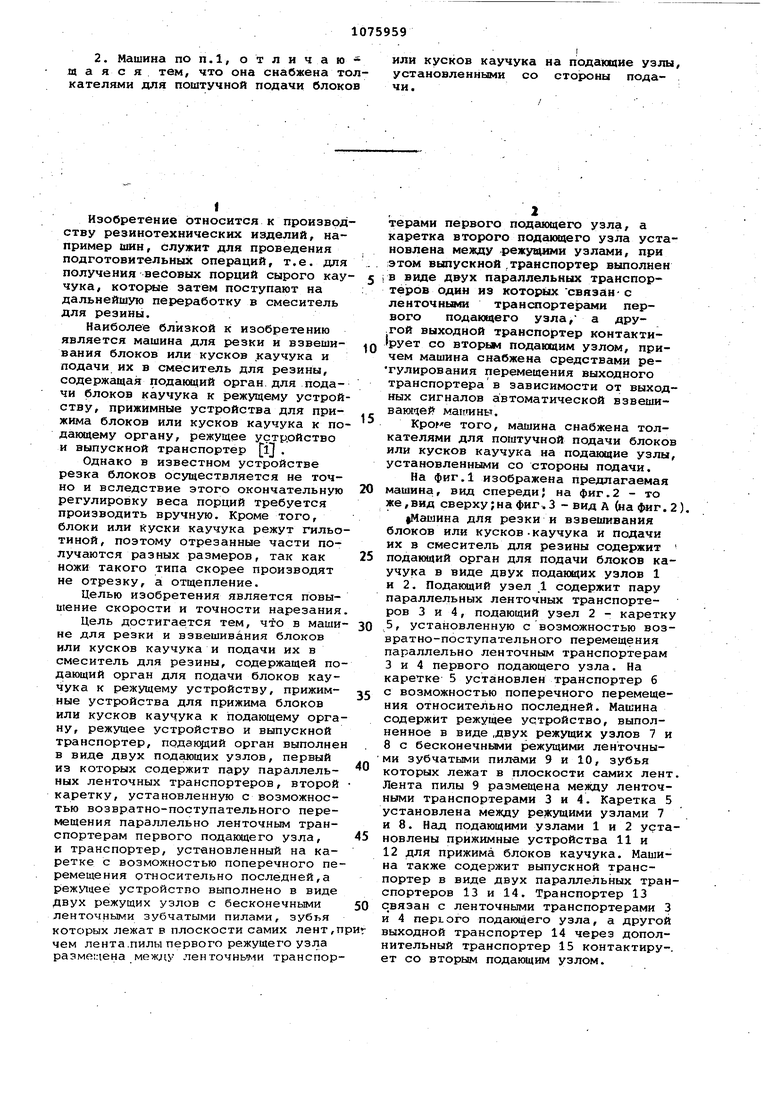
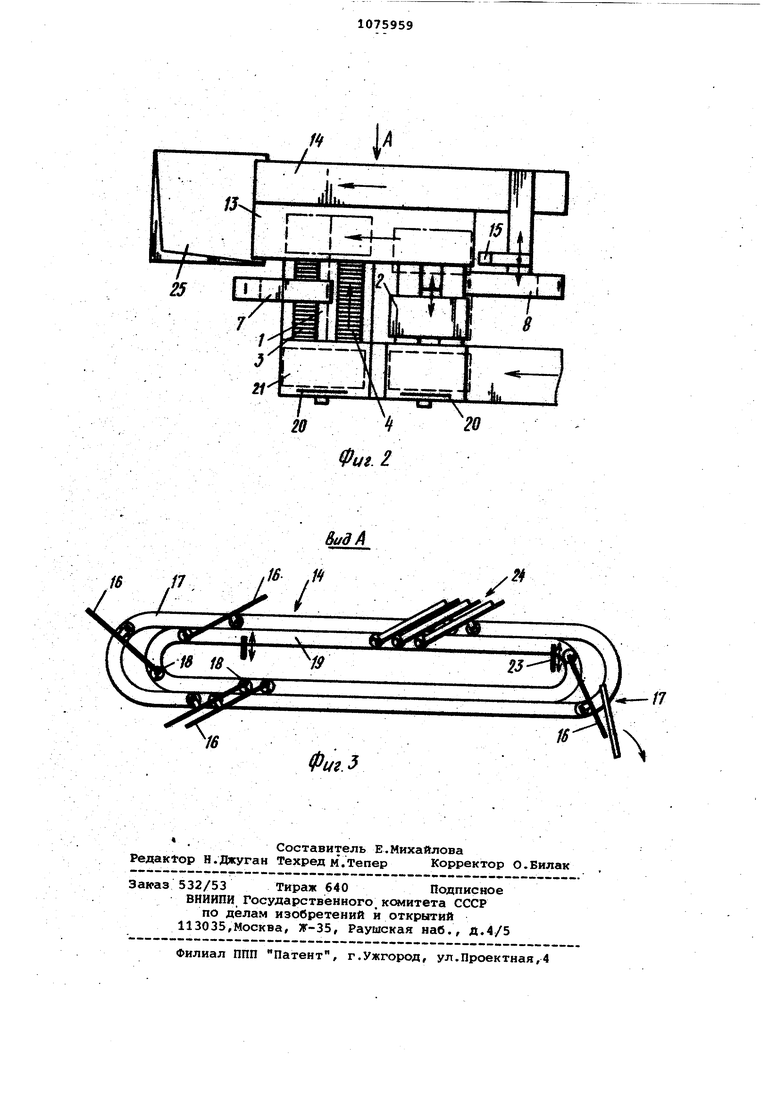
1. йаШИНА ДЛЯ РЕЗКИ И ВЗВЕШВАНИЯ ВЛСЖОВ ИЛИ КУСКОВ КАУЧУКА И ПОДАЧИ ИХ В СМЕСИТЕЛЬ ДЛЯ РЕЗИНЫ, подгисщий орган длн подачи блоков.каучука к режущему устройству прижимные устройства для прижима бло ков или кусков каучука к подающему органу, реж5П«ее устройство и выпускной транспортер, отличающая с я тем, что, с целью повышения ско рости и точности нарезания, подающий орган выполнен в виде двух подакндих узлов, первый из которлх содержит пару параллельных ленточных транспортеров, второй - каретку, установленную с возможностью возвратно-поступательного перемещения параллельно ленточным транспортерам первого подающего узла, и транспортер, установленный на каретке с возможностью поперечного перемещения относительно последней, а режущее устройство выполнено в виде двух режущих узлов с бесконечньми ленточными зубчатыми пилами, зубья которых лежат в плос- кости самих лент, причём лента пилы первого режущего узла разм цен|а между ленточными транспортерами первого подающего узла, а каретка второго подающего узла установлена между режущими узлами, при этом выпускной транспортер выполнен в виде двух Параллельных транспортеров, один яз которых связан с ленточными транспортерами первого подающего узла,а другой выходной транспортер через дополнительный транспортер контактирует с вторым подаквдим узлом, причем лшшина снабжена средствами регулирования перемещения выходного транспортера в зависимости от выходных сигналов автоматической взвешивающей машины.
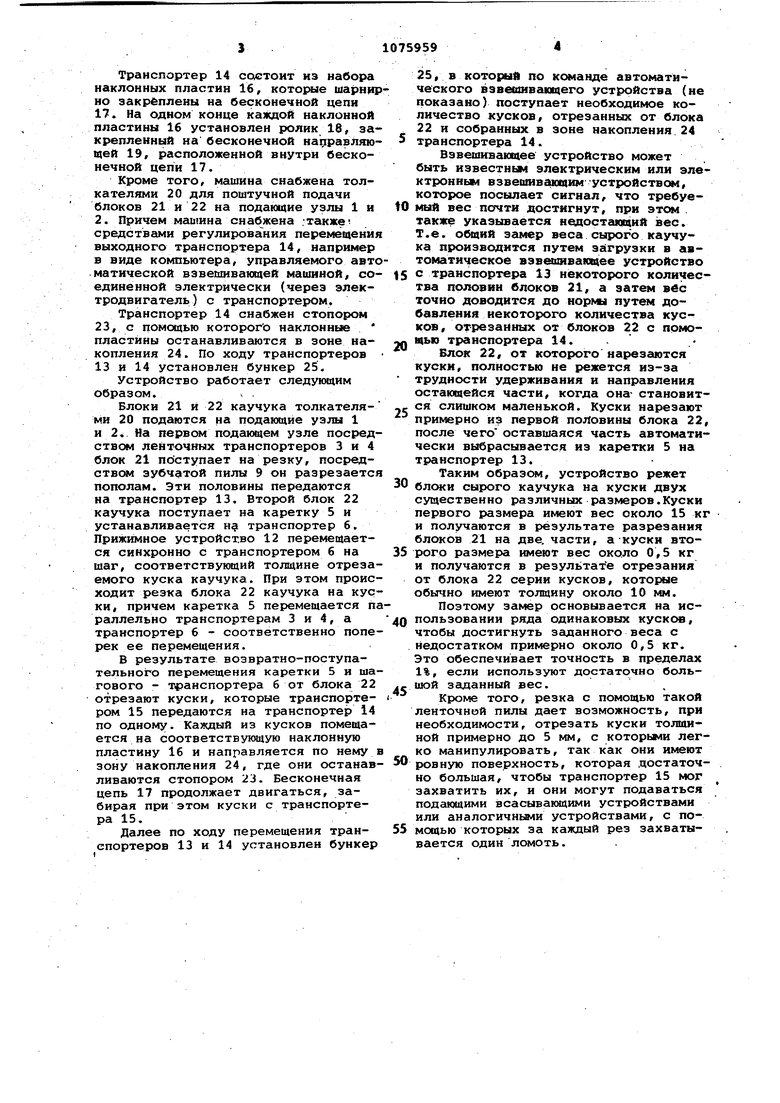
Изобретение относится к производ ству резинотехнических изделий, например шин, служит для проведения подготовительных операций, т.е. для получения вейовых порций сырого кау чука, которые затем поступают на дальнейшую переработку в смеситель для резины. Наиболее близкой к изобретению является машина для резки и взвешивания блоков или кусков каучука и подачи их в смеситель для резины, содержащая подающий орган для подачи блоков каучука к режущему устрой ству, прижимные устройства для прижима блоков или кусков каучука к по дающему органу, режущее устройство и выпускной транспортер Щ . Однако в известном устройстве резка блоков осуществляется не точно и вследствие этого окончательную регулировку веса порций требуется производить вручную. Кроме того, блоки или Куски каучука режут гильо тиной, поэтому отрезанные части получаются разных размеров, так как ножи такого типа скорее производят не отрезку, а отщепление. Целью изобретения является повышение скорости и точности нарезания Цель достигается тем, что в маши не для резки и взв.ешивания блоков или кусков каучука и подачи их в смеситель для резины, содержащей по дающий орган для подачи блоков каучука к режущему устройству, прижимные устройства для прижима блоков или кусков каучука к подающему орга ну, режущее устройство и выпускной транспортер, подающий орган выполне в виде двух подающих узлов, первый из которых содержит паРУ параллельных ленточных транспортеров, второй каретку, установленную с возможностью возвратно-поступательного перемещения параллельно ленточным транспортерам первого подакяцего узла, и транспортер, установленный на каретке с возможностью поперечного пе ремещения относительно последней,а режущее устройство выполнено в виде Двух режущих узлов с бесконечными ленточными зубчатыми пилами, зубья которых лежат в плоскости самих лент, чем лента.пилы первого режущего узла разме :1ена между ленточньми транспор терами первого подающего узла, а каретка второго подаххцего узла установлена между реж1щими узлами, при этом выпускной.транспортер выполнен в виде двух параллельных транспортеров один иэ которых связан- с ленточньвии транопортерами первого подающего узла, а дру.гой выходной транспортер контакти(рует со вторьм подающим узлом, причем машина снабжена средствами ретулирования перемещения выходного транспортера в зависимости от выходных сигналов автоматической взвешивакм,ер магоиньт. Кроме того, машина снабжена толкателями для поштучной подачи блоков или кусков каучука на подающие узлы, установленными со стороны подачи. На фиг.1 изображена предлагаемая машина, вид спереди} на фиг.2 - то же,вид сверху;на фиг. 3 - вид А (на фиг. 2). |Машина для резки и взвешивания блоков или кусков-каучука и поДачи их в смеситель для резины содержит подающий орган для подачи блоков каучука в виде двух подающих узлов 1 и 2. Подакяций узел .1 содержит пару параллельных ленточных транспортеров 3 и 4, подающий узел 2 - каретку 5, установленную с возможностью возвратно-поступательного перемещения параллельно ленточным транспортерам 3 и 4 первого подающего узла. На каретке 5 установлен транспортер 6 с возможностью поперечного перемещения относительно последней. Машина содержит режущее устройство, выполненное в виде ,двух режущих узлов 7 и 8 с бесконечными режущими ленточными зубчатыми пилами 9 и 10, зубья которых лежат в плоскости самих лент. Лента пилы 9 размещена между ленточными транспортерами 3 и 4. Каретка 5 установлена между режущими узлами 7 и 8. Над подающими узлами i it 2 установлены прижимные устройства 11 и 12 для прижима блоков каучука. Машина также содержит выпускной транспортер в виде двух параллельных транспортеров 13 и 14. Транспортер 13 с вязан с ленточными транспортерами 3 и 4 nepLoro подаквдего узла, а другой выходной транспортер 14 через дополнительный транспортер 15 контактиру-. ет со вторым подающим узлом.
Транспортер 14 соетоит из набора наклонных пластин 16, кото1мле шарннрно закреплены на бесконечной цепи 17 На одном конце каждой наклонной пластины 16 установлен ролик 18, закрепленный на бесконечной наг1равляющей 19, расположенной внутри бесконечной цепи 17.
Кроме того, машина снабжена толкателями 20 для поштучной подачи блоков 21 и 22 на подающие узлы 1 и 2. Причем машина снабжена .также средствами регулирования перемещения выходного транспортера 14, например в виде компьютера, управляемого автоматической взвешивающей машиной, соединенной электрически (через электродвигатель) с транспортером.
Транспортер 14 снабжен стопором 23, с помощью которого наклонные пластины останавливаются в зоне накопления 24. По ходу транспортеров 13 и 14 установлен бункер 25.
Устройство работает следукндим образом.
Блоки 21 и 22 каучука толкателями 20 подаются на подающие узлы 1 и 2. На первом подающем узле посредством ленточных транспортеров 3 и 4 блок 21 поступает на резку, посредством зубчатой пилы 9 он разрезается пополам. Эти половины передаются на транспортер 13. Второй блок 22 каучука поступает на каретку 5 и устанавливается транспортер 6. Прижимное устройство 12 перемещается синхронно с транспортером 6 на шаг, соответствующий толщине отрезаемого куска каучука. При этом происходит резка блока 22 каучука на куски, причем каретка 5 перемещается параллельно транспортерам 3 и 4, а транспортер 6 - соответственно поперек ее перемещения.
В результате возвратно-поступательного перемещения каретки 5 и шагового - транспортера б от блока 22 отрезают куски, которые транспортером 15 передаются на транспортер 14 по одному. Каждый из кусков помещается на соответствующую наклонную пластину 16 и направляется по нему в зону накопления 24, где они останавливаются стопором 23. Бесконечная цепь 17 продолжает двигаться, забирая при этом куски с транспортера 15.
Далее по ходу перемещения транспортеров 13 и 14 установлен бункер
25, в который по команде автоматического взвешивающего устройства (не показано) поступает необходимое количество кусков, отрезанных от блока 22 и собранных в зоне накопления 24 транспортера 14.
Взвешивающее устройство может быть известнЕМ злектрическим или электрониьм взвешивающим устройством, которое посылает сигнал, что требуемый вес почти достигнут, при этом . также указывается недостгиоций вес. Т.е. общий замер веса сырого каучука производится путем зг1грузки в автоматическое в3взвивающее устройство с транспортера 13 некоторого количества половин блоков 21, а затем вбс точно доводится до нормл путем добавления некоторого количества кусков, отрезанных от блоков 22 с помощью транспортера 14. .
Блок 22, от которого нарезаются куски, полиостью не режется из-за трудности удерживания и направлеиия остающейся части, когда она- становится слишком маленькой. Куски нарезают примерно из первой половины блока 22 после чего оставшаяся часть автоматически выбрасывается из каретки 5 на транспортер 13.Таким образом, устройство режет блоки сырого каучука на куски двух существенно различных размеров.Куски первого размера имеют вес около 15 к и получаются в результате разрезания блоков 21 на две, части, а куски второго размера имеют вес около 0,5 кг и получаются в результате отрезания от блока 22 серии кусков, которые обычно имеют толщину около 10 мм.
Поэтому замер основывается на использовании ряда одинаковых кусков, чтобы достигнуть зёшанного веса с недостатком примерно около 0,5 кг. Это обеспечивает точность в пределах 1%, если используют достаточно большой зсщанный вес.
Кроме того, резка с помощью такой ленточной пилы дает возможность, при необходимости, отрезать куски толщиной примерно до 5 мм, с которыми легко манипулировать, так как они имеют ровную поверхность, которая достаточ но большая, чтобы транспортер 15 мог захватить их, и они могут подаваться подс1ющими всасывакнцими устройствами или аналогичньми устройствами, с помощью которых за каждый рез захватывается один ломоть.
- . I i6 16 J7J jf- ЖШ -i
ф1/$. 2 Afl I $1.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Механизация и автстатиэация технологических и транспортных операций в производствах шин и резиновых технических чзг делий | |||
| М., Химия, 1972, с.183-193 рис, | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| (прототип ). | |||
