Известны штанговые транспортеры пульсирующего действия, штанги которых снабжены подпружиненными поворотными упорами для перемещаемого груза.
Однако препятствием на пути использования таких транспортеров является неприспособленность существующих цеховых помещений, а также сложность передачи грузов с одного конвейера на другой.
Особенностями описываемого транспортера являются выполнение движущего органа в виде пластинчатой цепи, а рабочей штанги - значительно большей по длине, чем габариты цепного привода, что уменьшает приводную часть транспортера и создает возможность перейти к широкой конвейеризации работ, независимо от существующих планов цехов и отделений на предприятиях.
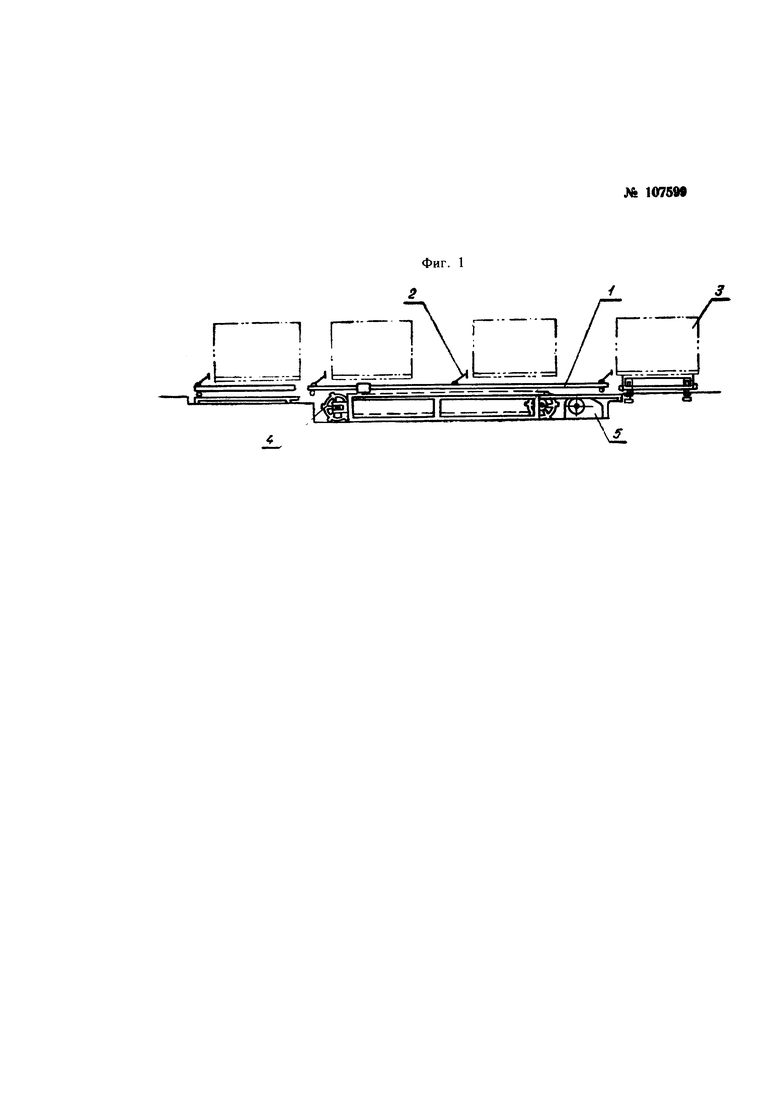
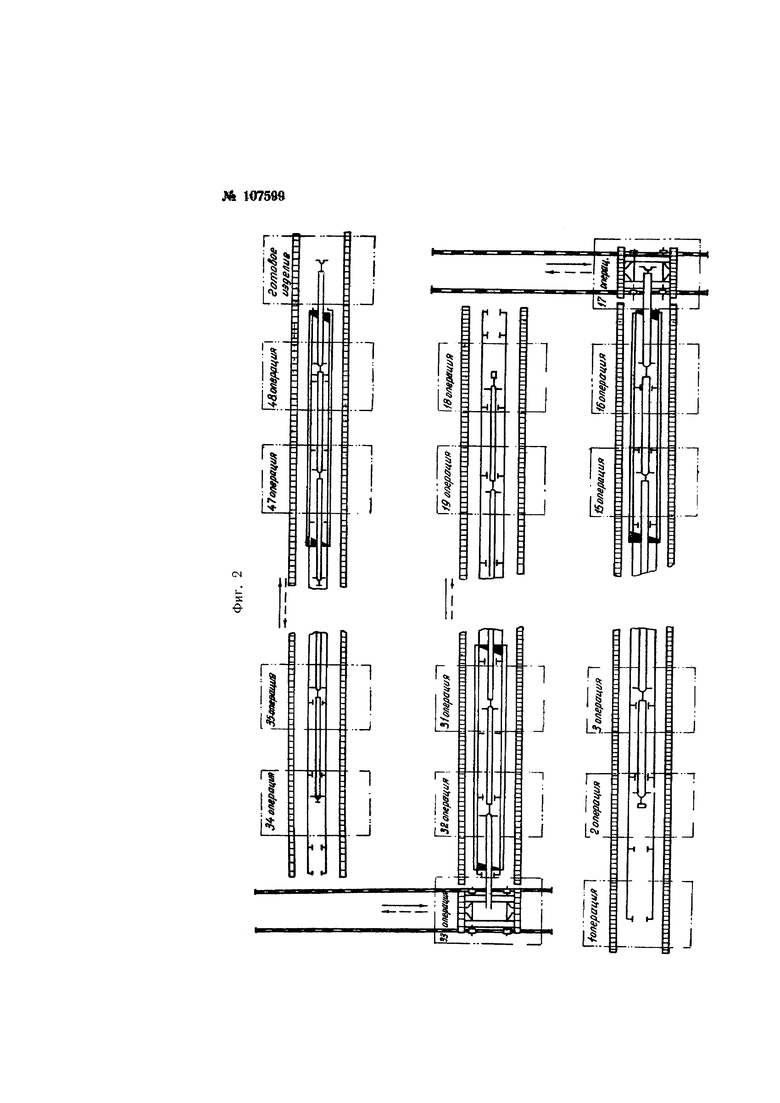
На фиг. 1 изображена схема устройства штангового транспортера; на фиг. 2 - схема конвейера из трех параллельных линий с автоматической передачей изделий.
Описываемый толкающий транспортер имеет независимую рабочую штангу 1, несущую на себе подпружиненные рабочие органы - рычаги или захваты 2, приспособленные для периодического перемещения грузов (деталей) 3 на величину шага подачи или интервала между рабочими местами. В пластинчатом цепном приводе транспортера приводная станция 4 и натяжная станция 5 расположены внутри рамы, под толкающей штангой. Такое расположение станций экономит производственную площадь, сокращает длину тяговой цепи и радикально упрощает и облегчает конструкцию. С другой стороны, отсутствие на концах транспортера как бы замыкающих его приводной и натяжной станций позволяет удобно осуществлять прием или передачу грузов с одного транспортера на другой, с транспортера на рольганг или другой приемный орган.
В тех случаях, когда длина пролетов цеха не позволяет разместить рабочие места по сборке изделия в одну линию и сборку приходится производить на нескольких конвейерах, расположенных параллельно один другому, предусматривается передача изделия на тележку для транспортировки его к следующему параллельному конвейеру. При наличии нескольких конвейеров, расположенных под углом один к другому, также осуществима непосредственная передача изделий с одного конвейера на другой.
Использование на практике толкающего транспортера с независимой штангой, укороченным цепным приводным органом и возвратно-поступательным движением штанги, позволит сократить капитальные затраты на их изготовление и применить конвейеризацию в цехах и мастерских, ранее связанных неудобствами расположения отдельных частей производственных площадей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Распределительный тележечный конвейер | 1990 |
|
SU1770230A1 |
| Устройство для перезарядки цилиндрических вулканизаторов | 1969 |
|
SU438549A1 |
| Автоматизированная линия для изготовления мелкоштучных строительных изделий | 1981 |
|
SU1033338A1 |
| Транспортное средство | 1990 |
|
SU1735163A1 |
| МНОГОПОТОЧНАЯ МЕХАНИЗИРОВАННАЯ ЛИНИЯ | 1970 |
|
SU283452A1 |
| Вертикально-замкнутый тележечный конвейер | 1986 |
|
SU1375531A1 |
| Рабочий орган вертикального цепного конвейера | 1987 |
|
SU1606396A1 |
| Установка для автоматической сварки прямоугольных изделий с закругленными углами | 1986 |
|
SU1454623A1 |
| Поточная линия для сборки и сварки листовых конструкций | 1977 |
|
SU707740A1 |
| Транспортное средство для перевозки штучных грузов | 1988 |
|
SU1533912A1 |
Штанговый транспортер пульсирующего действия, штанга которого снабжена подпружиненными поворотными упорами для перемещаемого груза, отличающийся тем, что, с целью уменьшения габаритов приводной части транспортера и возможности передачи грузов на поперечно расположенный транспортер или другое транспортное устройство, привод штанги выполнен в виде пластинчатой бесконечной цепи, взаимодействующей со свободно опирающейся на направляющие штангой и расположенной под ней.
