Изобретение относится к технологической оснастке для холодной листовой штамповки и может быть использовано в машиностроении при изготовлении втулок.
Цель изобретения - повышение качества изделий путем увеличения их точности, которое достигается осуществлением калибровки в конце хода штампа.
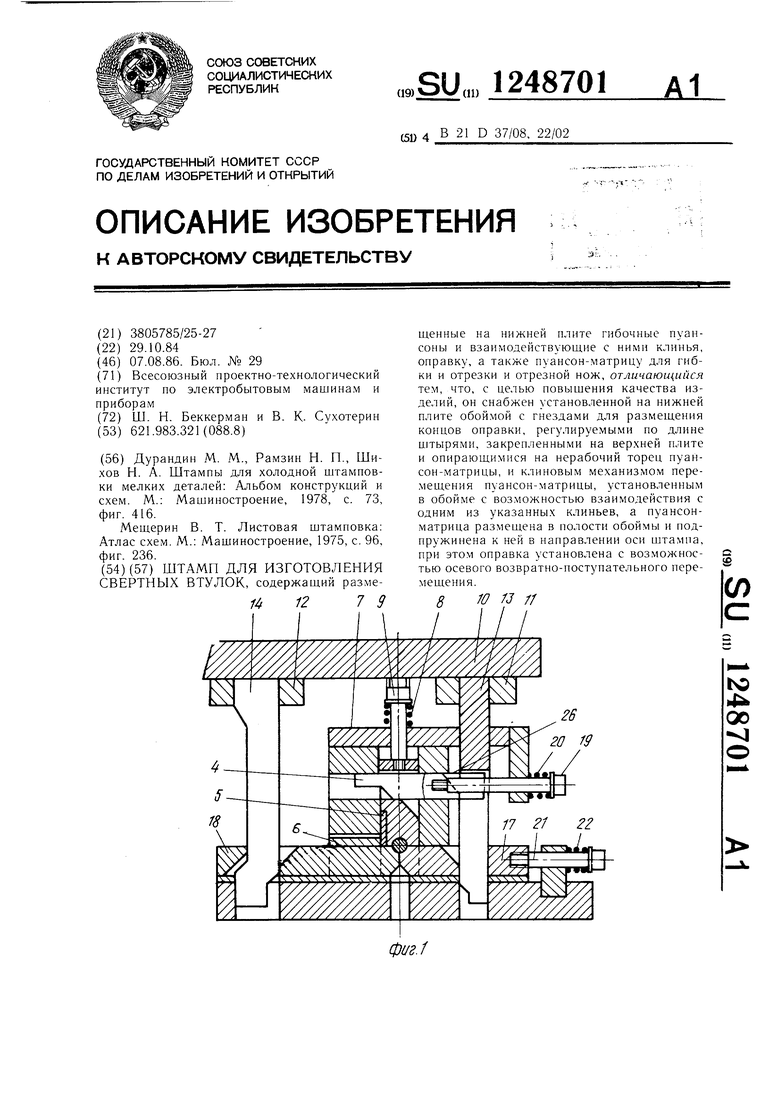
На фиг. 1 изображен предлагаемый штамп, обший вид; на фиг. 2 - нижняя часть штампа, вид в плане; на фиг. 3 - штамп, вид сбоку.
Штамп содержит нижнюю плиту 1, на которой закреплена обойма 2, несущая механизм перемещения пуансон-матрицы 3, включающей клин 4. Пуансон-матрица имеет отрезную вставку 5, взаимодействующую с отрезным ножом 6, и подпружинена к крышке 7 обоймы пружиной 8 возврата, надетой на винт 9.
На верхней плите 10 закреплены держатели И и 12 с клиньями 13 и 14 и штыри 15, длина которых регулируется гайками 16, а свободные концы опираются на нерабочий торец пуансон-матрицы.
На нижней плите 1 размешены две пол- зушки 17 и 18, выполняющие роль гибочных пуансонов. Клин 4 соединен с винтом 19, на котором размещена пружина 20. Ползушка 17 соединена с винтом 21, на котором размешена пружина 22. Ползушка 18 рас оложена между направляющими планками 23. Оправка 24 присоединена к пол- зушке или к пнев.моцилиндру (не показаны) и размешена концами в гнездах 25 обоймы 2.
Штамп работает следующим образом. Нолоса подается до упора в обойму 2. При рабочем ходе ползуна пресса оправка
24 вводится в обойму 2 и останавливается за счет выстоя клина (не показан). Затем клин 13 своим выступо.м 26 приводит в движение клин 4 и перемешает пуансон-матрицу 3 в направлении оправки 24. При этом пружина 8 сжимается. Происходит отрезка
заготовки вставкой 5 и ножом 6 и предварительная гибка изделия. При дальнейшем движении ползуна пресса пуансон-матрица 3 остается неподвижной за счет выстоя под действием клина 13. Клинья 13 и 14 перемещают ползушки 17 и 18 в направлении
оправки 24, где происходит окончательная гибка изделия. В конце хода штыри 15 воздействуют на нерабочий торец пуансон-.мат- рицы 3 и производят калибровку изделия на оправке 24. При ходе ползуна пресса вверх все подвижные детали возвращаются в исходное положение, а изделие падает в тару.
фиг. 2
Составитель В. Григорьева
Редактор С. ПекарьТехред И. ВересКорректор М. Демчик
Заказ 4163/9Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
физ.З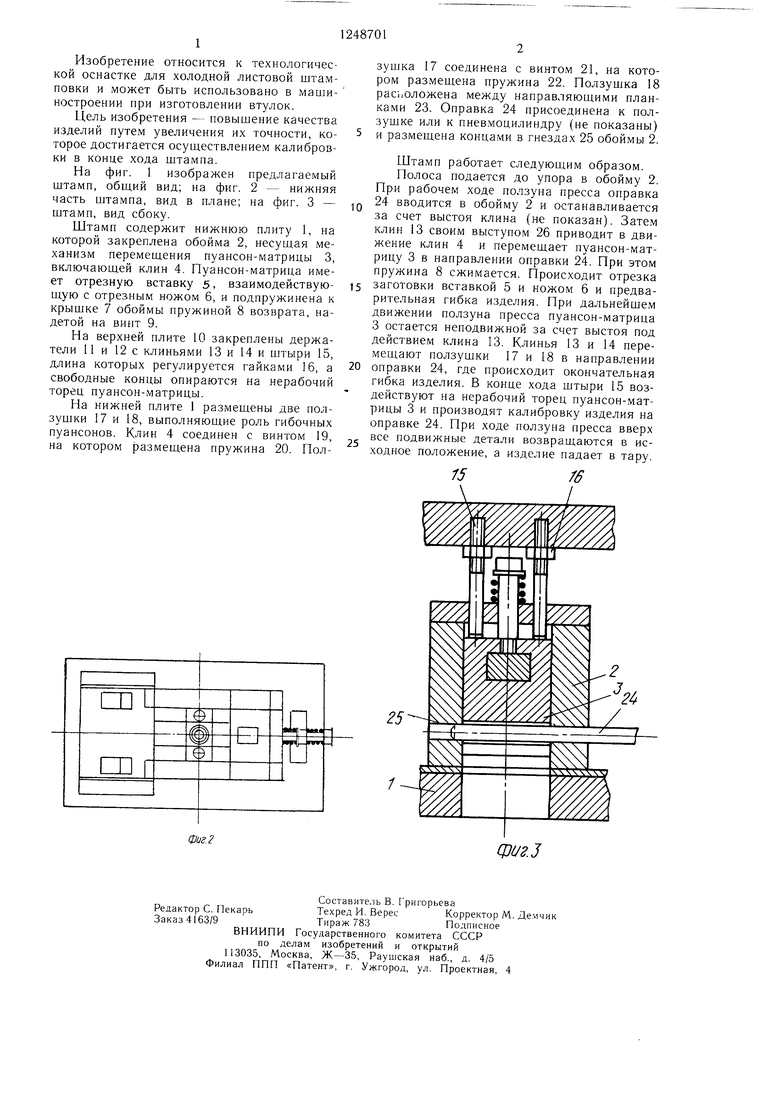
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный штамп последовательного действия для изготовления полых тонкостенных заклепок | 1987 |
|
SU1489897A1 |
| Штамп для изготовления деталей типа втулок из листового материала | 1986 |
|
SU1433602A1 |
| Штамп с устройством для выталкивания изделий | 1990 |
|
SU1734909A1 |
| Штамп для изготовления деталей типа скобы | 1981 |
|
SU1076168A1 |
| Штамп для изготовления коушей | 1990 |
|
SU1738436A1 |
| Устройство для резки труб | 1976 |
|
SU740413A1 |
| Штамп для листовой штамповки | 1984 |
|
SU1247124A1 |
| Штамп для гибки изделий замкнутой формы | 1986 |
|
SU1398953A1 |
| Штамп для резки труб | 1985 |
|
SU1258632A1 |
| Штамп для изготовления втулок | 1983 |
|
SU1146120A1 |
| Дурандин М | |||
| М., Рамзин Н | |||
| П., Ши- хов Н | |||
| А | |||
| Штампы для холодной штамповки мелких деталей: А тьбом конструкций и схем | |||
| М.: /Машиностроение, 1978, с | |||
| Способ подготовки рафинадного сахара к высушиванию | 0 |
|
SU73A1 |
| Приспособление для автоматического тартания | 1922 |
|
SU416A1 |
| /Чещерин В | |||
| Т | |||
| Листовая штамповка: Атлас схем | |||
| М.: Машиностроение, 1975, с | |||
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| Стеклографический печатный станок с ножной педалью | 1922 |
|
SU236A1 |
