Изобретение касается нарезания внутренних резьб большого диаметра, главным образом, многозаходных, как например, трех- и четырехзаходных резьб гаек к фрикционным прессам прямоугольного или трапецеидального профиля.
.Подобные резьбы нарезаются резцом на токарных станках, но это малопроизводительно; отсутствие специальных делительных устройств приводит к значительным ошибкам по шагу между соседними витками многозаходных резьб; необходимость работать резцом, закрепленным на значительной консоли, приводит к возникновению вибраций и невозможности получения чистой поверхности ниток резьбы.
Предлагаемая фрезерная головка устраняет указанные недостатки.
Это достигается, благодаря применению многошпиндельной, в соответствии с числом заходов резьбы, фрезерной ГОЛОВКИ, базирующейся при помощи специальных планок, на внутренний диаметр резьбы.
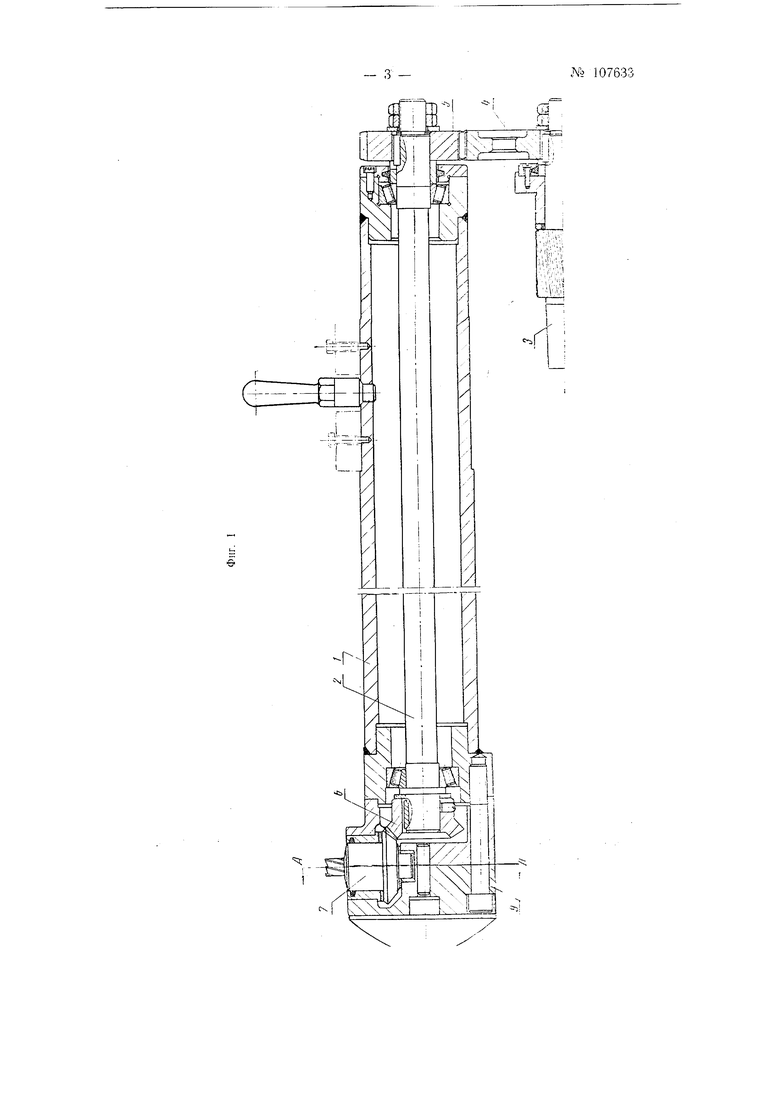
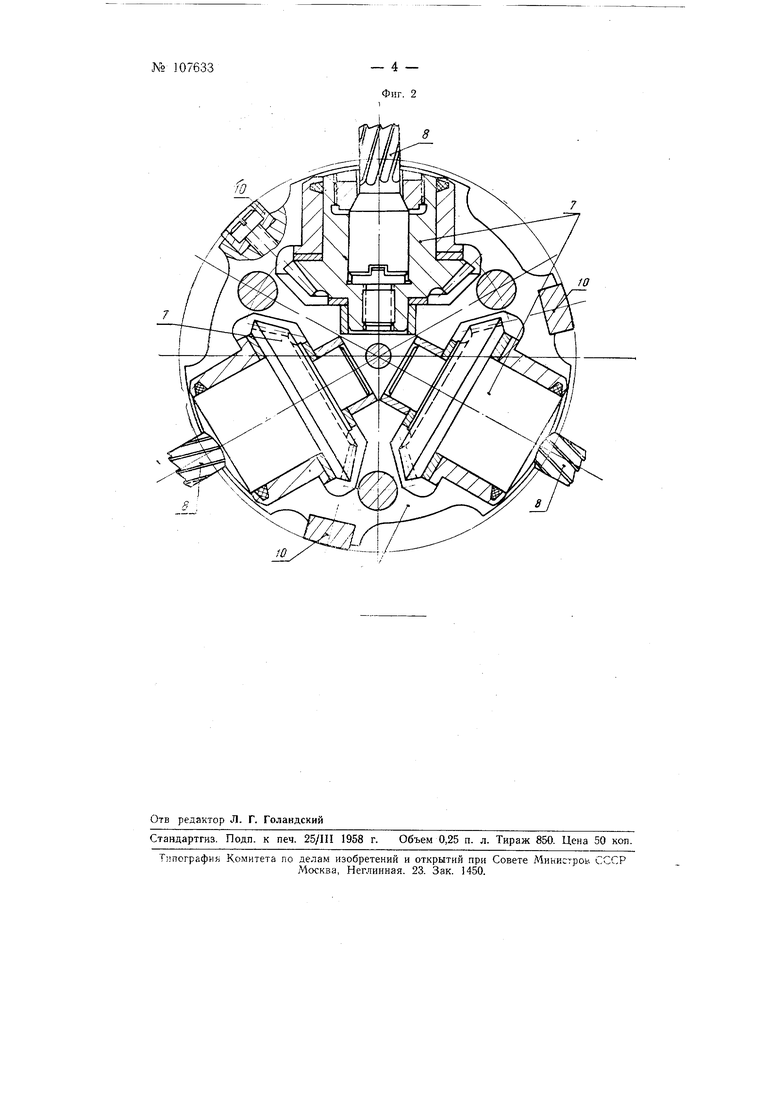
На фиг. 1 изображен продольный разрез предлагаемой фрезерной головки; на фиг. 2 - разрез по АА на фиг. 1.
Внутри ПОЛОГО круглого корпуса / проходит вал 2, получающий вращение от щпинделя станка 3 через зубчатые колеса 4 и 5. Этот вал вращает при помощи конической шестерни 6, короткие шпиндели 7, выполненные заодно с коническими колесами. Внутри этих шпинделей закреплены пальцевые фрезы 8, имеющие форму, соответствующую профилю нарезаемой резьбы. Количество щпнпделей равно числ заходов резьбы. Они расположены равномерно по окружности, что обеспечивает точность нарезания всех заходов резьбы. Снаружи в корпус 9 около фрез врезаны планки JO. Диаметр по планкам выполнен в соответствии с внутренним диаметром нарезаемой резьбы, благодаря чему создается надежная опора вблизи места резания.
Благодаря одновременному нарезанию всех заходов резьбы и устойчивости головки, достигается высокая производителькость и повышенное качество нарезаемой резьбы.
Предмет изобретен и я
1.Фрезерная головка для нарезания внутренних резьб большого диаметра, отличающаяся применением в качестве инструмента пальцевой фрезы.
2.Форма исполнения фрезерной головки по п. 1. отличаюш,аяся
тем, что, с целью повышения производительности фрезерования и точности многозаходных резьб, применено несколько шпинделей в соответствии с числом заходов резьбы.
3. Форма исполнения фрезерной головки по пп. 1 и 2, отличающаяся тем, что, с целью повышения жесткости и виброустойчивости, применены опорные планки, базирующиеся на внутренний диаметр резьбы.
ffl
№ 107633
4
Фпг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Обкаточная головка с режущими пластинами для обработки зубьев червячных и спироидных колес | 2021 |
|
RU2787187C1 |
| СПОСОБ НАРЕЗАНИЯ ВНУТРЕННЕЙ МНОГОЗАХОДНОЙ РЕЗЬБЫ | 2003 |
|
RU2231429C1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Способ нарезания резьбы (его варианты) | 1981 |
|
SU1016096A1 |
| КОНЦЕВАЯ ФРЕЗА ДЛЯ ОРБИТАЛЬНОГО ФРЕЗЕРОВАНИЯ | 2006 |
|
RU2409454C2 |
| Устройство для нарезки спиральных зубьев конических колес на токарных или фрезерных станках | 1948 |
|
SU84917A1 |
| Способ изготовления труб с внутренним оребрением | 1974 |
|
SU502714A1 |
| Способ обработки червячного колеса | 1980 |
|
SU992138A1 |
| Способ нарезания конических колес с криволинейными зубьями | 1986 |
|
SU1555070A1 |
| СТЕРЖНЕВАЯ ФРЕЗЕРНАЯ ГОЛОВКА И ЕЕ ПРИМЕНЕНИЕ | 2009 |
|
RU2513479C2 |