со ю
со
Изобретение относится к смазочноохлаждающим жидкостям, в частности к смазкам для горячей обработки металлов давлением и может быть использовано в кузнечном производстве при производстве маслографитовых смесей (например, в кузнечном производстве зил).
в состав известной смазки входит масло цилиндровое и графит tl.
Известную смазку характеризует ряд недостатков: пожароопасность (может воспламеняться при температуре рабочей поверхности штампов (до 500°С), низкая стабильность, так как графит при от.стаивании быстро отделяется от масла. При использовании этой смазки возникает большая задымленность рабочего места. Кроме того, затруднено использование смазки на автоматизированных линиях.
Наиболее близкой по составу к предлагаемой .является смазка .12} для горячей обработки металлов давлением, имеющая состав, мас.%:
Графит -15-25
Хлорид
аммония0,2-0,8
Хлорид
натрия0,01-0,1
Сульфат
натрия 0,005-0,05
Водный
раствор
аммиака1,5-3,5
Сульфанол 0,05-0,5
ВодаДо 100
Данная смазка непржароопасна, не выделяет дыма, обладает хорошими технологическими свойствами и обеспечивает требуемое качество поверхности металлов,
В известную смазку для достижения высоких технологических свойств входит графит высокой дисперсности с основными размерами частиц менее 1 мкм. Это соответствует коллоидному раствору. Для обеспечения стабилзации коллоидных частиц графита, т. агрегативной устойчивости, создается щелочная среда введением в смазк аммиака и хлорида аммония.
Однако при применении указанной смазки возникает загазованность рабочего места аммиаком, особенно при использовании смазок на автоматизированных линиях, где их расход составляет 15-20 кг на тонну поковок. Это .ухудшает санитарно-гигиенические свойства CNfa3KH и соответственно условия труда, что затрудняет широкое применение этих смазок, при
горячей обработке. Кроме того, получение высокодисперсного графита связано с большими затратами электроэнергии
Цель изобретения - улучшение са5 нитарно-гигиенических свойств смазки, обусловливающих улучшение условий труда при горячей обработке металлов давлением, а также снижение энерго затрат при изготовлении смазки, со0 держащей графит.
Поставленная цель достигается тем, что смазка для горячей обработ ки металлов давлением, содержащая
воду, г зафит, хлорид натрия и сульf фанол, дополнительно содержит кар- , бонат натрия, гидроокись натрия и концентрат сульфит-дрожжевой бражки при следующем соотношении компонен- тов, в мас,%:
Графит15-25
0 Хлорид
натрия 0,01-0,1 Карбонат
натрия0,01-1,0
Гидроокись
5 натрия0,3-1,0.
Сульфанол 0,05-0,5 Концентрат сульфитдрожжевой
0 бражки2,5-6,0
ВодаОстальное
Введение карбоната натрия и гидроокиси натрия в состав смазки обеспечивает агрегативную устойчивость графита, т.е. требуемую стабильность смазки и необходимые технологические свойства.
Сульфит-дрожжевая бражка представляет собой кальциевые соли лигносульфоновых кислот с примесыб реду0 цирующих веществ и является отходом переработки древесины. Введение концентрата сульфит-дрожжевой бражки повышает поверхностно-активные свойства смазки а также улучшает 5 ее стабильность.
Предлагаемую смазку готовят следующим образом.
В процессе измельчения графита вводится концентрат сульфит-дрожже0 вой бражки, гидроокись натрия, карбонат натрия и вода. К полученной водной суспензии мелкодисперсного графита добавляют остальные компоненты и все это перемешивается до полу5 чения однородной массы.
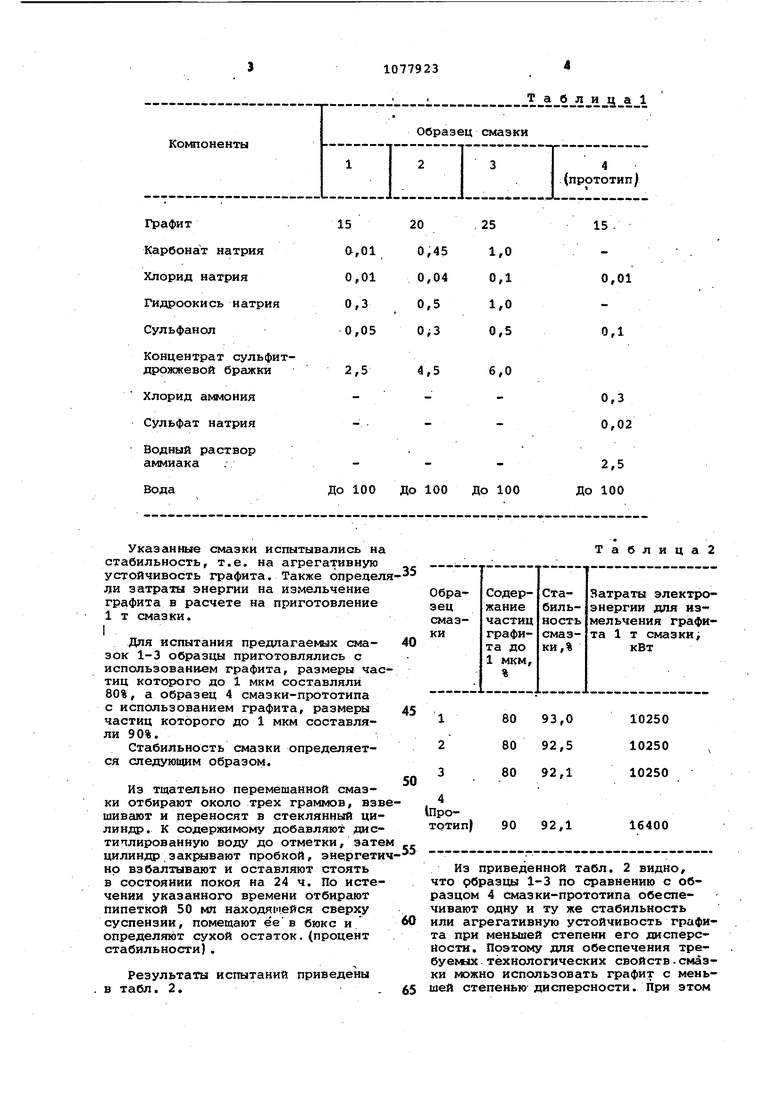
Проведены сравнительные испытания предлагаемой смазки с разным соотношением компонентов и смазки-прототипа.В табл. 1 приведена рецептура образцов этих смазок. Графит Карбонат натрия Хлорид натрия Гидроокись натрия Сульфанол Концентрат сульфи дрожжевой бражки Хлорид аммония Сульфат натрия Водный раствор аммиака 5 . 0,01 0,1 2,5 100
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для горячей обработки металлов давлением | 1988 |
|
SU1558961A1 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2000 |
|
RU2190008C2 |
| СМАЗКА ДЛЯ ЗАГОТОВОК ПРИ ГОРЯЧЕЙ ИЛИ ПОЛУГОРЯЧЕЙ ОБРАБОТКЕ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2002 |
|
RU2224011C1 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1999 |
|
RU2156279C1 |
| Смазка для горячей обработки металлов давлением | 1986 |
|
SU1351969A1 |
| Смазка для горячей обработки металлов давлением | 1981 |
|
SU1008238A1 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1991 |
|
RU2039792C1 |
| Смазка для горячей обработки металлов давлением | 1987 |
|
SU1467082A1 |
| Смазка для горячей обработки металлов давлением | 1975 |
|
SU644816A1 |
| Смазочно-охлаждающая жидкость для горячей обработки металлов давлением | 1980 |
|
SU891758A1 |
СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ, содержащая воду, графит, хлорид натрия и суг.ьфанап, отличающаяся тем что, с целью улучшения санитарнс-гигиенических свойств, смазка дополнительно содержит карбонат натрия, гидроокись натрия и концентрат сульфит-дрожжевой бражки при следующем соотношении компонентов, мас.%: 15-25 Графит Хлорид 0,01-0,1 натрия Карбонат 0,01-1,0 натрия Гидроокись § 0,3-1,0 натрия 0,05-0,5 Сульфанол (Л Концентрат сульфитдрожжевой 2,5-6,0 бражки Остальное вода
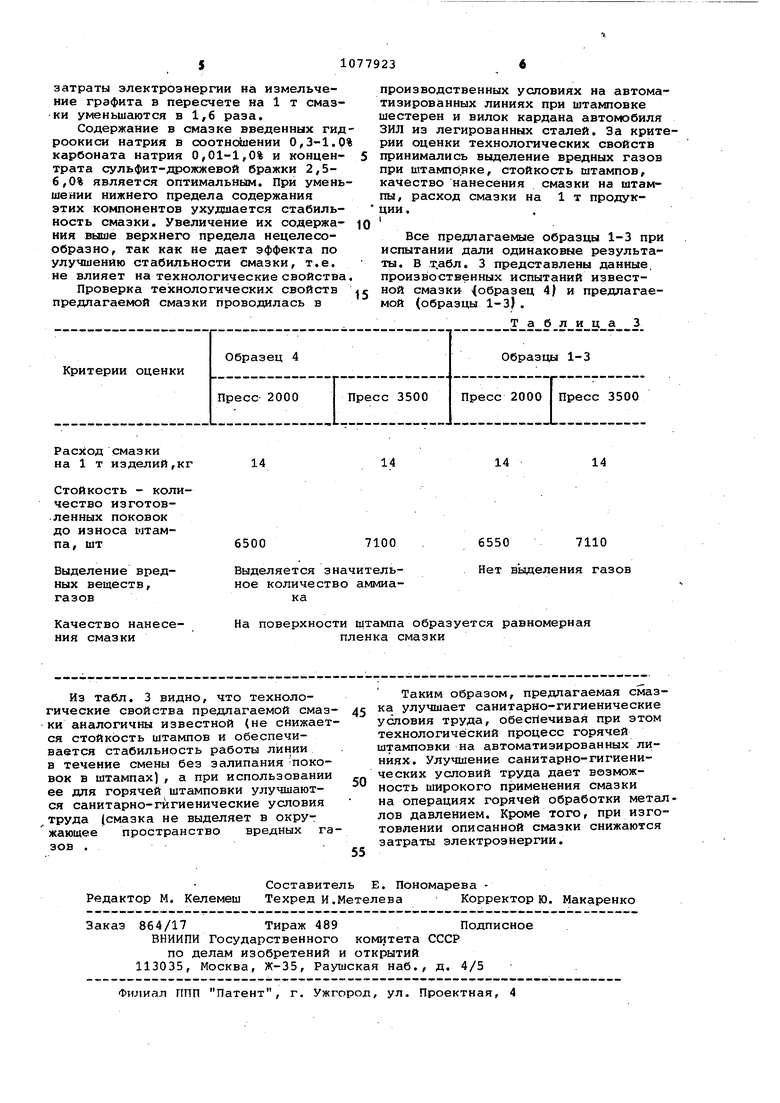
Указанные смазки испытывались на стабильность, т.е. на агрегативную устойчивость графита. Также определяли затрат энергии на измельчение графита в расчете на приготовление 1 т смазки. Для испытания предлагаемых смазок 1-3 образцы приготовлялись с использованием графита, размеры час тиц которого до 1 мкм составляли 80%, а образец 4 смазки-прототипа с использованием графита, размеры частиц которого до 1 мкм составляли 90%. Стабильность смазки определяется следующим образом. Из тщательно перемешанной смазки отбирают около трех граммов, взв шивают и переносят в стеклянный цилиндр. К содержимому добавляют дистичлированную воду до отметки, зате цилиндр закрывают пробкой, энергети но взбалтывают и оставляют стоять в состоянии покоя на 24 ч. По истечении указанного времени отбирают пипеткой 50 мл находящейся сверху суспензии, помещают еев бюкс и определяют сухой остаток.{процент стабильности). Результаты испытаний приведены в табл. 2.Таблица2прототип}Из приведенной табл. 2 видно, что рбразцы 1-3 по сравнению с образцом 4 смазки-прототипа обеспечивают одну и ту же стабильность или агрегативную устойчивость графита при меныией степени его дисперсности. Поэтому для обеспечения требуекых технологических свойств.смазки можно использовать графит с меньшей степенью дисперсности. При этом затраты электроэнергии на измельчение графита в пересчете на 1 т смазки уменьшаются в 1,6 раза. Содержание в смазке введенных гид роокиси натрия в соотнесении 0,3-1.0 карбоната натрия 0,01-1,0% и концентрата сульфит-дрожжевой бражки 2,56,0% является оптимальным. При умень шении нижнего предела содержания этих компонентов ухудшается стабильность смазки. Увеличение их содержания выше верхнего предела нецелесообразно, так как не дает эффекта по улучшению стабильности смазки, т.е. не влияет на технологические свойства Проверка технологических свойств предлагаемой смазки проводилась в производственных условиях на автоматизированных линиях при штамповке шестерен и вилок кардана автолюбиля ЗИЛ из легированных сталей. За критерии оценки технологических свойств принимались выделение вредных газов при штамповке, стойкость штампов, качество нанесения смазки на штампы, расход смазки на 1т продукции . I Все предлагаемые образцы 1-3 при испытании дали одинаковые результаты. В т.абл. 3 представлены данные, произвоственных испытаний известной смазки образец 4f и предлагаемой (образцы 1-3. Таблица
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ЗПрудев А.П | |||
| и др | |||
| Технологические смазки в прокатном производстве | |||
| М., Металлургия, 1975, с | |||
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПОДАЧИ УГЛЯ В ТЕНДЕР ПАРОВОЗА | 1920 |
|
SU293A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР № 491686, кл | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| , fl | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
