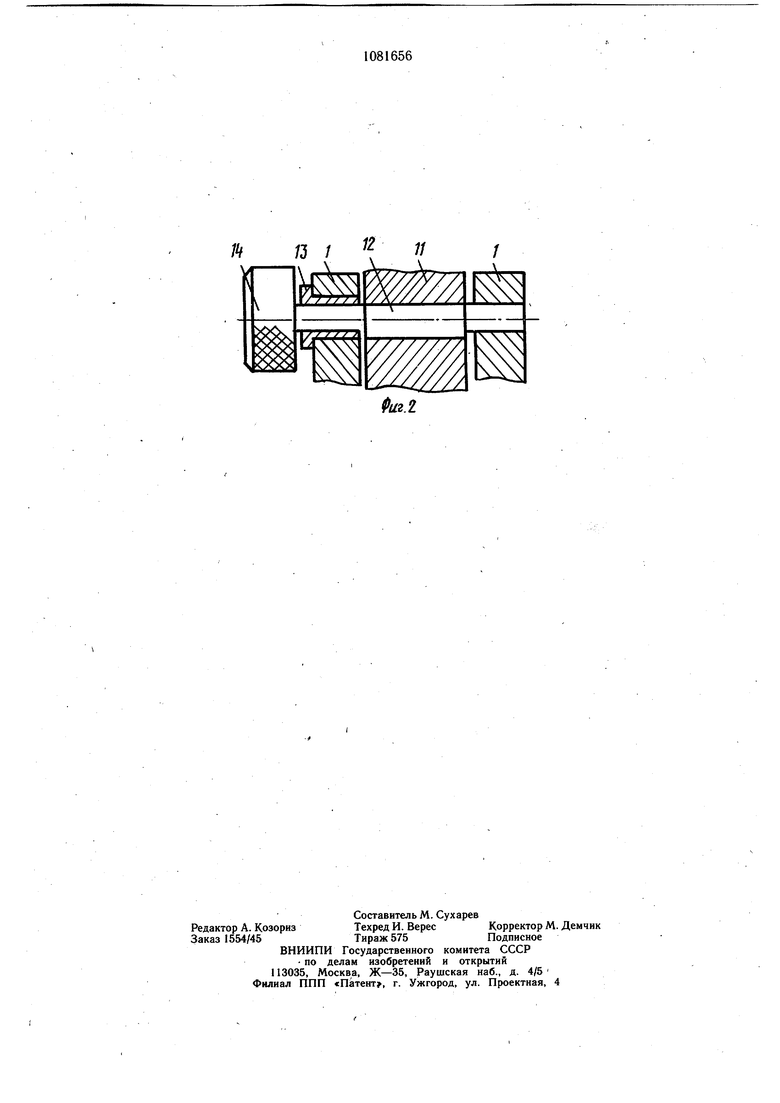
Изобретение относится к приборостроению, в частности к устройству, с помощью которого можно осуществлять изготовление магнитной головки в процессе формировэния ее рабочего зазора при сборке полублоков. Известно устройство, которое используют при сборке полублоков в единый блок, содержащее основание, рамку для фиксации полублоков, ползунок и целый ряд элементов, что позволяет соединять полублоки с помощью стенклянной прокладки 1. Устройство помимо относительной сложности не обладает также достаточной точностью, что может привести к смещению одного полублока относительно другого. Известны устройства, например, в виде сжимных пружин 2. Такие устройства удещевляют производство, но также не позволяют получать головки с рабочим зазором в 1-3 мкм. Кроме того, необходимость срезания пружин в каждой головке после отверждения стягивающего полублоки вещества требует увеличенного ручного труда. Аналогичное явление с точки зрения трудозатрат наблюдается и при стягивании полублоков с помощью винта 3. В этом случае возникает возможность создания ремонтнопригодной головки. Наиболее близким к изобретению является устройство для изготовления магнитной головки, содержащее основание, выполненное с прямоугольным пазом, шарнирно установленный на основании рычаг, закрепленный на одном конце рычага стержень со съемными щайбами, два вкладыща, один из которых закреплен на втором конце рычага, а другой совместно с изготавливаемой магнитной головкой свободно установлен на площадке призмы 4. Однако известное устройство, являющееся весьма универсальным и позволяющее автоматизировать процесс сборки головок относительно низкого класса (например, для магнитофонов или аппаратов магнитной за писи третьего и частично второго классов), при использовании в процессе изготовления головок повыщенной точности не позволяет снизить влияние разности температур нагрева и охлаждения рычага на точность формирования рабочего зазора в изготавливаемой головке. Цель изобретения - уменьшение влияния разности температур нагрева и охлаждения рычага на точность формирования рабочего зазора в изготавливаемой головке. Цель достигается тем, что в устройство для изготовления магнитной головки, содержащее основание, выполненное с прямоугольным пазом, шарнирно установленный на основании рычаг, закрепленный на одном конце рычага стержень со съемными шайбами, Д,ва вкладыша, один из которых закреплен на втором конце рычага, а другой совместно с изготавливаемой магнитной головкой свободно установлен на площадке призмы, введены промежуточный шарообразный элемент, втулка, эксцентрик с вылетом оси и ручка с риской, при этом шарообразный элемент расположен между вкладыщами, основание выполнено с отверстием, в котором закреплена втулка, щарнир рычага выполнен с эксцентриком, ось которого расположена во втулке, а на вылете оси установлена ручка с риской. На фиг. 1 схематично показано предлагаемое устройство, вид сбоку; на фиг. 2 - то же,сечение по эксцентрику. Основание 1 выполнено с прямоугольным пазом, образованным вертикальной 2 и горизонтальной 3 стенками. Планка 4 осуществляет прижим установленной в этом пазу призмы 5, на площадке которой расположены термостойкая прокладка 6, например, из слюды и полублоки 7 и 8 изготавливаемой головки. Элементы расположены на горизонтальной поверхности 9 указанной площадки. На этой же поверхности помещен вкладыщ 10. Рычаг И установлен с возможностью поворота на эксцентрике 12, который в свою очередь установлен с возможностью поворота во втулке 13. На эксцентрике установлена ручка 14 с риской 15. На другом конце рычага закреплен стержень 16, имеющий съемные щайбы 17 и 18. Вкладыщ 19 также закреплен на рычаге, а щарообразный элемент 20 помещен между вкладышами 10 и 19. Призма, оба вкладыша и щарообразный элемент могут быть изготовлены из минералокерамики, например, на основе окиси алюминия. В процессе изготовления головки перед нагревом рычаг приподнимают со стороны шайб и устанавливают на площадке призмы полублоки, вкладыш 10 и шарообразный элемент 20. Рычаг опускают и полублоки прижимаются к вертикальной поверхности 21 призмы. За ручку поворачивают эксцентрик на 180° так, чтобы риска переместилась в противоположную точку. Элемент 20 перекатывается по вкладышу 10 вверх и занимает рабочее положение в центре вкладыша 10. Производят нагрев устройства. Перемещение вкладыша 19 вместе с рычагом не влияет на положение полублоков - они не сместятся, так как трение между элементом 20 и вкладышами намного меньше трения между полублоками. Предлагаемое устройство существенно снизит выход негодных изделий, что сэкономит материал, энергию и трудозатраты.
7 /3 / 11
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления магнитной головки | 1983 |
|
SU1086455A1 |
| Автомат для контроля и сортировки вкладышей подшипников скольжения | 1977 |
|
SU737028A1 |
| ЗУБНАЯ ЩЕТКА РЕЗОНАНСНОГО ПРИНЦИПА ДЕЙСТВИЯ С МЕХАНИЧЕСКИМ ПРИВОДОМ | 2010 |
|
RU2550434C2 |
| Пресс для правки валов | 1986 |
|
SU1368062A1 |
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| ЛОБЗИКОВАЯ НАДСТАВКА К ЭЛЕКТРИЧЕСКОЙ ДРЕЛИ | 1992 |
|
RU2044622C1 |
| ПРУЖИНА КРУЧЕНИЯ | 1972 |
|
SU335465A1 |
| ТЕЛЕСКОП | 2002 |
|
RU2227925C2 |
| РЕКТАЛЬНО-ВАГИНАЛЬНОЕ ЭЛЕКТРОДНОЕ УСТРОЙСТВО | 2004 |
|
RU2278698C1 |
| РОТОРНЫЙ АВТОМАТ ДЛЯ СБОРКИ СТЕРЖНЕЙ СО ВТУЛКАЛ\И | 1973 |
|
SU364408A1 |
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МАГНИТНОЙ ГОЛОВКИ, содержащее основание, выполненное с прямоугольным пазом, шарнирно установленный 17 JS, ( на основании рычаг, закрепленный на одной конце рычага стержень со съемными шайбами, два вкладыша, один из которых закреплен на втором конце рычага, а другой совместно с изготавливаемой магнитной гоаовкой свободно установлен на площадке призмы, отличающееся тем, что, с целью уменьшения влияния разности температур нагрева и охлаждения рычага на точность формирования рабочего зазора в изготавливаемой головке, в него введены промежуточный шарообразный элемент, втулка, эксцентрик с вылетом оси и ручка с риской, при этом шарообразный элемент расположен между вкладышами, основание выполнено с отверстием, в котором закреплена втулка, шарнир рычага выполнен с эксцентриком, ось которого расположена во втулке, а на вылете оси установлена ручка с риской. W 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для формирования стеклянной прокладки в рабочем зазоре магнитной головки | 1975 |
|
SU538402A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 3169303, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Патент США № 3207856, кл | |||
| Вагонетка для движения по одной колее в обоих направлениях | 1920 |
|
SU179A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Авторское свидетельство СССР по заявке № 3561678/18-10, кл | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
