Изобретение относится к технологии изготовления пружин и может бытьиспользовано как в приборостроительной, так и в машиностроительной промышленности.
Известно устройство для изготовления винтовых пружин содержаш,ее механизм подачи, навивки заготовки на вращающуюся оправку, отрезки и сбрасывания готовой пружины.
В этом устройстве требуемая форма пружины образуется способом принудительной деформации (навивки) заготовки на оправку 1.
Однако устройство имеет малую производительность из-за прерывистого процесса изготовления, обусловленного холостым ходом механизма подающего заготовку в исходное положение после изготовления каждой пружины.
Известно устройство, содержащее размещенные на станине подающий и отрезной механизмы, а также механизм формообразования, выполненный в виде клина, размещен ного между подающим и натяжным механизмами с возможностью регулировочного перемещения. С помощью этого устройства формообразование пружины обеспечивается создаваемым предварительно в заготовке ориентированным по величине и направлению наклепом 2.
Недостатком этого устройства является ограниченные технологические возможности, так как оно предназначено и может быть использовано исключительно для изготовления спиральных пружин.
Цель изобретения - расширение технологических возможностей устройства.
Поставленная цель достигается тем, что устройство для изготовления пружин, содержащее размещенные на станине подающий, натяжной и отрезной механизмы, а также механизм формообразования, выполненный в виде клина, размещенного между подающим и натяжным механизмом с возможностью регулировочного перемещения, содержит установленный на станине между подающим и натяжным механизмами приводной поворотный диск и средство для изменения скорости вращения диска, при этом механизм формообразования размещен на диске.
Кроме того, средство для изменения скорости вращения диска выполнено в виде взаимодействующего с диском фрикционного ролика, установленного с возможностью осевого перемещения.
На чертеже изображена кинематическая схема предлагаемого устройства.
Подающий заготовку 1 механизм состоит из ведущего (получающего движение от двигателя с приводом) фрикционного ролика 2, направляющего канала 3 и прижимного ролика 4. Натяжение заготовки осуществляется тормозным устройством 5, установленным на валу подающей бобины 6,
закрепленной на станине 7. Механизм формообразования расположен между механизмами подачи и натяжения заготовки и выполнен в виде клина 8, размещенного на диске 9 с возможностью регулировочных пере мещений, например, при помощи винта с рукояткой 10. Вращение диска 9 вместе с находящимся на нем .формообразующим клином 8 осуществляется при помощи электродвигателя 11 через фрикционный ролик
0 12, контактирующий с диском. Для регулировки скорости диска ролик 12 перемещается по радиусу диска с помощью винта с маховичком 13. Нож 14 производит отрезку требуемой длины пружины 15.
Устройство работает следующим обра5 зом.
Фрикционный ролик 2, получая движение от привода установки, осуществляет подачу заготовки в приемный канал 3. Для поддержания необходимого усилия сцепQ ления ролика с заготовкой установлен ролик 4, | силие прижатия которого к заготовке регулируется пружиной. Для создания необходимого натяжения заготовки подающая бобина 6 снабжена тормозным устройством 5. Вращение диска 9 вместе с установ5 ленным на нем формообразующим клином 8 осуществляется через фрикционный вариатор (диск 9 и ролик 12), позволяющий регулировать скорость вращения диска в пределах, ограниченных конструктивными размерами деталей. Регулировка скорости
0 диском может быть обеспечена в требуемых пределах и иными способами, например применением специальных электрических регуляторов скорости.
В результате заготовка 1 перемещается поступательно, а формообразующий клин,
создающий наклеп на поверхности заготовки, вращается относительно оси заготовки. Сумма этих движений образует относительное винтовое перемещение клина на поверхности заготовки. Поступая в зону контакта с
0 формообразующим клином 8 заготовка получает на своей поверхности наклепанный слой (полоску), который благодаря вращению клина к поступательному движению заготовки будет располагаться на поверхности заготовки по винтовой траектории.
5 Причем щаГ этой траектории (при постоянной скорости поступательного перемещения заготовки) зависит от Скорости вращения клина или скорости вращения диска 9, которая легко регулируется.
Глубина наклепанного слоя или величина наклепа определяется положением клина 8 относительно оси перемещения заготовки, т. е. углом, который регулируется винтовым механизмом с маховичком 10. Таким образом, после выхода из приемного канала 3 заготовка свернется в винтовую пружину цилиндрической формы, диаметр которой зависит от глубины наклепа, а щаг - от скорости вращения диска 34
9. Нож 14 отрежет необходимую длину го-Технико-экономический эффект предтовой пружины 15.латаемого устройства в сравнении с протоВ том случае, когда требуется изготов-типом заключается в расширении технололение пружин спиральной формы достаточ-гических возможностей устройства, на коно тем или иным способом отключить при-тором могут изготавливаться не только вод, вращающий диск 9. При неподвижномспиральные, но и винтЬвые пружины, котодиске 9 предлагаемое устройство можетрые характеризуются более высокими мехабыть использовано для изготовления спи-ническими свойствами, благодаря равномерральных пружин и будет работать строго вно распределенным зонам наклепа в материасоответствии с описанием работы прото-ле заготовки, повышающим усталостную типа.прочность.
1082533 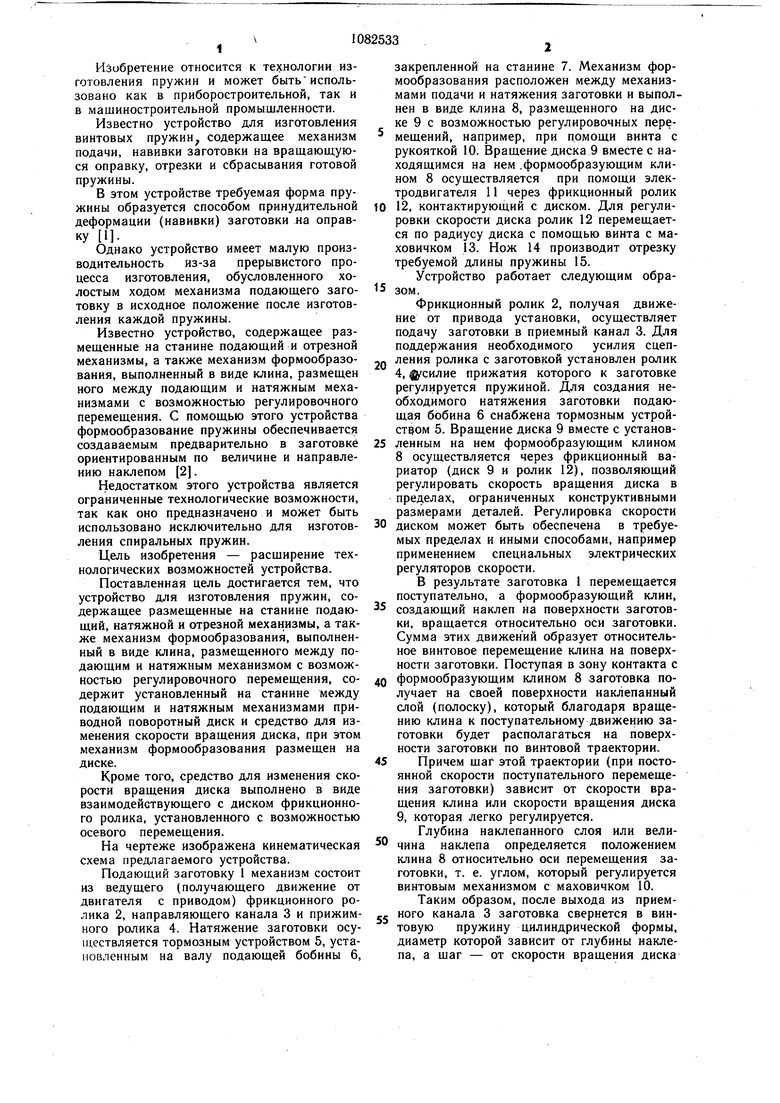

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления пружин | 1985 |
|
SU1308420A1 |
| Устройство для изготовления пружин | 1988 |
|
SU1567310A1 |
| Способ изготовления спиральныхпРужиН и уСТРОйСТВО для ЕгО ОСущЕСТ-ВлЕНия | 1978 |
|
SU795658A1 |
| Устройство для изготовления спиральных пружин | 1989 |
|
SU1664445A1 |
| Холодновысадочный автомат | 1977 |
|
SU659266A1 |
| Устройство для поперечно-клиновой прокатки прутковой заготовки | 1987 |
|
SU1465161A1 |
| Ленточно-шлифовальный станок | 1978 |
|
SU751591A2 |
| Устройство для навивки спирали | 1977 |
|
SU671906A1 |
| Устройство для изготовления ремней | 1990 |
|
SU1715708A1 |
| Автомат для навивки пружин | 1980 |
|
SU895576A1 |
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРУЖИН, содержащее размещенные на станине подающий, натяжной и отрезной механизмы, а также механизм формообразования, выполненный в виде клина. расмещенного между подающим и натяжным механизмами с возможностью регулировочного перемещения, отличающееся тем, что, с целью расщирения технологических возможностей, оно имеет установленный на станине между подающим и натяжным механизмами приводной поворотный диск и средство для изменения скорости вращения диска, при этом механизм формообразования размещен на диске. 2. Устройство по п. 1, отличающееся тем, что средство для изменения скорости вращения диска вьшолнено в виде взаимодействующего с диском фрикционного ролика, установленного с возможностью осевого перемещения. СО Ю сх (С сд 00 О9
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления пружин растяжения | 1974 |
|
SU475204A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления спиральныхпРужиН и уСТРОйСТВО для ЕгО ОСущЕСТ-ВлЕНия | 1978 |
|
SU795658A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
