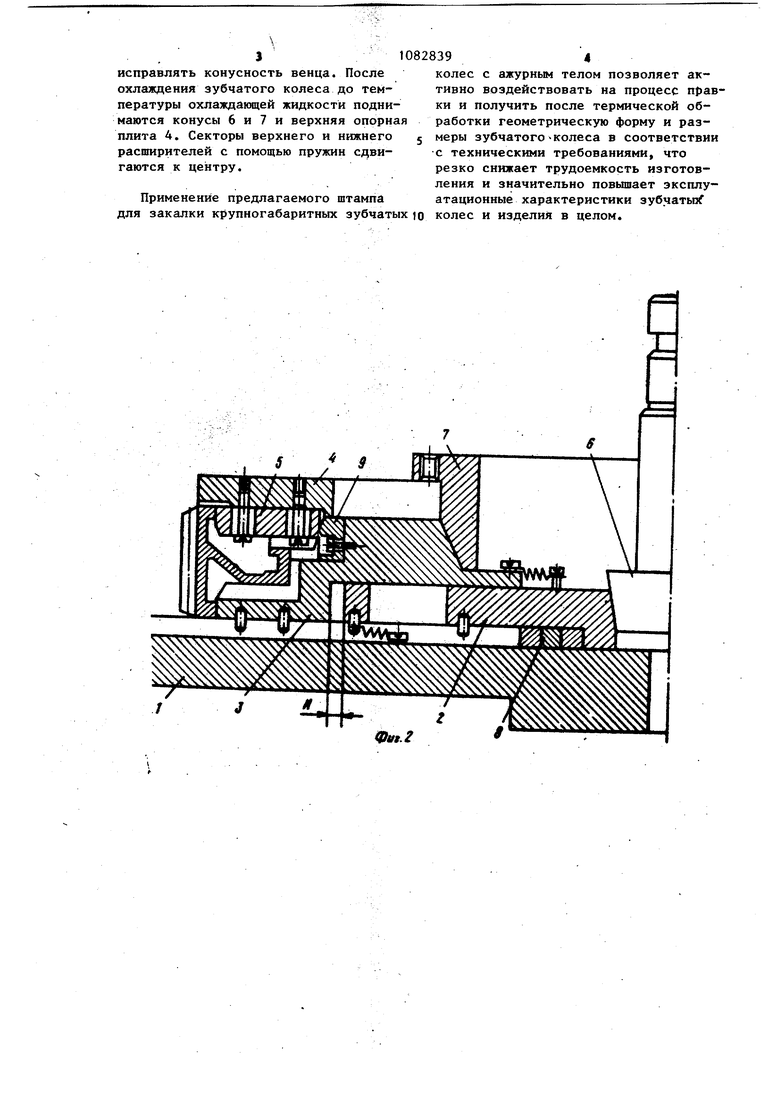
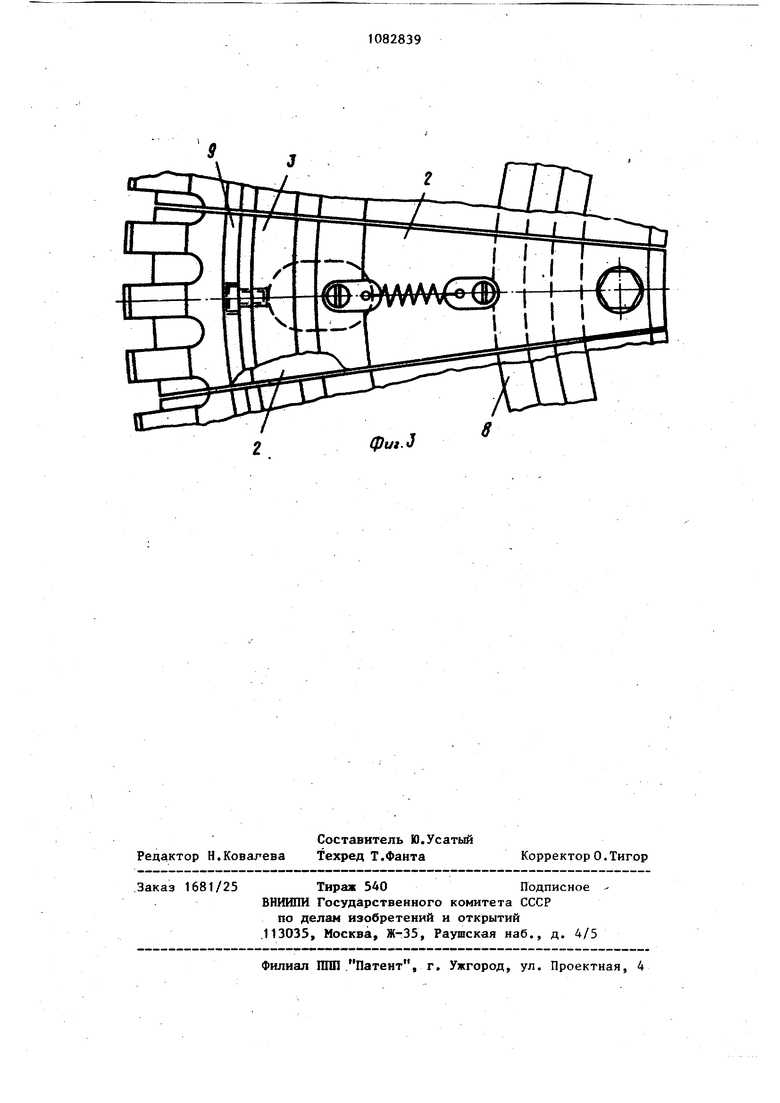
штт Изобретение относится к штампам для закалки крупногабаритных зубчатых колес с ажурным телом и может быт использовано при термической обрабо ке зубчатых колес.Известен штамп для закалки зубча колес, содержащий пуансон, матрицу и центрирующие элементы, два из которых выполнены в виде кольца, состоящего из отдельных секторов и воз действующих на внутренние цилиндрические поверхности зубчатого колеса а третий центрирующий элемент - зажи ной эластичный колокол, воздействующий на наружную цилиндрическую поверхность зубчатого колеса Cl3Для обеспечения независимости работы центрирующих элементов между ними имеются пружинные компенсаторы. Недостатком данной конструкции является ее сложность. Кроме того, штамп предназначен только для зубчатых колес колокольного типа. Наиболее близким к предлагаемому .является штамп для закалки зубчатых колес, содержащий матрицу и пуансон с опорной плитой, состоящей из секто ров и дополнительно опорной плипл, расположенной на матрице. Опорная плита пуансона снабжена цилиндрическими пальцами, соосно которым в опор ной плите матрицы выполнены каналы С Недостатком известного щтампа является невозможность исправления конусности -зубъев колеса. . Цель изобретения - уменьшение деформации при закалке и исправление конусности венца крупногабаритного зубчатого колеса. Поставленная цель достигается тем что штамп для закалки крупногабарит ных зубчатых колес преимущественно с ажурным тёлок, содержащий верхнюю и нижнюю опорные ленты с секторамирасширителями и конус, снабжен установленным на верхней прижимной плите дополнительным конусом, а нижняя опорная плита - дополнительными секторами-расширителями, нижний из которых имеет набор смежных ограничительных колец, а верхний набор сменных сегментов, при этом последние могут контактировать с секторамирасширителями верхней опорной ленты. На фиг.. 1 изображен разрез штампа в раскрытом положений; на фиг. 2 - то же, в закрытом положеНИИ-, на фиг. 3 - расширители-сектора со сменным.сегментом, вид сверху. Штамп состоит из нижней опорной плиты 1, двух расширителей-секторов 2 и 3, верхней опорной плиты 4 и расширителя-сектора 5. Расширители выполнены.в виде подпружиненных секторов, которые при работе перемещаются в радиальном направлении. Конус 6 выполнен с углом 25°. Соответствующую поверхность имеет расширитель 2, взаимодействующую с конусом 6. Конус 7 выполнен с углом 60. Соответствующую поверхность имеет расширитель 3, взаимодействующую с конусом 7. Конусы 6 и 7 и верхняя опорная плита 4 укреплены на штоках пресса. Под расширителем 2 устанавливается набор ограничительных колец 8, а на секторных расширителях 3 устанавливаются сменные сегменты 9, в которых имеется несколько ступеней по размерам наружного диаметра. Когда штамп открыт, секторы нижнего 3 и верхнего 5 расширителей сведены к центру до упора () . В oTKifbiTbfi штамп на нижнкио опорную плиту 1 устанавливают нагретое зубчатое колесо. Штамп работает следующим образом. Конус 6, опускаясь, раздвигает секторы расширителя 2 на определенный, фиксированный размер, регулируемый ограничительными кольцами 8.Затем опускается верхняя опорная плита 4 с расширителем 5, который через секторные сегменты 9 жестко стыкуется с расширителем 3. Опускаг-тся конус 7, который раздвигает одновременно жестко состыкованные расширители 3 и 5 и осуществляет правку зубчатого колеса в горячем состоянии, происходит давление на верхний и нижний пояски венца зубчатого колеса. В момент касания верхней опорной плиты 4 торцовой поверхности венца происходит правка торцовой поверхности зубчатого колеса. В штамп подается охлаждающая жидкость Охлаждаясь, зубчатое колесо сдвигает секторы расширителей к центру, постепенно вьщавливая конус 7 до соприкосновения расширителей 3 и 2 (ИгО). В этот момент происходит правка, в мартенситном состоянии и получается фиксированное значение внутреннего диаметра, верхнего и нижнего поясков зубчатого колёса. С помощью набора сменных колец 8 и сегментов 9 можно исправлять конусность венца. После охлаждения зубчатого колеса до температуры охлаждающей жидкости поднимаются конусы 6 и 7 и верхняя опорна плита 4. Секторы верхнего и нижнего расширителей с помощью пружин сдвигаются к центру. Применение предлагаемого штампа для закалки крупногабаритных зубчаты 394 колес с ажурным телом позволяет активно воздействовать на процесс правки и получить после термической обработки геометрическую форму и размеры зубчатого колеса в соответствии с техническими требованиями, что резко снижает трудоемкость изготовления и значительно повышает эксплуатационные характеристики зубчатьп колес и изделия в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для закалки шестерен | 1974 |
|
SU588244A1 |
| Штамп для закалки | 1982 |
|
SU1073306A1 |
| ПАТЕНШ-ТГХШ']Г[!АПБ'-1БЛИО'ТКА 1 | 1972 |
|
SU328187A1 |
| Закалочный штамп,преимущественно для длинномерных изделий | 1982 |
|
SU1070184A1 |
| УСТРОЙСТВО для ТЕРМОФИКСАЦИИ ДЕТАЛЕЙ ПРИ ЗАКАЛКЕ | 1973 |
|
SU376949A1 |
| Штамп для вытяжки | 1986 |
|
SU1349837A1 |
| Штамп для раздачи кольцевых заготовок | 1989 |
|
SU1755994A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШПИЛЕК | 1967 |
|
SU190321A1 |
| Устройство для изготовления полых,преимущественно составных деталей с наружными и внутренними профилированными кольцевыми утолщениями | 1982 |
|
SU1097421A1 |
| Устройство для глубокой вытяжки | 1989 |
|
SU1733163A1 |
ШТАМП ДПЯ ЗАКАЛКИ КРУПНОГАБАРИТНЫХ ЗУБЧАТЫХ КОЛЕС преимущественно с ажурным телом, содержащий верхнюю и нижнюю опорные плиты с секторами-расширителями и конус, отличающийся тем, что, с целью уменьшения деформации при закалке и исправления конусности венца зубчатого колеса, он снабжен установленным на верхней пр11жимной плите дополнительным конусом, а нижняя опорная плита - дополнительными секторами-расширителями, нижний из которых имеет набор сменньк ограничительных колец, а верхний набор сегментов, при этом последние могут контактировать с секторами-расширителями верхней опорной плиты.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для ТЕРМОФИКСАЦИИ ДЕТАЛЕЙ ПРИ ЗАКАЛКЕ | 0 |
|
SU376949A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Штамп для закалки шестерен | 1974 |
|
SU588244A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
