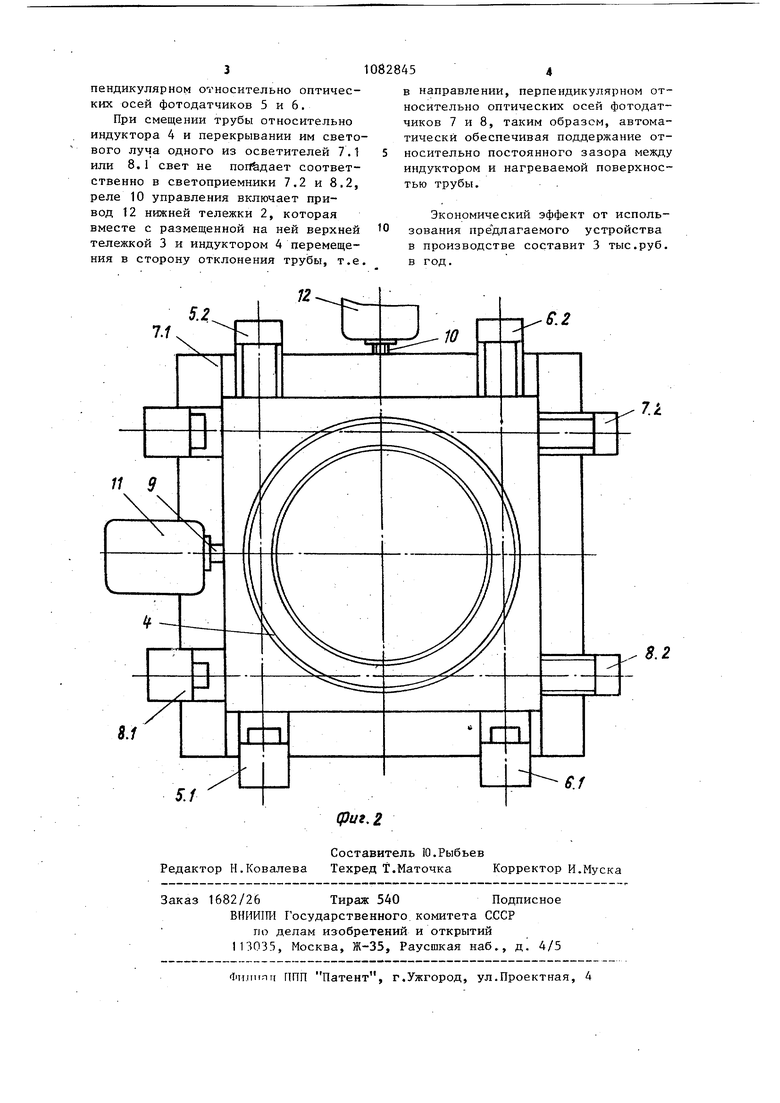
Изобретение относится к термичв кой обработке, а именно к устройст вам для индукционного нагрева тока ми высокой частоты цилиндрических изделий, например труб, и может быть использовано для их отжига и обжига при эмалировании. Известно устройство для индукцио ного нагрева изделий, содержащее станину, индуктор, механизм для перемещения индуктора 1 , Недостатком данного устройства является невозможность поддержания в процессе работы точного зазора между индуктором и нагреваемой поверхностью изделия, что приводит к неравномерному его нагреву и последующему браку при отжиге или обжиг Кроме того, не позволяет проводить термическую обработку длинномерных изделий с большой кривизной. Наиболее близким к предлагаемому является станок для закалки деталей с нагретой токами высокой частоты, содержащий станину, индуктор, стол механизм вращения и вертикального перемещения стола с электрическим приводом 2j , Недостатком известного станка является ручное управление поперечным перемещением стола посредством рукояток и визуальное вьщерживани зазора между индуктором и закаливае мым изделием, что приводит к снижению быстродействия и ухудшению каче ства нагреваемой поверхности вследствие неравномерного нагрева ее, а также недолговечности станка из-з значительного износа трущихся деталей. Цель изобретения - повышение качества нагрева за счет обеспечения автоматического регулирования зазор между индуктором и поверхностью нагреваемой трубы. I Указанная цель достигается тем, что в устройстве для индукционного нагрева труб, содержащем станину, кольцевой индуктор, систему регулир вания зазора между индуктором и rtoверхностью нагреваемой трубы, систе ма регулироват1ия зазора выполнена в виде нижней и верхней тележек, уста новленных с возможностью перемещения во взаимно перпендикулярных наг равлениях, приводы К11торых .элекГГИчески еоелитюны с двумя парами |})ото датчиков, углЛЦ1И( на np.p; 4eii 452 тележке таким образом, что параллельные между собой оптические оси одной пары взаимно перпендикулярны параллельньм между собой оптическим осям другой пары фотодатчиков. Исполнение предлагаемого устройства позволяет автоматически выдерживать зазор между индуктором и нагреваемой поверхностью изделия, улучшая качество выпускаемых изделий путем равномерности нагрева всех точек поверхности изделия. На фиг.. 1 изображено предлагаемое устройство, вид сбоку; на фиг. 2 то же, сверху. Устройство состоит из станины 1 с размещенной на ней нижней тележкой 2, на которой установлена верхняя тележка 3 с кольцевым индуктором 4. Нижняя тележка 2 и верхняя тележка 3 установлены с возможностью перемещения во взаимно перпендикулярных направлениях. На верхней тележке 3 установлены попарно фотодатчики5, 6и7, 8, состоящие соответственно из осветителей 5.1, 6.1, 7.1 и 8,1 и светоприемников 5,2, 6.2, 7.2 и 8.2. Каждая пара осветитель-светоприемник расположена на своей оптической оси. Оптические оси фотодатчиков 5,6 и 7,8 параллельны между собой в паре и перпендикулярны оптическим осям другой пары фотодатчиков. Фотодатчики 5,6 и 7,8 предназначены для подачи сигнала соответственно на реле 9 и 10 привода 11 верхней тележки 3 и привода 12 нижней тележки 2. Устройство работает следующим образом. Труба устанавливается в определенном положении внутри кольцевого индуктора 4. При равномерном зазоре между индуктором 4 и нагреваемой поверхностью трубы все лучи осветителей не перекрываются изделием и попадают соответственно в светопримники. При смещении трубы относительно индуктора 4 и перекрывании им светового луча одного из осветитеей 5.1 или 6.1 свет не попадает сответственно в светоприемники 5.2 ли 6.2, при этом реле 9 управления ключает привод 11 верхней тележи 3 fi верхняя тележка 3 с индуктоом 4 перемещается в сторону отклоения трубы, т.е. в направлении, пер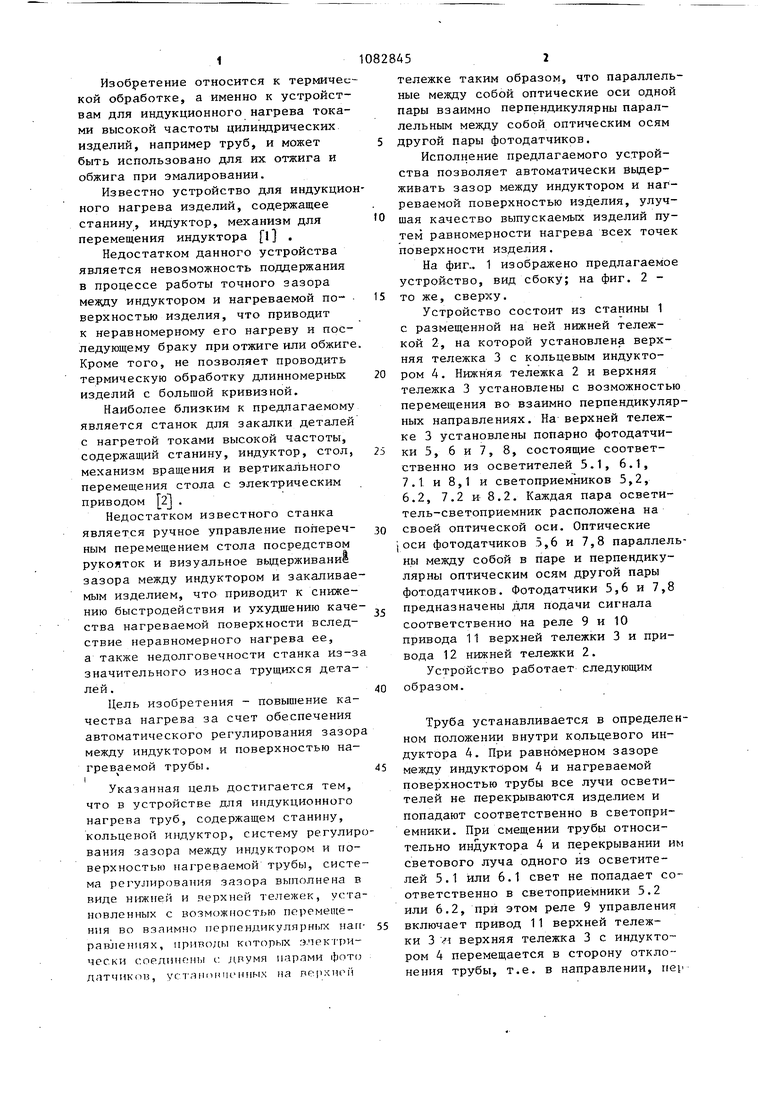
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОСЛЕДОВАТЕЛЬНОЙ ЗАКАЛКИ ТРУБ | 1990 |
|
SU1757234A1 |
| Установка для стыковой индукционной сварки труб | 1985 |
|
SU1299743A1 |
| УСТАНОВКА И СПОСОБ ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ СВЕРХТОНКИХ СТАЛЬНЫХ ПОЛОС | 2021 |
|
RU2836776C1 |
| Способ локального индукционного нагрева изделий и устройство для его осуществления | 1982 |
|
SU1167215A1 |
| Автоматический станок для оплавления эмали токами высокой частоты на изделиях цилиндрической формы | 1951 |
|
SU116094A1 |
| Устройство для управления линейным тяговым двигателем тележек рельсового транспорта | 1981 |
|
SU1224192A1 |
| Установка для пайки стыковых соединений трубчатых изделий | 1989 |
|
SU1738515A1 |
| Станок для гибки труб | 1976 |
|
SU647035A1 |
| Устройство для индукционного нагрева | 2018 |
|
RU2674999C1 |
| СПОСОБ ИНДУКЦИОННОЙ РАСПРЕССОВКИ СОЕДИНЕНИЯ ВАЛ-ВТУЛКА | 2009 |
|
RU2399474C1 |
УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОГО НАГРЕВА ТРУБ, содержащее станину, кольцевой индуктор, систему регулирования зазора между индуктором и поверхностью нагреваемой тру(Риг.г бы, отличающееся тем, что, с целью повышения качества нагрева за счет обеспечения автоматического регулирования зазора между индуктором и поверхностью нагреваемой трубы, система регулирования зазора выполнена в виде нижней и верхней тележек, установленных с возможностью перемещения во взаимно перпендикулярных направлениях, приводы которых электрически соединены с двумя парами фотодатчиков, установленных на верхней тележке таким образом, что параллельные между собой оптические оси одной пары взаимно перпендикулярны параллельным между собой оптическим осям другой пары фотодатчиков. G.I 8.2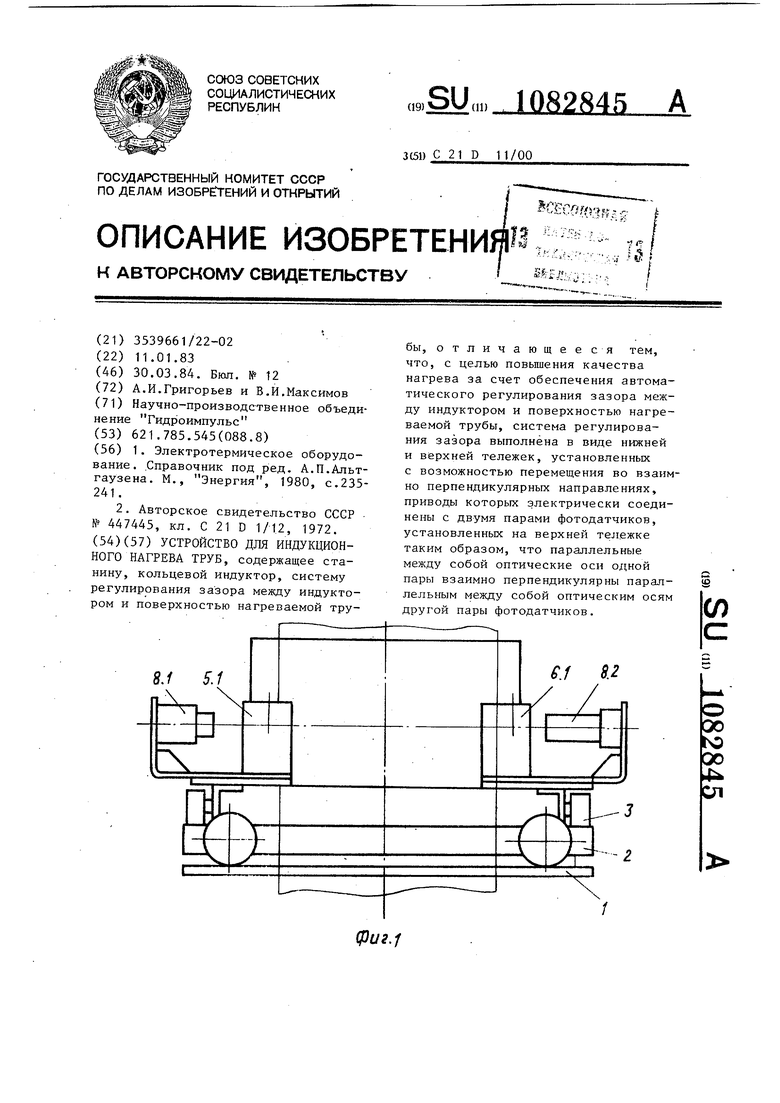
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Электротермическое оборудование | |||
| Справочник под ред | |||
| А.П.Альт гаузена | |||
| М., Энергия, 1980, с.235 241 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Станок для закалки деталей с нагревом токами высокой частоты | 1972 |
|
SU447445A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
