Обычно стыковку концов варочных камер для авто-мото-вело- н других покрышек производят вручную. При этом наблюдается расслоение Б местах стыка.
Известны устройства для стыковки концов резиновых трубок, состояиц-ге Ji3 станины, подъемно-опускного стола электронагревателя и двух сменных разъемных зажимов.
Описываемое устройство для стыковки концов варочных камер отличается более простой конструкцией, что обусловлено применением пневмоцилиндров для смыкания и размыкания зажимов.
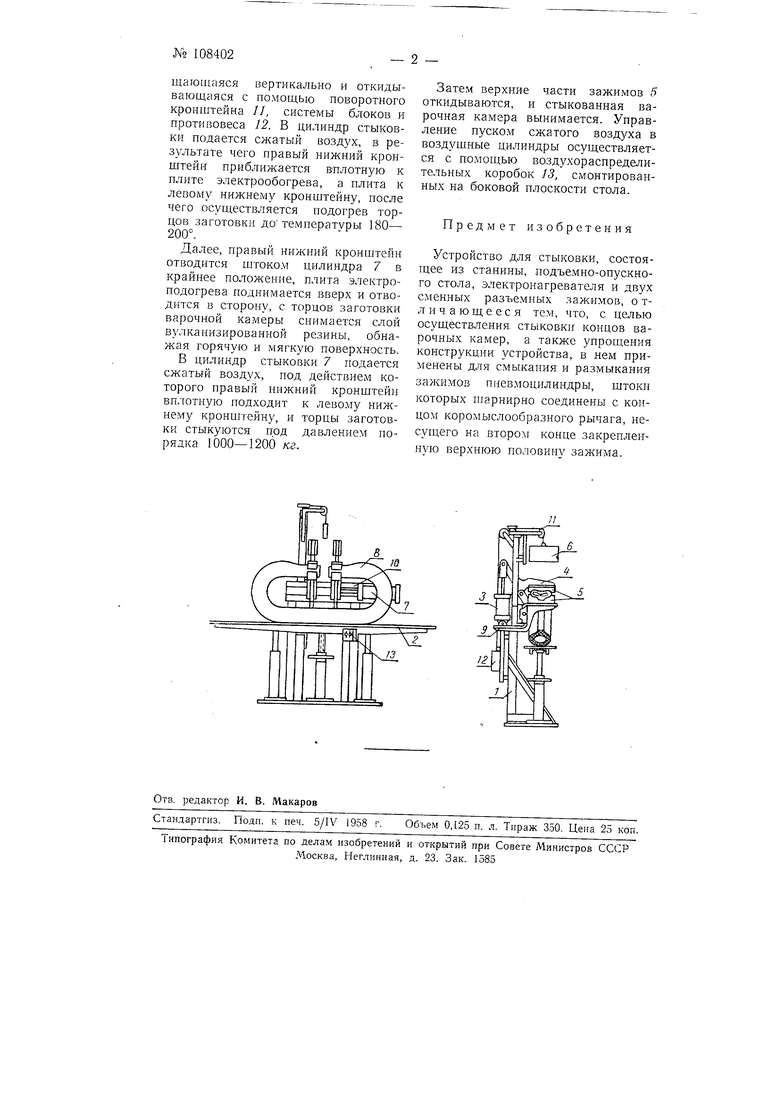
На чертеже изображено описываемое устройство в двух проекциях.
Устройство выполнено в виде станка, который состоит из станины /, стола 2, зажимных зстройств 5, 4, 5, плиты обогрева 6 и воздушного цилиндра стыковки 7.
Заготовка варочной камеры 8 укладывается на стол 2, верхняя плоскость которого имеет возможность вертикально перемещаться с помо1цью винта с маховиком и двух направляюпдих колонок для регулировки положения варочной камеры в зависимости от ее размеров.
Концы заготовки варочной камеры вкладываются в нижнюю часть сменных зажимов 5, укрепленных на нижних кронштейнах 9. Левый нижний кронштейн укреплен неподвижно, а правый имеет салазки, позволяющие кронштейну горизонтально перемешаться но напра:зляюн1,ей 10. Передвижение кронштейна осуи ествляется воздушным цилиндром 7, шток которого связан с салазками.
На нижних кронштейнах шарнирно укреплены воздушные цилиндры зажимов 3, штоки которых связаны с верхними кронштейнами, имеюшими возможность откидываться. К верхним кронштейнам крепятся верхние части сменных зажимов 5.
После того, как концы заготовк варочной камеры вложены в нижнюю часть сменных зажимов 5, в цилиндры зажимов 3 подается сжатый воздух, под действием которого верхние кронштейны опускаются, осуществляя зажим.
Затем нроизводится подрезка торцов заготовки, после чего опускается плита электрообогрева 6, перемещающаяся вертикально и откидывающаяся с помощью поворотного кронштейна 11, системы блоков и противовеса 12. В цилиндр стыковки подается сжатый воздух, в рез ультате чего правый нижний кронщтейн приближается вплотную к плите электрообогрева, а плита к левому нижнему кронштейну, после чего осуществляется подогрев торцов заготовки ДОтемпературы 180- 200°.
Далее, правый кронщтейн отводится щтоком цилиндра 7 в крайнее положение, плита электроподогрева поднимается вверх и отводится в сторону, с торцов заготовки варочной камеры снимается слой вулканизированной резины, обнажая горячую и мягкую поверхность.
В цилиндр стыковки 7 гюдается сжатый воздух, иод действием которого правый нижний кронштейн вплотную подходит к левому нижнему кронпггейну, и торцы заготовки стыкуются под давлением порядка 1000-1200 кг.
Затем верхние части зажимов 5 откидываются, и стыкованная варочная камера вынимается. Управление пуско.м сжатого воздуха в воздушные цилиндры осуществляется с помощью воздухораспределительных коробок 13, смонтированных на боковой плоскости стола.
Предмет изобретения
Устройство для стыковки, состоящее из станины, подъемно-опускного стола, электронагревателя и двух сменных разъемных зажимов, о тл и ч а ю щ е е с я тем, что, с целью осуществления- стыковки концов варочных камер, а также упрощения конструкции устройства, в нем применены для смыкания и размыкания зажимов пнев.моцилиндры, штоки которых шарнирно соединены с концом коромыслообразного рычага, несущего на втором конце закрепленную верхнюю половину зажима.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ СТЫКОВКИ концов ЗАГОТОВОК АВТОКАМЕР | 1970 |
|
SU284292A1 |
| Пресс-форма с обогревом для изготовления изделий из микропористой резины | 1957 |
|
SU118609A2 |
| Станок для разборки и сборки диафрагменного узла | 1988 |
|
SU1537551A1 |
| Устройство папильонажа землечерпательной машиною без помощи лебедок и якорей | 1923 |
|
SU2467A1 |
| Пресс для горячей вулканизации низа обуви | 1947 |
|
SU75904A1 |
| УСТРОЙСТВО ДЛЯ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ ИЗ ТРУБНЫХ ЗАГОТОВОК | 1998 |
|
RU2149723C1 |
| Устройство для наложения полосовых заготовок на барабан | 1979 |
|
SU919259A1 |
| Устройство для придания тестовым заготовкам формы лепешек | 1960 |
|
SU142593A1 |
| УСТРОЙСТВО РОТОРНОГО ТИПА для ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ И АСБЕСТО-РЕЗИНОВЫХ ИЗДЕЛИЙ | 1965 |
|
SU173918A1 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1982 |
|
SU1066123A1 |
/а
М.
