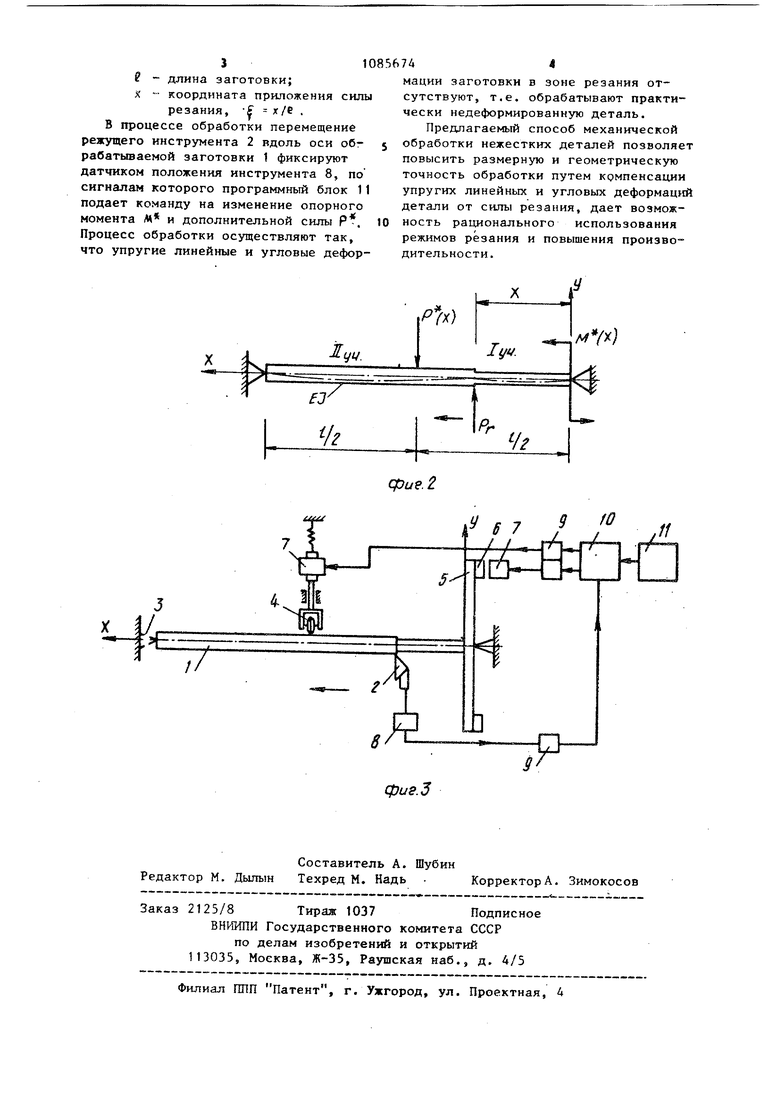
Изобретение относится к обработке металлов резанием и может быть использовано при обработке деталей ма-лой жесткости на станках с применением систем автоматического управления. Известен способ обработки нежестких деталей, по которому к торцу детали прикладывают опорный момент, ве личину которого изменяют в зависимос ти от положения режущего инструмента вдоль оси детали l. Этот способ обеспечивает условия достижения высокой точности обработки за счет компенсации упругих дефор мадий в зоне резания. Недостатком данного способа является то, что при обосновании схемы управления деформации учитываются только линейные деформации и не рассматриваются угловые деформации н жесткой заготовки в месте приложения силы резания. Поворот сечения заготовки в месте приложения силы резани существенно влияет на точность обработки. Одновременно устранить линейные и угловые изгибные деформации нежесткой заготовки в месте приложения силы резания с помощью одного опорного момента, изменяющегося в зависимости от положения режущего ин струмента При его перемещении вдоль оси детали невозможно. Цель изобретения - повышение точности и качества поверхностного слоя при обработке нежестких деталей, Поставленная цель достигается тем, что согласно способу обработки нежестких деталей, заключающемуся в управлении упругими перемещения ми системы СПИД в зависимости от положения режущего инструмента, к торцу детали прикладывают изгибающий момент а к середине детали - дополнительную силу, причем величину изгибакяцего момента и дополнительной силы изменяют в процессе обработки из условия равенства нулю упругих линейных и угловых деформаций в месте приложения силы резания. На фиг. 1 изображена схема образования линейных и угловых деформаций заготовки; на фиг. 2 - схема нагружения обрабатываемой детали силой резания Рц , опорным моментом Ж и дополнительной силой на фиг. 3 - схема управления упругими деформациями заготовки с помощью 67Д1 опорного момента и дополнительной силы. На схеме образования линейных и угловых деформаций (фиг. 1) обозначены: 1 - заготовка, подтвержденная деформациями; п - смещение сечения детали в вертикальном направлении; сЛ - смещение сечения в горизбнтапьном направлении; Ч - угол поворота сечения заготовки. Величины f г о определяются из формул где d - диаметр заготовки. Практически для нежестких валов величина 1т достигает 0,15 мм, а величина сГ-и а порядок меньше. Схема системы управления деформациями (фиг, 3) состоит из заготовки 1, режущего инструмента 2, переднего и заднего центров 3, роликовой опоры 4, диска 5, кольцевого сердечника 6 электромагнита, электромагнита 7, датчика положения инструмента 8, усилителя 9, сравнивающего устройства 10, программного блока 11. Предлагаемый способ реализуется следующим образом. Заготовку 1 закрепляют в центрах 3 токарного станка. Между деталью 1 и задним центром 3 устанавливают диск 5. Диск 5 создает опорньш момент М на конце заготовки 1 с помощью кольцевого сердечника 6 и злектрома нита 7. Посередине заготовки 1 устанавливают роликовую опору 4, которая обеспечивает требуемую величину дополнительной силы Р . При движении режущего инструмента 2 вдоль оси обрабатываемой заготовки 1 величины опорного момента W и дополнительной силы Р меняют таким образом, чтобы в каждый момент времени обеспечивать равенство нулю прогиба и угла поворота сечения. Для детали, зажатой в центрах, законы управления опорным моментом W и дополнительной силы Р принимают вид Л Ре Sin (-9fe,, 72, 44,0), где радиальная составляющая силы резания;
- длина заготовки;
к - координата приложения силы
резания, - х/с . В процессе обработки перемещение режущего инструмента 2 вдоль оси обг рабатываемой заготовки 1 фиксируют датчиком положения инструмента 8, по сигналам которого программный блок 11 подает команду на изменение опорного момента М и дополнительной силы Р. Процесс обработки осуществляют так, что упругие линейные и угловые деформации заготовки в зоне резания отсутствуют, т.е. обрабатывают практически недеформированную деталь.
Предлагаемый способ механической обработки нежестких деталей позволяет повысить размерную и геометрическую точность обработки путем крмпенсадии упругих линейных и угловых деформаций детали от силы резания, дает возможность рационального использования режимов резания и повышения производительности.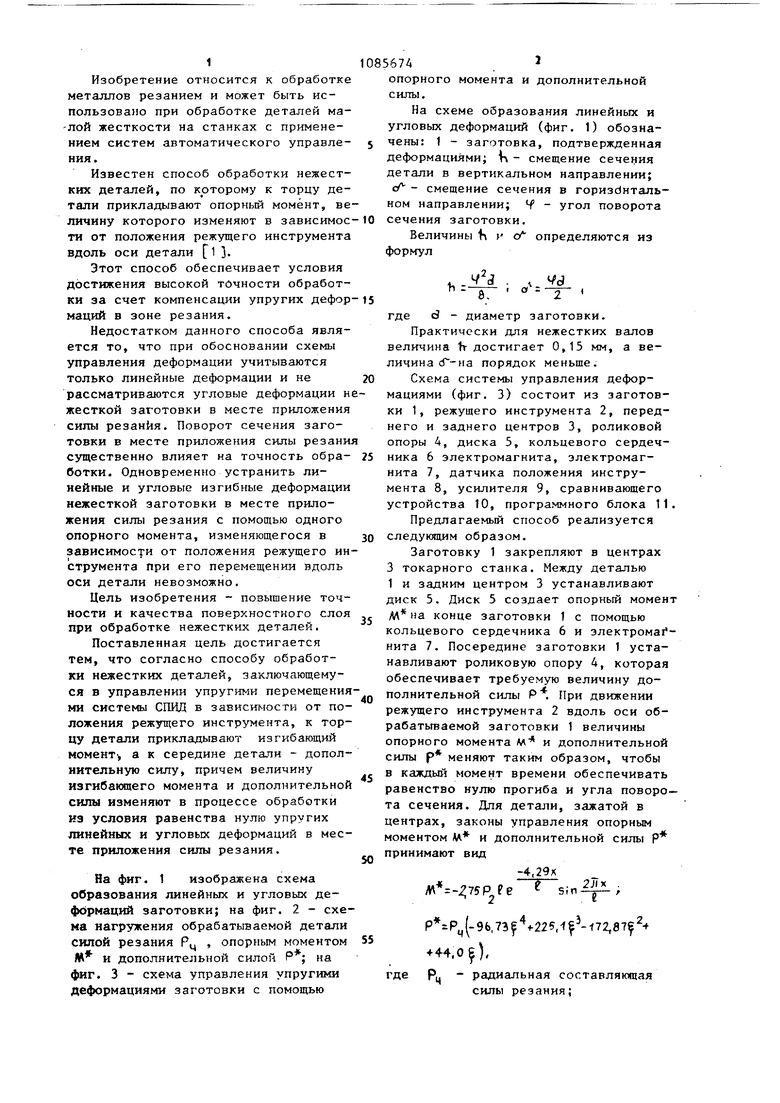
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки нежестких деталей | 1980 |
|
SU973240A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕЖЕСТКОЙ ДЕТАЛИ | 2014 |
|
RU2589957C2 |
| Способ адаптивного управления размерной настройкой станка | 1990 |
|
SU1798118A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ НЕЖЕСТКИХ ЭЛЕМЕНТОВ ЗАГОТОВОК | 2009 |
|
RU2410207C1 |
| Способ обработки нежестких деталей | 1979 |
|
SU869972A1 |
| Устройство для программного управления обработкой тонкостенных цилиндрических деталей | 1981 |
|
SU952443A1 |
| Способ поднастройки системы СПИД | 1983 |
|
SU1065092A2 |
| Способ токарной обработки маложесткой длинномерной осессимметричной заготовки детали | 2022 |
|
RU2805022C2 |
| УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ НЕЖЕСТКИХ ДЕТАЛЕЙ | 2002 |
|
RU2226140C1 |
| Способ круглого шлифования | 1985 |
|
SU1255398A1 |
СПОСОБ ОБРАБОТКИ НЕЖЕСТКИХ ДЕТАЛЕЙ, заключающийся в управлении упругими перемещениями системы СПИД, отличающийся тем, что. с целью повышения точности обработки и качества поверхностного слоя за счет одновременной компенсации упругих линейных и угловых деформаций обрабатываемой детали в месте приложения силы резания, к торцу детали прикладывают изгибающий момент, a к середине детали - дополнительную силу, причем величину изгибающего момента и дополнительной силы изменяют в процессе обработки из условия равенства нулю упругих линейных и угловых деформаций в месте приложения силы резания. 00 ел 05 фиг.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР по заявке № 2975540/25-08, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
