(54) СПОСОБ ОБРАБОТКИ НЕЖЕСТКИХ ДЕТАЛЕЙ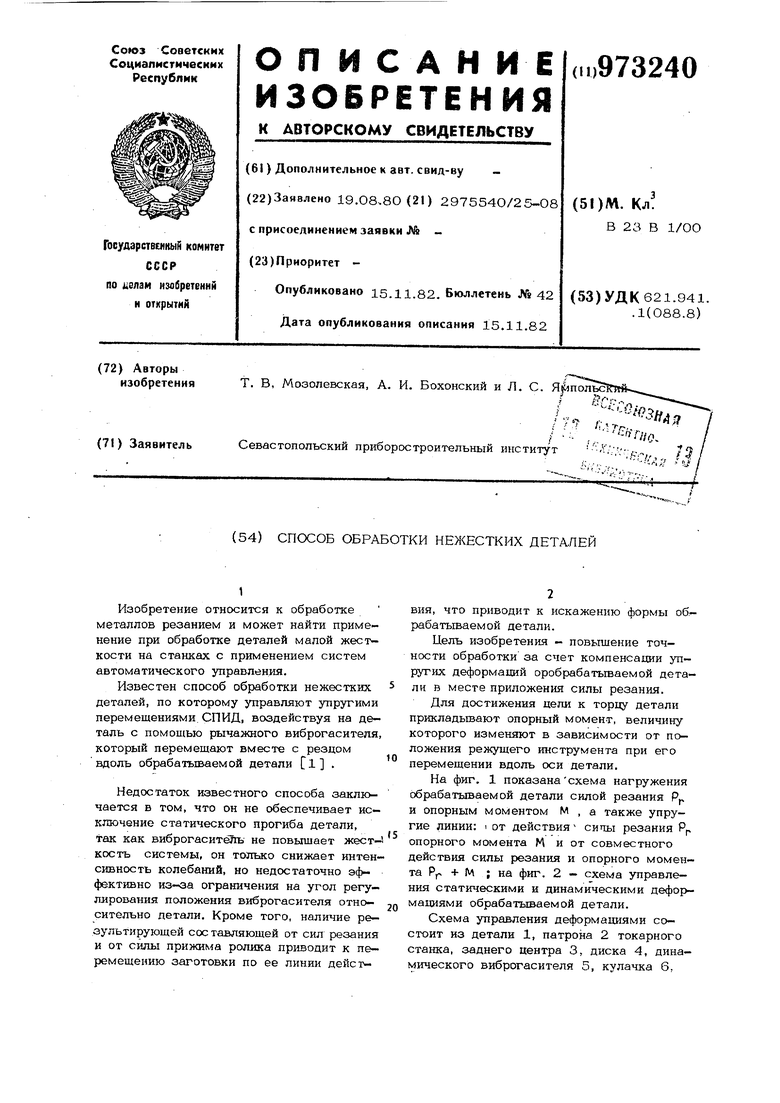

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки нежестких деталей | 1982 |
|
SU1085674A1 |
| СПОСОБ СНИЖЕНИЯ ВИБРАЦИЙ НЕЖЕСТКОЙ ЗАГОТОВКИ, ОБРАБАТЫВАЕМОЙ ФРЕЗЕРОВАНИЕМ | 2012 |
|
RU2500516C1 |
| Способ круглого шлифования | 1985 |
|
SU1255398A1 |
| Способ обработки нежестких деталей | 1979 |
|
SU869972A1 |
| ВИБРОГАСИТЕЛЬ ДЛЯ ФРЕЗЕРОВАНИЯ ТОНКОСТЕННЫХ ДЕТАЛЕЙ | 2014 |
|
RU2578868C2 |
| ВИБРОГАСИТЕЛЬ ДЛЯ ФРЕЗЕРОВАНИЯ ТОНКОСТЕННЫХ ДЕТАЛЕЙ | 2014 |
|
RU2572904C2 |
| Устройство для обработки деталей | 1982 |
|
SU1024226A1 |
| Способ поднастройки системы СПИД | 1983 |
|
SU1065092A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Способ обработки нежестких де-ТАлЕй ТипА ВАлОВ | 1979 |
|
SU852447A1 |
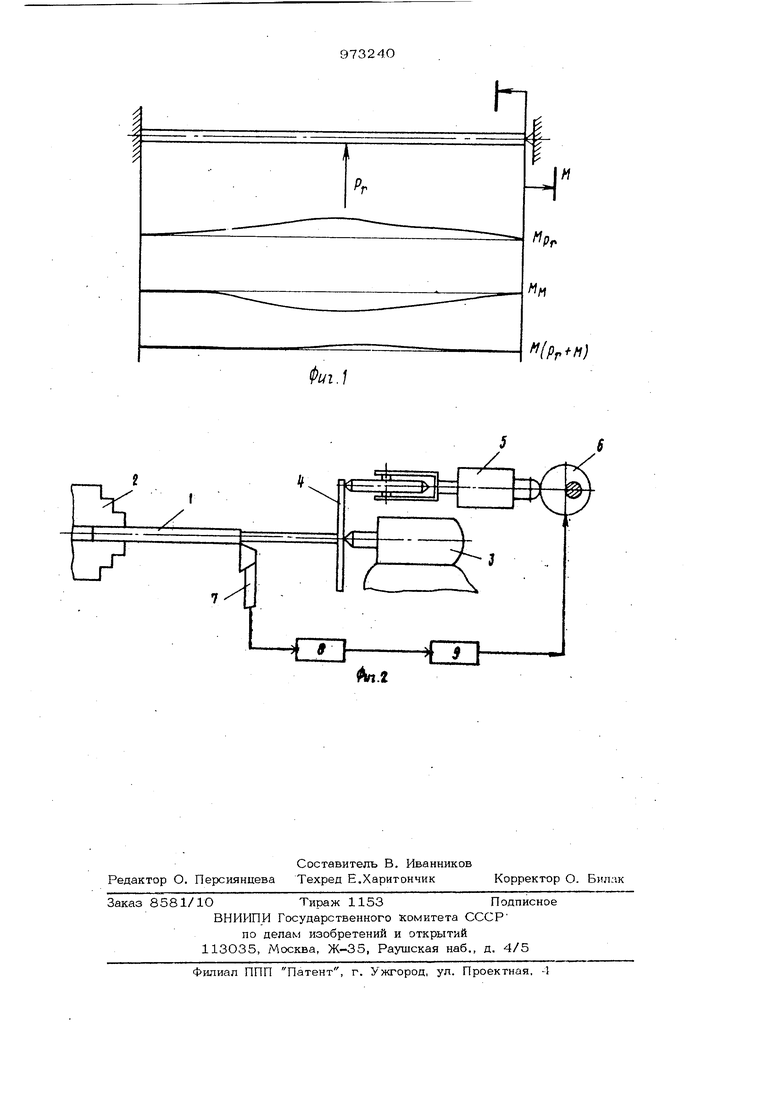
Изобретение относится к обработке металлов резанием и может найти применение при обработке деталей малой жесткости на станках с применением систем автоматического управления. Известен способ обработки нежестких деталей, по которому управляют упругими перемещениями СПИД, воздействуя на деталь с помощью рычажного виброгаситедя который перемещают вместе с резцом вдоль обрабатьшаемой детали 1 Недостаток известного способа заключается в том, что он не обеспечивает исключение статического прогиба детали, так как виброгаситёйь не повышает жесткость системы, он только снижает интенсивность колебаний, но недостаточно эффективно из-за ограничения на угол регулирования положения виброгасителя относительно детали. Кроме того, наличие результирующей сое тавляющей от сил резания и от силы прижима ролика пр1шодит к перемещению заготовки по ее линии дейст БИЯ, ЧТО приводит к искажению формы обрабатываемой детали. Цель изобретения - повыщение точности обработки за счет компенсации упругих деформаций оробрабатьтаемой детали в месте приложения силы резания. Для достижения цели к торцу детали прикладьгоают опорный момент, величину которого изменяют в зависимости от положения режущего инструмента при его перемещении вдоль оси детали. На фиг. 1 показанасхема нагружения обрабатываемой детали силой резания Р и опорным моментом М , а также упругие линии: 1 от действия сипы резания Рр опорного момента М и от совместного действия силы резания и опорного момента Р + М ; на фиг. 2 - схема управления статическими и динамическими деформациями обрабатываемой детали. Схема управления деформациями состоит из детали 1, патрона 2 токарного станка, заднего центра 3, диска 4, динамического виброгасителя 5, кулачка 6, 397 режущего инструмента 7, датчика положения 8, программного блока 9. Предлагаемый способ реализуется еле- дуюишм образом. Деталь 1 закрепляют в патроне 2 токарного станка и поджимают задним цент ром 3 через диск 4. На диск 4 воздейст вует динамический виброгаситель 5, создавая опорный момент на конце детали 1 противодействующий изгибающему моменту от действия радиальной составляющей силы резания Рр режущего инструмента 7. При движении режущего инструмента 7 вдоль оси обрабатываемой детали 1 величина опорного изгибающего момента ме няется от нуля до максимума (посередине длины детали). Для детали, зажатой в патроне и заднем центре, при отсутствии ее прогиба в сечении с координатой ct (место положения режущего инструмента) с учетом статической неопределимости системы закон управления опорным моментом принимает вид 2P.,a(e-ct)2e ()-a (aj -l:- , ( е (зе+с() где М (о ) - опорный момент; Рр - радиальная составляющая силы резания; 2 - длина обрабатываемой детали ; а - кО ордината приложения силы резания. Из формулы (1) следует, что при о О, М ( О) О; а е , М (6 ) 0; -fKI-bgp.Ус1шие, создающее опорный момент, передается через виброгаситеяь, смещает спектр частот в сторону их возрастания, уменьщает амплитуды колебаний. Парамет ры виброгасителя (соотнощение медсду массой и жесткостью) определяется из условия гашения изгибных колебаний детали по формуле где t .- жесткость виброгасителя; масса виброгасителя, m - распределенная масса детали; 3 -изгибная жесткость .детали; N -.продольное усилие, возникаю щее за счет давления ролика; Е - длина детали. При данной постановке виброгаситепя уменьшаются колебания детали и исключа ется возможность параметричесйЬго резонанса. В случаях управления опорным момен том в зависимости от конструкт1тных ре шений возникает необходимость введения 0 ограничений по прочности, жесткости и устойчивости. Одна из возможных схем управления деформациями детали с помощью правого опорного момента дана на фиг. 2. Основной исполнительный орган динамический виброгаситель 5 соединен с кулачком 6, выполняющим роль программоносителя при реализации способа обработки нежестких деталей. Параметры исполнительных органов определяются из условия обеспечения запаса устойчивости детали при продольно-поперечном изгибе. Виброгаситель осущес-.твляет управление опорным моментом через диск 4, контактирующий непосредственно с деталью 1. В процессе обработки перемещение режущего инструмента 7 вдоль оси обрабатьшаемой нежесткой детали 1 фиксируется датчиком положения 8, по сигналам которого программный блок 9 подает команду на вращение кулачка 6 динамического виброгасителя 5. Про4|иль кулачка 6 динамического виброгасителя выполнен в соответствии с законом изменения упругой линии нежесткой детали при обработке ее резанием. Кулачок 6 воздействует на виброгаситель 5, последний передает усилие на диск 4. Опорный момент, создаваемый при передаче усилия на диск 4, изгибает деталь 1 в направлении, противоположном изгибу детали от силы резания. Процесс обработки осуществляется так, что упругие деформации нежесткой детали в зоне резания отсутствуют, т. е. обрабатывается практически недеформированная деталь. Предлагаемый способ в отличие от известных обеспечивает условия достижения высокой точности обработки за счет компенсации упругих деформаций в зоне резания. Формула изобретения Способ обработки нежесттсих деталей, по которому осуществляют управление упругими перемещениями системы СПИД, отличающийся тем, что, с целью повышения точности обработки за счет компенсации упругих деформаций об- рабатьшаемой детали в месте приложения силы резания, к торцу детали прикладывают опорный момент, велтгчину которого измеряют в зависимости от положения ре- жушего инструмента при его перемещении вдоль оси детали. Источники информации, принятые во внимание при экспертизе 1. Васильевых А. А. Способ управления упругими перемещениями системы СПИД. - Вестник мащиностроения, 1970, № 2, с. 59 - 61.
Фиг.
h
Mpf. MM
)
