Изобретение относится к металлообработке, а именно к конструкциям сверл.
По основному авт. св. № 1046038 известно сверло фасонное, содержащее хвостовик, рабочую часть с радиусной режущей кромкой и задней поверхностью, заточенной в виде сферы 1.
Однако известное сверло характеризуется невозможностью обеспечения затылования каждого зуба инструмента и оптимального распределения углов на режущей-кромке, тяжелыми режимами работы центра сверла, что приводит к снижению стойкости сверла, а также недостаточно высоким качеством обработки.
Цель изобретения - повышение стойкости сверла и качества обработки.
Поставленная цель достигается тем, что в сверле фасонном, содержащем хвостовик, рабочую часть с радиусной режущей кромкой и задней поверхностью, заточенной в виде сферы, на задней поверхности дополнительно выполнена по меньшей мере еше одна сферическая заточка.
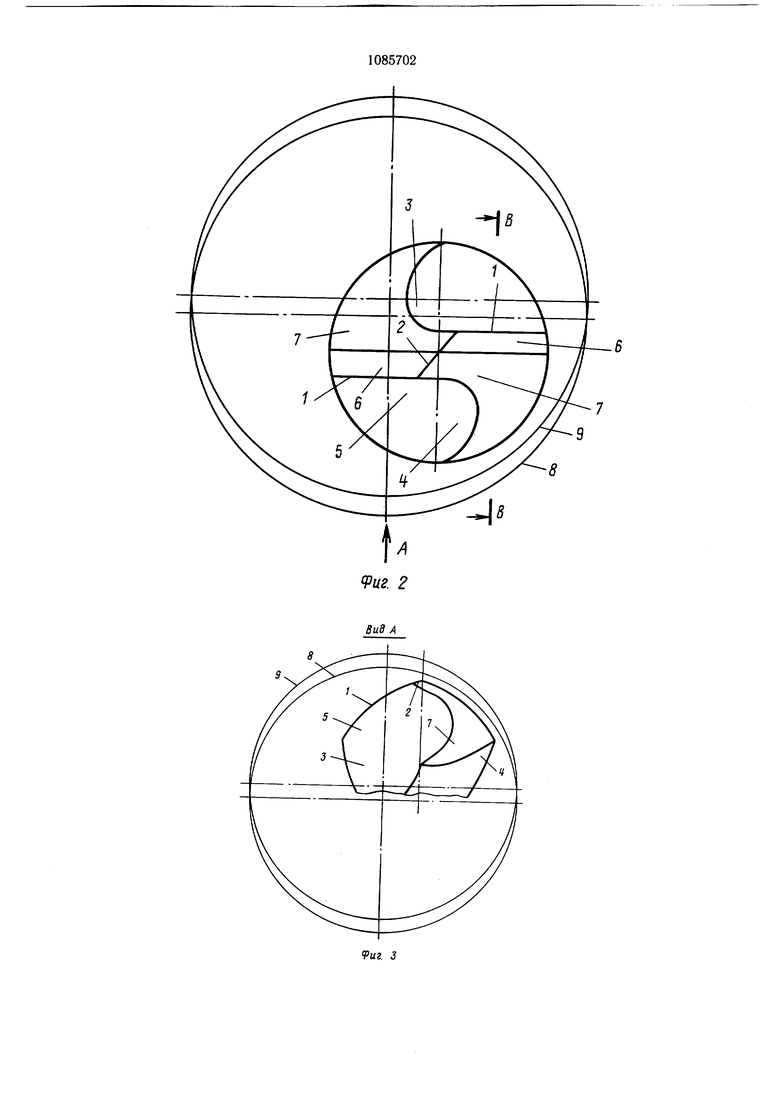
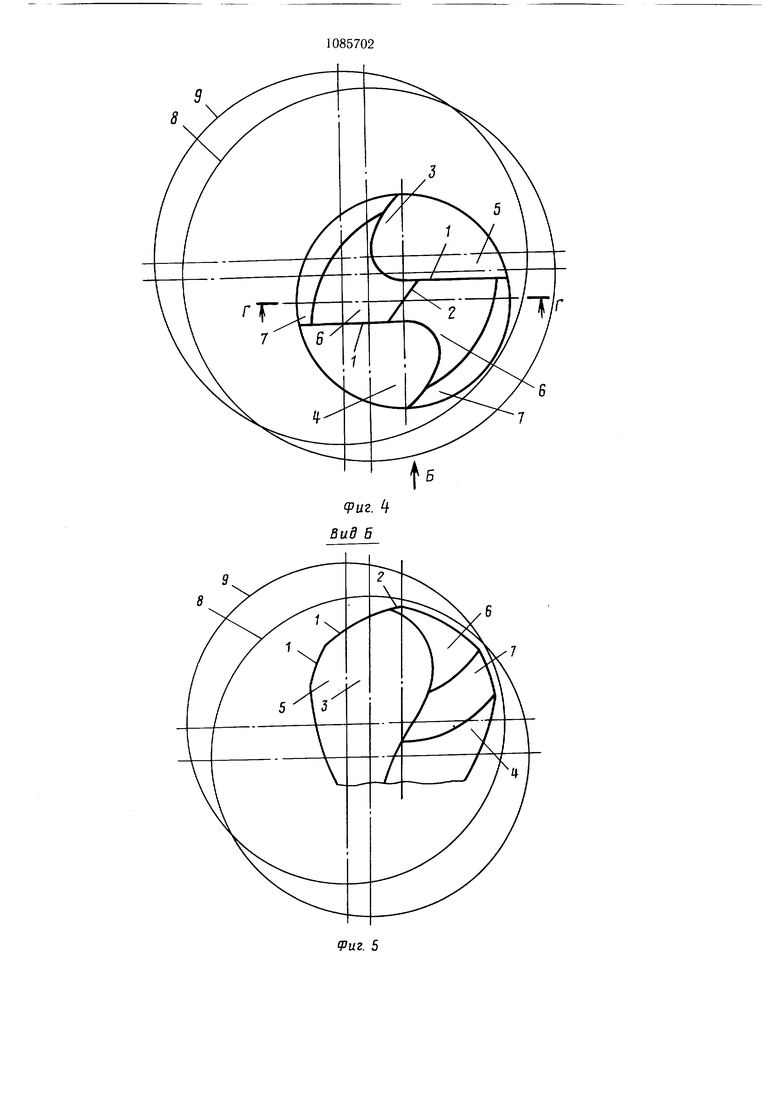
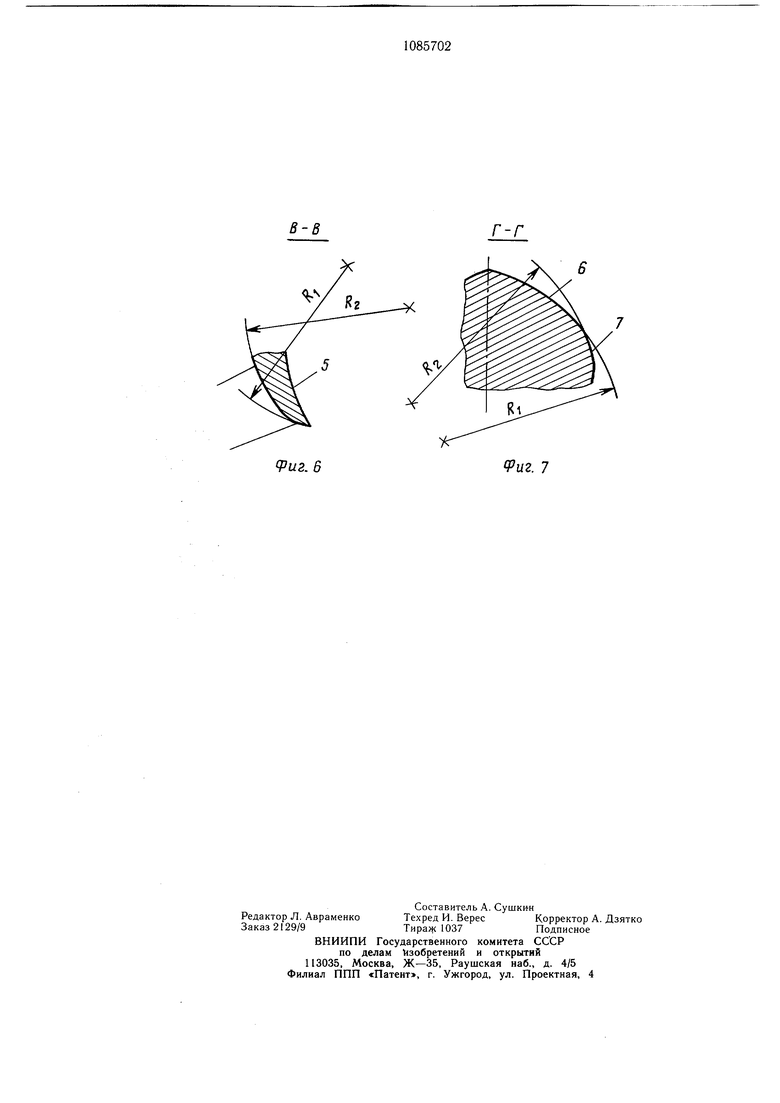
На фиг. 1 изображена режущая часть сверла, общий вид; на фиг. 2 - проекция режущей части сверла на его торцовую плоскость, при одном варианте расположения сфер; на фиг. 3 - вид А на фиг. 2; на фиг. 4 - проекция режущей части сверла на его торцовую плоскость, при другом варианте расположения сфер; на фиг. 5 - вид Б на фиг. 4; на фиг. 6 - сечение В-В на фиг. 2; на фиг. 7 - сечение Г-Г на фиг. 4.
Сверло фасонное содержит главную режущую кромку 1, поперечную режущую кромку 2, состоящую из двух полукромок на каждом зубе 3 и 4 сверла. Главная кромка 1 образована пересечением передней поверхности 5 и частью задней сферической поверхности 6, примыкающей к ней. Задняя поверхность 7 образована двумя, а возможно и более сферами.
В зависимости от условий применения сверла сферы располагаются в том или ином порядке. На фиг. 2 и 3 приведено сверло, задняя поверхность которого образована двумя сферами, расположенными таким образом, что одна из них 8 прилегает к главной режущей кромке и формирует на ней задние углы и углы при вершине, а вторая 9 затылует зуб 4 сверла и формирует поперечную кромку 2 при пересечении аналогичной сферой 8 другого зуба 3. На каждом зубе 3 и 4 сверла сфера 8 образует поверхность 6, а сфера 9 - поверхность 7. В данном случае линия пересечения поверхностей 6 и 7 составляет угол с главной режущей кромкой 1 в проекции на плоскость, перпендикулярную оси сверла, равный нулю. На фиг. 4 и 5 приведены проекции сверла, у которого также задняя поверхность является
двухсферической, но расположение сфер относительно оси сверла иное.
Обе сферы 8 и 9 образуют заднюю поверхность таким образом, что обе лежат вдоль главной режущей кромки 1, при этом одна сфера 8 образует заднюю поверхность6 прилегающую к верщине сверла, а другая 9-заднюю поверхность 7, расположенную на периферии сверла. В этом случае линия пересечения поверхностей 6 и 7 в первом приближении параллельна линии пересечения
0 задней поверхности 7 и цилиндрической поверхности сверла.
На фиг. 6 и 7 показаны разрезы режущей части сверла при рассмотренных различных расположениях сфер на сверле. Формирующие радиусы R и Rj, их расположение и
величина зависят от взаимного расположения сфер.
Сверло, задняя поверхность которого оформлена в виде двух или более сфер по сравнению со сверлом, задняя поверхность
Q которого оформлена в виде одной сферы, имеет следующие преимущества.
Обеспечивается затылование каждого зуба инструмента, что исключает интерференцию задней поверхности и поверхности резания. Обеспечивается оптимальное рас5 пределение углов на режущей части, возможно задание на главной режущей кромке нескольких значений углов ос и V.
Обеспечивается более острая поперечная кромка и угол , т. е. менее напряженные условия работы центра сверла.
Обеспечивается большее разнообразие радиусов кривизны главной режущей кромки на периферии при заданной кривизне в центре сверла, за счет чего удается получить отверстия, не имеющие заусенцев на выходе,
5 и сверлить сложные материалы.
Указанные преимущества позволяют повысить стойкость сверла и качество обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Фасонное сверло | 1979 |
|
SU1046038A1 |
| Способ заточки сверл | 1979 |
|
SU774921A1 |
| Способ двухугловой заточки сверл | 1987 |
|
SU1511078A1 |
| Спиральное сверло | 1987 |
|
SU1668053A1 |
| Способ заточки концевых инструментовпО зАдНЕй пОВЕРХНОСТи | 1979 |
|
SU844232A1 |
| Способ фасонной заточки сверла | 1979 |
|
SU831548A1 |
| Способ плоскостной заточки сверл | 1987 |
|
SU1505759A1 |
| Приспособление для плоскостной заточки сверл | 1988 |
|
SU1618588A1 |
| Способ плоскостной заточки спиральных сверл | 1988 |
|
SU1599178A1 |
| МНОГОЗАХОДНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2019 |
|
RU2739050C1 |
СВЕРЛО ФАСОННОЕ по авт. св. № 1046038, отличающееся тем, что, с целью повышения стойкости сверла и качества обработки, на задней поверхности дополнительно выполнена по меньшей мере еш.е одна сферическая заточка. S СП 00 СП о Ю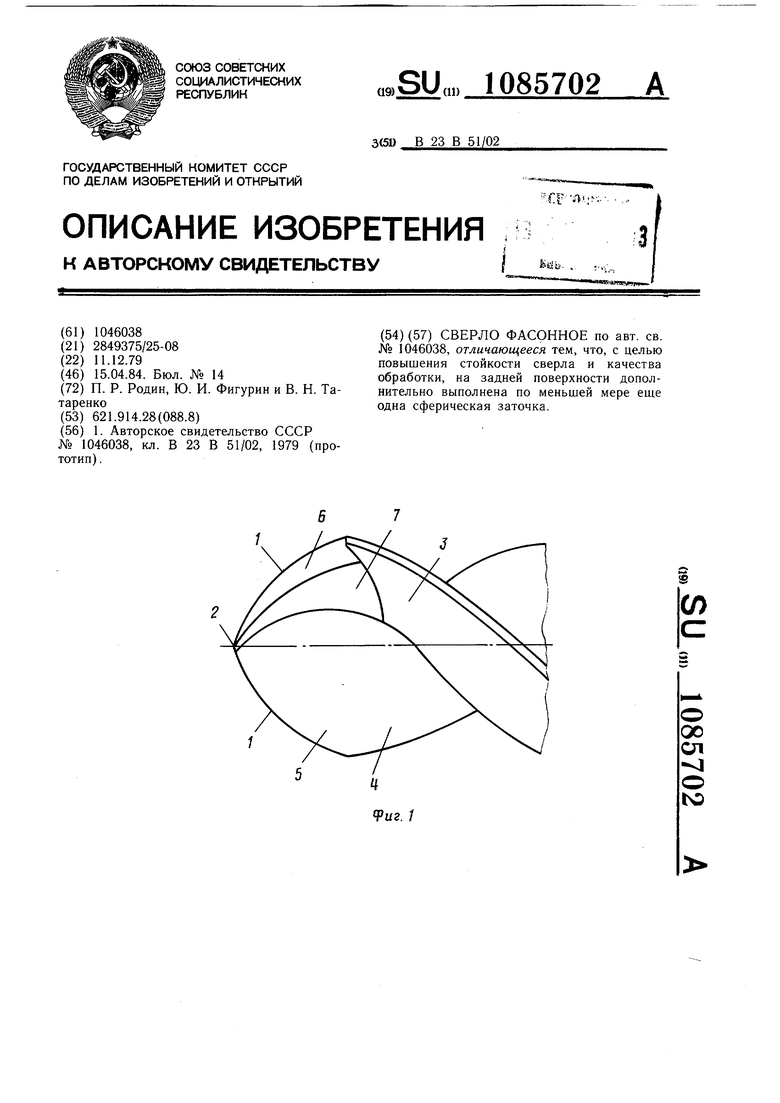
8
(Риг. 5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Фасонное сверло | 1979 |
|
SU1046038A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
