1
(21)4350630/25-08
(22)03.11.87
(46) 30.09.89. Бюл. № 36
(71)Витебское специальное конструкторское бюро зубообрабатывающих, шлифовальных и заточных станков
(72)Н.В.Москалев, В.А.Олехнович, А.М.Зиндер и В.Н.Лещев
(53)621.948.6(088.8)
(56)Станок заточной для сверл мод. ВК-95. Руководство по зксплуатации ВК-95.00.000РЭ. 1986.
(54)СПОСОБ ДВУХУГЛОВОЙ ЗАТОЧКИ СВЕРЛ
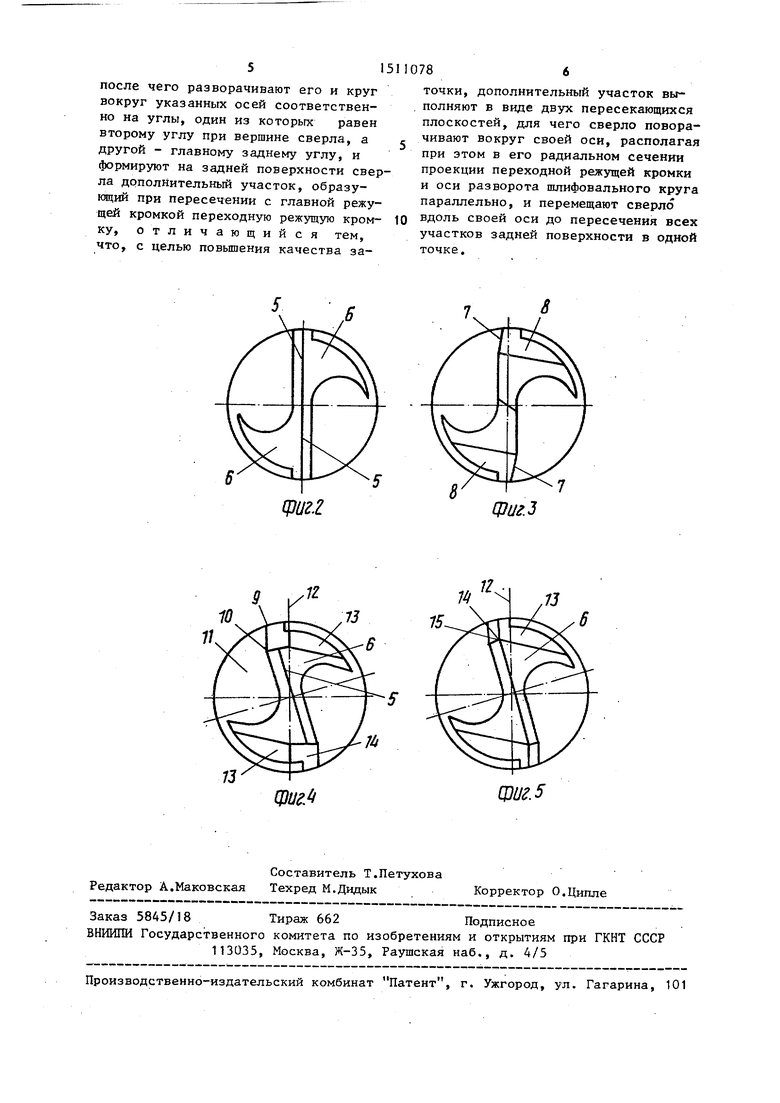
(57)Изобретение относится к станкостроению и может быть использовано
в станках для заточки сверл. Цель изобретения - повьшение качества заточки. Последовательными разворотами сверла 1 вокруг оси, перпендикулярной его оси, на углы при вершине 2tp, 2ц д и шлифовального круга 4 на
углы, равные главному и вспомогательному задним углам, вокруг оси, лежащей в торцовой плоскости круга и пересекающейся с осью сверла, формируют на задней поверхности сверла плоские участки и дополнительный участок. Для образования переходной режущей кромки сверлу сообщают перемещение вдоль его оси на расстояние а. Затем участок задней поверхности, примыкающий к переходной режзтцей кромке, формируют в виде двух пере- секающихся плоскостей. Для этого сверло 1 поворачивают вокруг своей оси и располагают проекцию переходной режущей кромки на радиальное сечение сверла параллельно проекции оси разворота шлифовального круга 4 на эту же плоскость. Затем сверлу сообщают подачу вдоль своей оси и производят съем припуска до пересечения всех участков задней поверхности в одной точке. 5 ил.
(Л
сд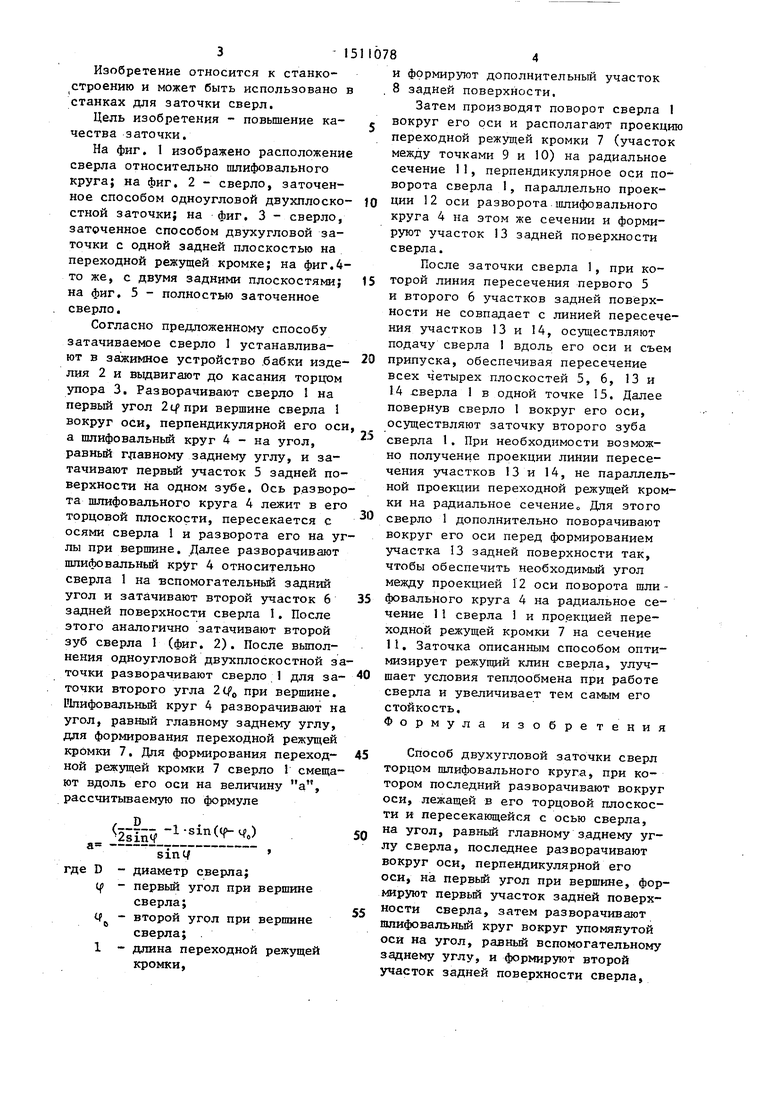
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ плоскостной заточки спиральных сверл | 1988 |
|
SU1599178A1 |
| Способ заточки сверл | 1987 |
|
SU1537478A2 |
| Способ плоскостной заточки сверл | 1987 |
|
SU1505759A1 |
| Способ двухплоскостной заточки задней поверхности режущего инструмента | 1986 |
|
SU1423353A1 |
| Приспособление для плоскостной заточки сверл | 1988 |
|
SU1618588A1 |
| Способ заточки задних поверхностей сверл | 1986 |
|
SU1414574A1 |
| СПОСОБ КОНИЧЕСКОЙ ЗАТОЧКИ РЕЖУЩЕГО ИНСТРУМЕНТА | 1971 |
|
SU315568A1 |
| УСТРОЙСТВО ДЛЯ ЗАТОЧКИ ВЕРШИНЫ СПИРАЛЬНОГО СВЕРЛА И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ | 2009 |
|
RU2459693C1 |
| Способ заточки сверл | 1979 |
|
SU774921A1 |
| Устройство для заточки спиральных сверл | 1986 |
|
SU1395463A1 |
Изобретение относится к станкостроению и может быть использовано в станках для заточки сверл. Цель изобретения - повышение качества заточки. Последовательными разворотами сверла 1 вокруг оси, перпендикулярной его оси, на углы при вершине 2 φ, 2 φ0, и шлифовального круга 4 на углы, равные главному и вспомогательному задним углам, вокруг оси, лежащей в торцовой плоскости круга и пересекающейся с осью сверла, формируют на задней поверхности сверла плоские участки и дополнительный участок. Для образования переходной режущей кромки сверлу сообщают перемещение вдоль его оси на расстояние а. Затем участок задней поверхности, примыкающий к переходной режущей кромке, формируют в виде двух пересекающихся плоскостей. Для этого сверло поворачивают вокруг своей оси и располагают проекцию переходной режущей кромки на радиальное сечение сверла параллельно проекции оси разворота шлифовального круга 4 на эту же плоскость. Затем сверлу сообщают подачу вдоль своей оси и производят съем припуска до пересечения всех участков задней поверхности в одной точке. 5 ил.
2%
00
Фи,1
3- 15
Изобретение относится к станкостроению и может быть использовано в станках для заточки сверл.
Цель изобретения - повьпиение качества заточки.
На фиг. 1 изображено расположение сверла относительно шлифовального круга; на фиг, 2 - сверло, заточенное способом одноугловой двухплоско- стной заточки; на фиг. 3 - сверло, заточенное способом двухугловой заточки с одной задней плоскостью на переходной режущей кромке; на фиг.4- то же, с двумя задними плоскостями; на фиг, 5 - полностью заточенное сверло,
Согласно предложенному способу затачиваемое сверло 1 устанавливают в зажимное устройство .бабки изделия 2 и выдвигают до касания торцом упора 3. Разворачивают сверло J на первый угол 2српри вершине сверла 1 вокруг оси, перпендикулярной его оси а шлифовальньй круг 4 - на угол, равный г савному заднему углу, и затачивают первьй участок 5 задней поверхности на одном зубе. Ось разворота шлифовального круга 4 лежит в его торцовой плоскости, пересекается с осями сверла 1 и разворота его на углы при вершине. Далее разворачивают шлифовальный круг 4 относительно сверла 1 на вспомогательный задний угол и затачивают второй участок 6 задней поверхности сверла 1. После этого аналогично затачивают второй зуб сверла 1 (фиг, 2). После вьшол- нения одноугловой двухплоскостной заточки разворачивают сверло 1 для заточки второго угла 2(/о при вершине. 1Чпифовальньй круг 4 разворачивают на угол, равный главному заднему углу, для формирования переходной режущей кромки 7, Для формирования переходной режущей кромки 7 сверло смещают вдоль его оси на величину а, рассчитьшаемую по формуле
(2Г1и- - - - sinlf где D - диаметр сверла;
(f - первый угол при вершине
сверла; if - второй угол при вершине
сверла; .
1 - длина переходной режущей кромки.
84
и формируют дополнительньй участок 8 задней поверхности.
Затем производят поворот сверла I
вокруг его оси и располагают проекцию переходной режущей кромки 7 (участок между точками 9 и 10) на радиальное сечение 11, перпендикулярное оси поворота сверла I, параллельно проекции 12 оси разворота шлифовального круга 4 на этом же сечении и формируют участок 13 задней поверхности сверла.
После заточки сверла 1, при которой линия пересечения первого 5 и второго 6 участков задней поверхности не совпадает с линией пересечения участков 13 и 14, осуществляют подачу сверла 1 вдоль его оси и съем
припуска, обеспечивая пересечение всех четырех плоскостей 5, 6, 13 и 14 сверла 1 в одной точке 15. Далее повернув сверло 1 вокруг его оси, осуществляют заточку второго зуба
сверла 1 . При необходимости возможно получение проекции линии пересечения з 1эстков 13 и 14, не параллельной проекции переходной режущей кромки на радиальное сечение Для этого
сверло 1 дополнительно поворачивают вокруг его оси перед формированием участка 13 задней поверхности так, чтобы обеспечить необходимый угол между проекцией 12 оси поворота шлифовального круга 4 на радиальное сечение 11 сверла 1 и проекцией переходной режущей кромки 7 на сечение 11, Заточка описанным способом оптимизирует режущий клин сверла, улучшает условия теплообмена при работе сверла и увеличивает тем самым его стойкость. Формула изобретения
Способ двухугловой заточки сверл торцом шлифовального круга, при котором последний разворачивают вокруг оси, лежащей в его торцовой плоскости и пересекающейся с осью сверла,
на угол, равный главному заднему углу сверла, последнее разворачивают вокруг оси, перпендикулярной его оси, на первый угол при вершине, формируют первый участок задней поверхности сверла, затем разворачивают илифовальньй круг вокруг упомянутой оси на угол, равньй вспомогательному заднему углу, и формируют второй участок задней поверхности сверла.
51
после чего разворачивают его и круг вокруг указанных осей соответственно на углы, один из которых равен второму углу при вершине сверла, а другой - главному заднему углу, и формируют на задней поверхности свер ла дополнительный участок, образу- клций при пересечении с главной режущей кромкой переходную режущую кромку, отличающийся тем, что, с целью повышения качества за10
фие.
110786
точки, дополнительный участок выполняют в виде двух пересекающихся плоскостей, для чего сверло поворачивают вокруг своей оси, располагая при этом в его радиальном сечении проекции переходной режущей кромки и оси разворота шлифовального круга параллельно, и перемещают сверло 0 вдоль своей оси до пересечения всех участков задней поверхности в одной точке.
7
7J
73
.5
