1
Изобретение относится к области шлифования и может быть использовано при заточке сверл, при котором последовательно обрабатывгиот заднюю поверхность каждого зуба сверла 5 несколькими вращающимися шлифовальными кругами, установленными на одной оси l.
Однако такой способ не позволяет получить простыми приемами наилучшие 10 режущие свойства затачиваемого сверла, так как для изменения углов на режущей части необходимо менять рабочий профиль шлифовальных кругов, а также не обеспечивает формирования 15 независимых угловна режущей части сверла изменением взаимного расположения кругов и сверла, что снижает производительность заточки.
Цель предлагаемого способа -|устра-20 нение указанного недостатка.
Цель достигается тем, что сверлу сообщают возвратно-поступательное перемещение, а поворот сверла осуществляют в нерабочей зоне в его 25 осевой плоскости, которую располагают параллельно или под углом к оси кругов.
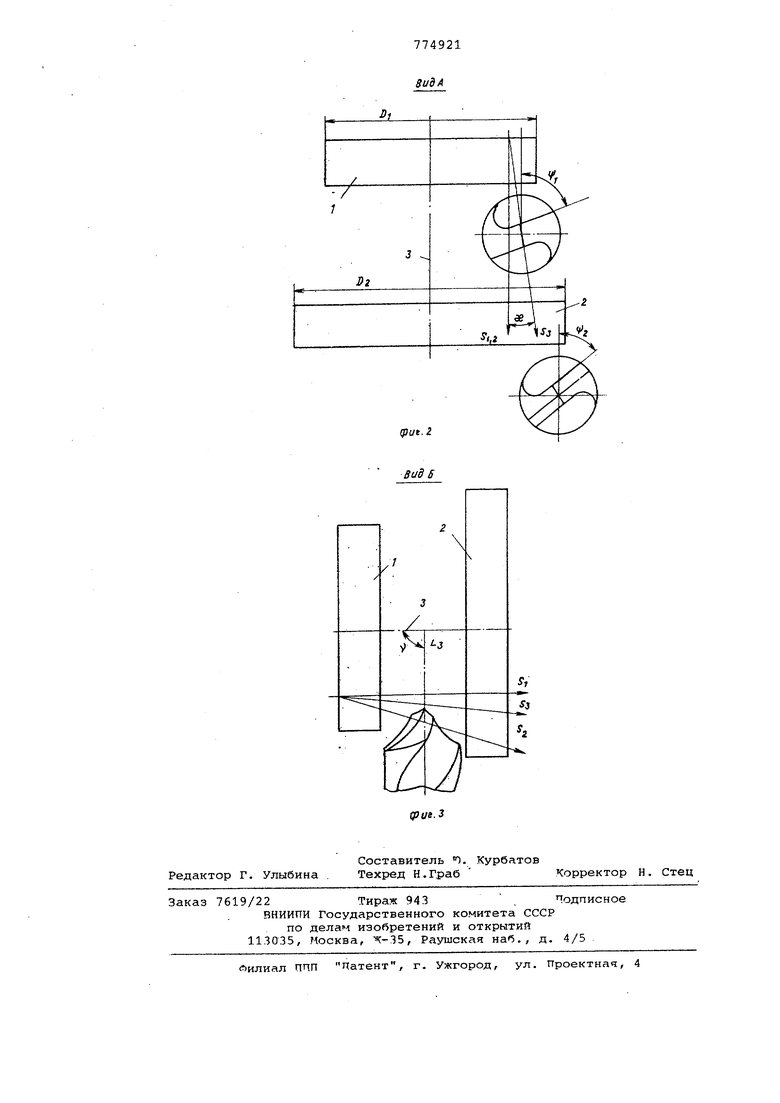
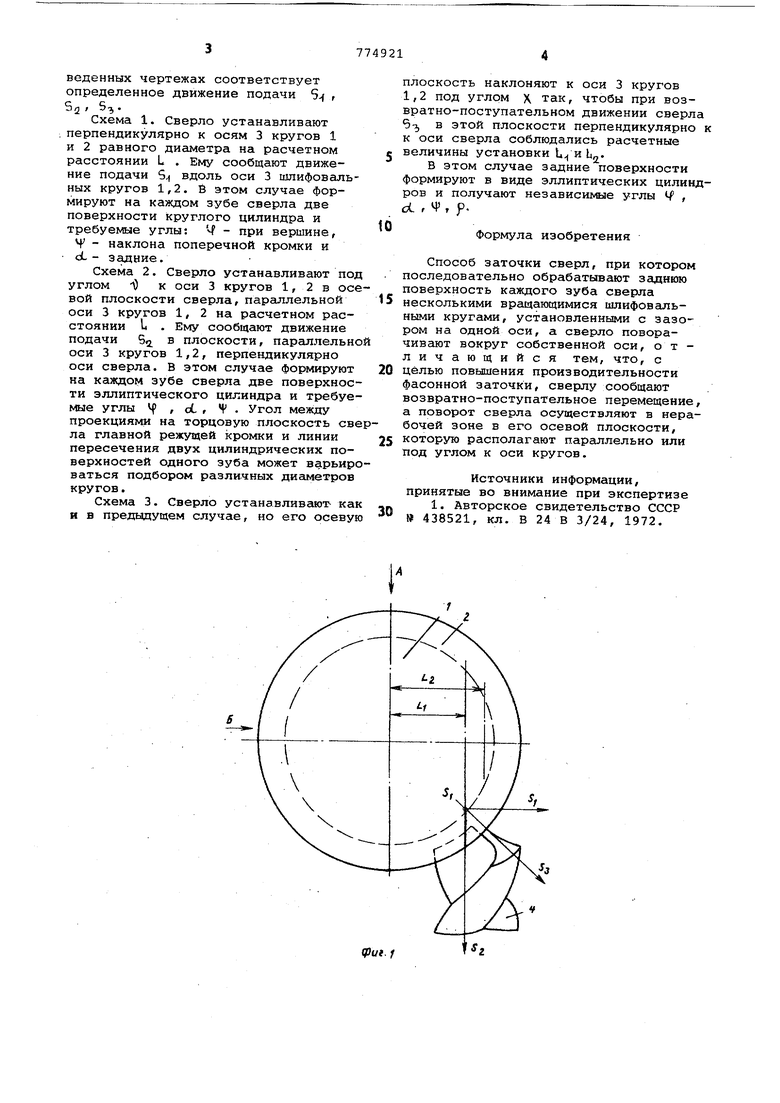
На фиг. 1 показана схема заточки сверла; на фиг. 2 - вид по стрелке 30
А на фиг.1/ на фиг. 3 - вид по стрелке Б на фиг.1.
Заточка производится двумя шлифовальными кругами 1, 2, имеющими цилиндрическую, коническую или любую другую поверхность вращения. Круги располагают на одной оси 3 на заданном расстоянии друг от друга. При возвратно-поступательном движении подачи S затачивают один зуб сверла, далее после деления сверла на 180 затачивают его другой зуб. В процессе заточки одного зуба сверло устанавливают относительно своей оси на угол S и шлифуют кругом 1 первую цилиндрическую поверхность. Между кругами сверло доворачивгиот относительно своей оси до второго установочного угла и шлифуют кругом 2 вторую цилиндрическую поверхность. Ч и Vj - углы между проекциями главной режущей кромки и образующих цилиндрических поверхностей на плоскость, перпендикулярную к оси сверла.
При таком способе возможно осуществление трех схем установки и относительного движения сверла 4 и кругов 1 и 2. Кёокдой схеме на приведенных чертежах соответствует определенное движение подачи 5-f г
Q / S-j
Схема 1. Сверло устанавливают перпендикулярно к осям 3 кругов 1 и 2 равного диаметра на расчетном расстоянии L . Ему сообщают движение подачи 5 вдоль оси 3 шлифовальных кругов 1,2. б этом случае формируют на каждом зубе сверла две поверхности круглого цилиндра и требуемые углы: - - при вершине, Y - наклона поперечной кромки и dL - задние.
Схема 2. Сверло устанавливают под углом л) к оси 3 кругов 1,2 в осевой плоскости сверла, параллельной оси 3 кругов 1, 2 на расчетном расстоянии L . Ему сообщают движение подачи 5,2. плоскости, параллельной оси 3 кругов 1,2, перпендикулярно оси сверла. В этом случае формируют на каждом зубе сверла две поверхности эллиптического цилиндра и требуемые углы Ц , оС , Ч . Угол между проекцияш на торцовую плоскость сверла главной режущей кромки и линии пересечения двух цилиндрических поверхностей одного зуба может варьироваться подбором различных диаметров кругов.
Схема 3. Сверло устанавливают как и в предыдущем случае, но его осевую
плоскость наклоняют к оси 3 кругов 1,2 под углом X так, чтобы при возвратно-поступательном движении сверла 6т, в этой плоскости перпендикулярно к к оси сверла соблюдались расчетные величины установки L и Ц.
В этом случае задние поверхности формируют в виде эллиптических цилиндров и получают независимые углы if , оС г Ф, р.
Формула изобретения
Способ заточки сверл, при котором последовательно обрабатывают заднюю поверхность каждого зуба сверла несколькими вреидающимися шлифовальными кругами, установленными с зазором на одной оси, а сверло поворачивают вокруг собственной оси, отличающийся тем, что, с целью повышения производительности фасонной заточки, сверлу сообщают возвратно-поступательное перемещение а поворот сверла осуществляют в нерабочей зоне в его осевой плоскости, которую располагают параллельно или под углом к оси кругов.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 438521, кл. В 24 В 3/24, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ заточки сверл | 1978 |
|
SU878506A2 |
| Способ фасонной заточки сверла | 1979 |
|
SU831548A1 |
| Способ заточки сверл | 1979 |
|
SU848291A1 |
| Устройство для заточки сверл | 1980 |
|
SU933391A1 |
| Способ заточки сверл | 1983 |
|
SU1162572A1 |
| Способ заточки сверл | 1983 |
|
SU1162573A1 |
| Способ заточки сверл | 1978 |
|
SU753605A1 |
| СПОСОБ ЗАТОЧКИ СВЕРЛ ДВУМЯ ШЛИФОВАЛЬНЫЛИБКБЛИОГ;:гIКРУГАМИ~--~—^J | 1973 |
|
SU374151A1 |
| Устройство для заточки сверл | 1983 |
|
SU1151427A2 |
| Способ заточки спиральных сверл по задней поверхности режущих перьев | 1959 |
|
SU128321A1 |