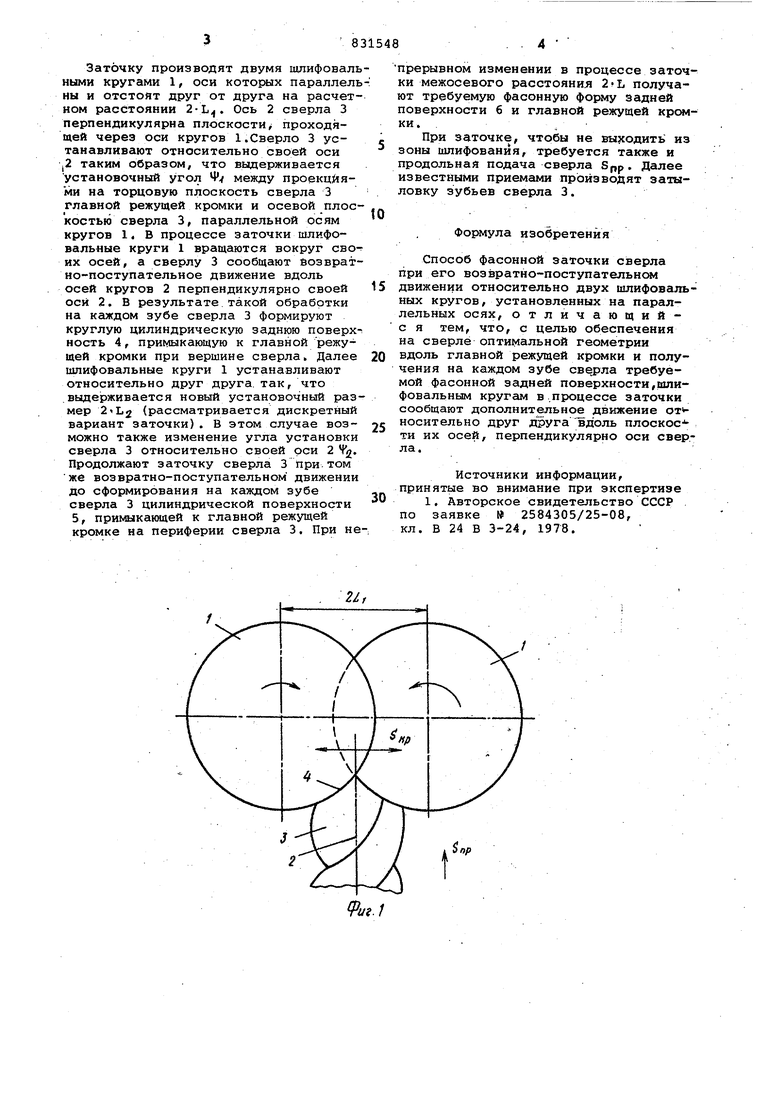
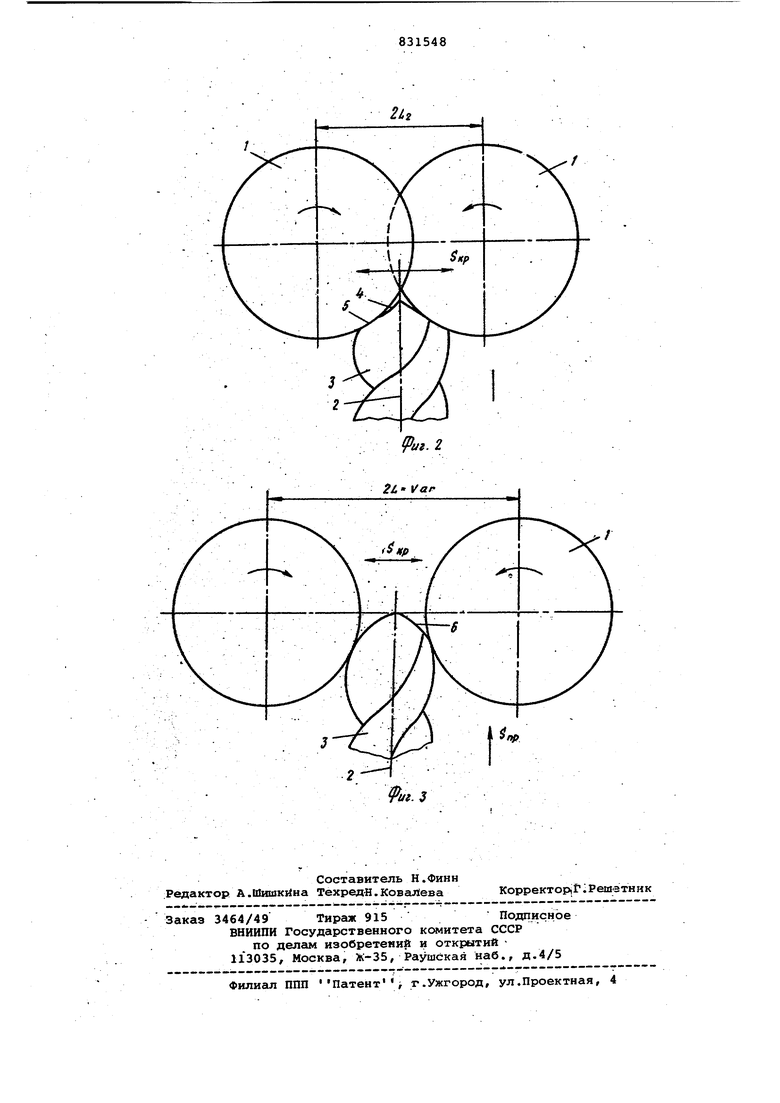
(54) СПОСОБ ФАСОННОЙ ЗАТОЧКИ СВЕРЛА Заточку производят двумя шлифоваль ными кругами 1, оси которых параллель ны и отстоят друг от друга на расчетном расстоянии 2-L. Ось 2 сверла 3 перпендикулярна плоскости проходящей через оси кругов 1.Сверло 3 устанавливают относительно своей оси j2 таким образом, что выдерживается установочный угол Ф между проекциями на торцовую плоскость сверла 3 главной режущей кромки и осевой плоскостью сверла 3, параллельной осям кругов 1. В процессе заточки шлифовальные круги 1 вращаются вокруг сво их осей, а сверлу 3 сообщают возвратно-поступательное движение вдоль осей кругов 2 перпендикулярно своей оси 2. В результате.такой обработки на каждом зубе сверла 3 формируют круглую цилиндрическую заднюю поверхность 4, примыкающую к главной режущей кромки при вершине сверла. Далее шлифовальные круги 1 устанавливают относительно друг друга так, что .выдерживается новый установочный раз мер 2L2 (рассматривается дискретный вариант заточки). В этом случае возможно также изменение угла установки сверла 3 относительно своей оси 2 . Продолжают заточку сверла 3 При том же возвратно-поступательном движении до сформирования на каждом зубе сверла 3 цилиндрической поверхности 5, примыкающей к главной режущей кромке на периферии сверла 3, При не прерывном изменении в процессе заточки межосевого расстояния получают требуемую фасонную Форму задней поверхности 6 и главной режущей кромки. При заточке, чтобы не выходить из зоны шлифования, требуется также и продольная подача сверла . Далее известными приемами производят затыловку зубьев сверла 3. Формула изобретения Способ фасонной заточки сверла при его возвратно-поступательн 1 движении относительно двух шлифовальных кругов, установленных на параллельных осях, отличающийс я тем, что, с целью обеспечения на сверле оптимальной геометрии вдоль главной режущей и получения на каждом зубе сверла требуемой фасонной задней поверхности,шлифовальным кругам в .процессе заточки сообщают дополнительное движение от носительно друг друга вдоль плоскоети их осей, перпендикулярно оси сверла. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2584305/25-08, кл. В 24 В 3-24, 1978.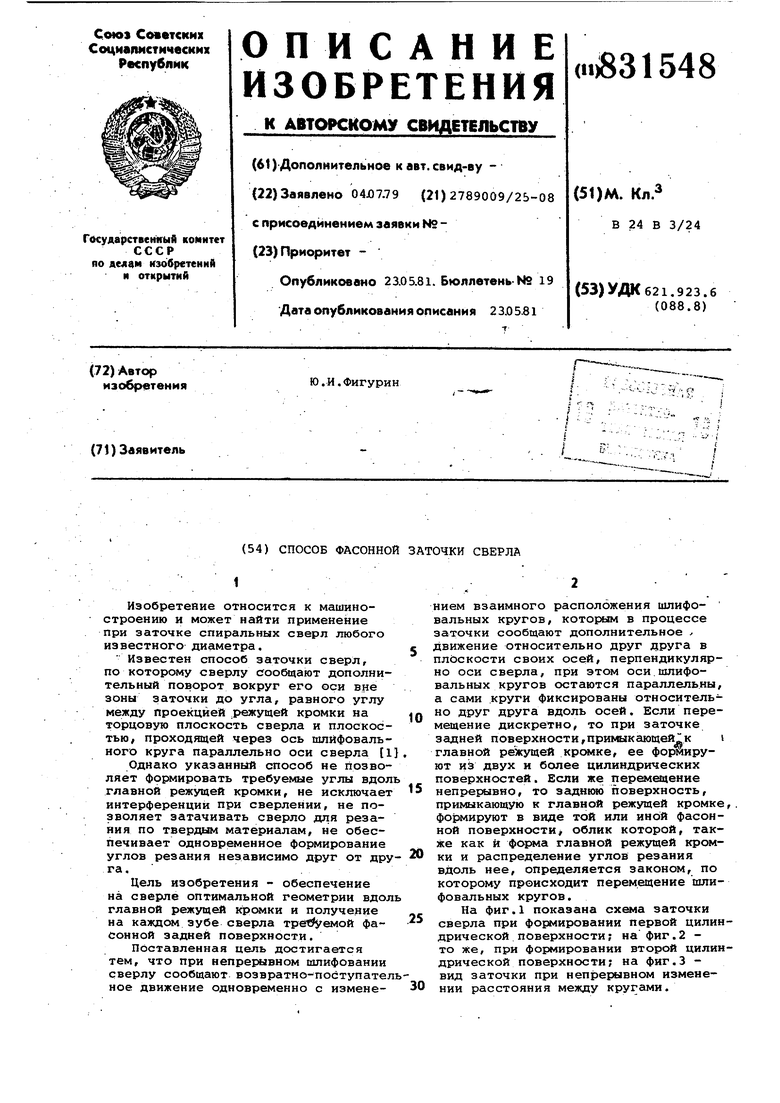
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ заточки сверл | 1979 |
|
SU774921A1 |
| Способ заточки сверл | 1978 |
|
SU878506A2 |
| Способ заточки сверл | 1979 |
|
SU848291A1 |
| Способ заточки сверл | 1983 |
|
SU1162573A1 |
| Способ заточки сверл | 1983 |
|
SU1162572A1 |
| Устройство для заточки сверл | 1980 |
|
SU933391A1 |
| Способ фасонной заточки спиральных сверл | 1960 |
|
SU147929A1 |
| Способ заточки спиральных сверл | 1970 |
|
SU476137A1 |
| Способ двухугловой заточки сверл | 1987 |
|
SU1511078A1 |
| Способ заточки сверл | 1978 |
|
SU709333A1 |
пр
2i. Var
