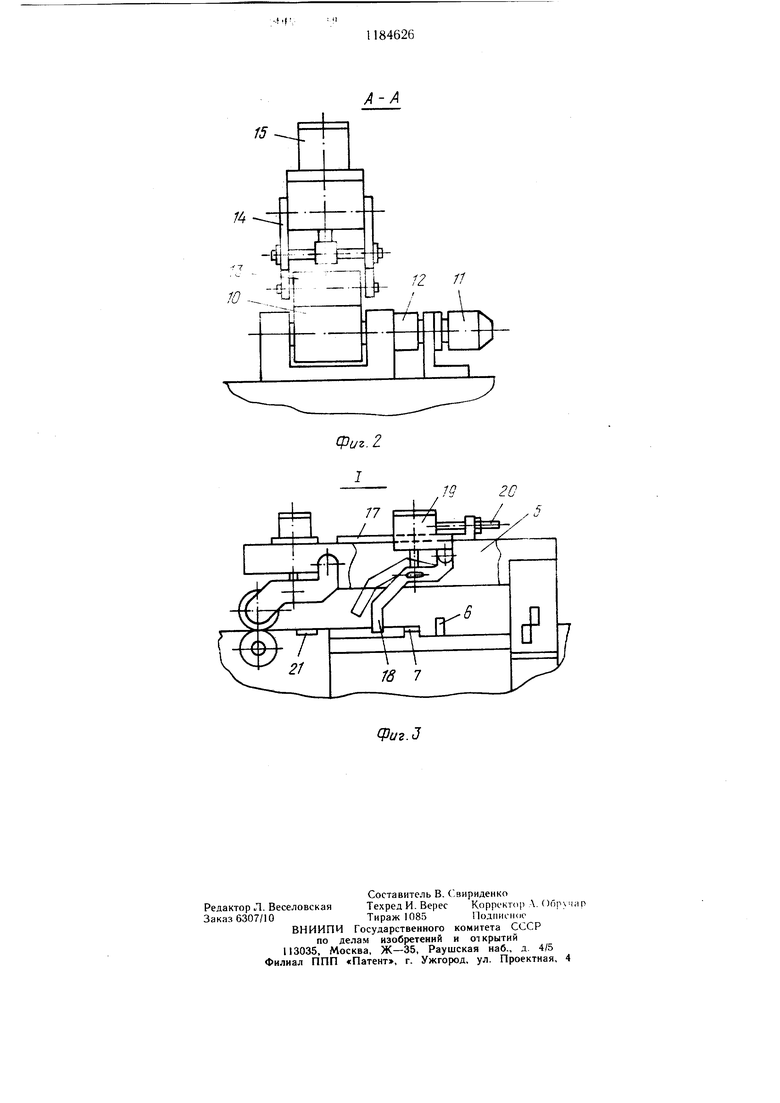
Изобретение относится к оборудованию для обработки металлов давлением и может быть использовано для поперечной резки рулонной стали при изготовлении магнитопроводов трансформаторов. Целью изобретения является повышение производительности автоматической линии поперечного раскроя рулона. На фиг. 1 изображена автоматическая линия поперечного раскроя рулона, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел 1 на фиг. 1. Авто.матичёская линия поперечного раскроя рулона содержит разматывающее устройство 1, на котором устанавливается рулон, механизм 2 валковой подачи, предназначенный для подачи полосы, поворотные гильотинные ножницы 3, на которых осуществляется порезка полосы на пластины с прямоугольным и косоугольным резом, неповоротные гильотинные ножницы 4, на станине которых установлена консоль 5, и самоустанавливающийся упор 6 с датчиком 7 перед ним. Неповоротные гильотинные ножницы 4 предназначены для обрезки острого угла («уса) пластины. Линия снабжена механизмом 8 сброса пластин и расположенными по обе стороны линии столами 9 для приема и стапелирования пластин. Перед самоустанавливающимся упором 6 неповоротных ножннй 4 установлен механизм досылки полосы, выполненный в виде пары валков: приводного валка 10, связанного с приводом 11 посредством фрикционной регулируемой муфты 12, и прижимного валка 13, установленного на рычаге 14, который шарнирно закреплен на консоли 5 и связан с приводо.м 15 вертикального перемеп1ения, выполненным в виде пневмоцилиндра. Перед поворотными ножницами 3 установлено тормозное устройство 16. На направляющих 17 (фиг. 3) консоли 5 установлен дополнительный упор 18, выполненный в виде подвижного рычага, щарнирно закрепленного на корпусе привода 19 вертикального перемещения, выполненного в виде пневмоцилиндра и связанного с его П1ТОКОМ. Дополнительный упор 18 распо.ложен .между механизмом досылки полосы и самоустанавливающимся упором 6. Положение дополнительного упора 18 на консоли 5 обеспечивается механизмом 20 перемещения. Автоматическая линия поперечного раскроя рулона работает следующим образом. Перед включением линии рулон устанавливают на разматывающее устройство 1 и конец полосы вводят в валки механизма 2 валковой подачи. Неповоротные гильотинные ножницы 4 совместно с самоустанавливающимся упором 6, дополнительным упором 18, приводным валком 10 и прижимным валком 13 механизма досылки полосы перемещают по направляющим относительно поворотных ножниц 3 и устанавливают в соответствии с требуемой длиной отрезаемой пластины. Затем подравнивают переднюю кромку полосы, обрезав концы полосы на поворотных гильотинных ножницах 3. Установив на пульте управления (не показан) требуемый режим работы линии, включают ее. Механизм 2 валковой подачи подает полосу, передний край которой проходит над бесконтактным датчиком 21, который выдает команду на отключение механизма 2 валковой подачи и одновременно на выключение механизма досылки полосы и тормозного устройства 16. При этом происходит захват передней кромки полосы валками 10 и 13 и досылание ее к упору 6 в тянущем режиме. Для предупреждения деформирования передней кромки полосы при контакте последней с упором приводной валок 10 связан с приводом 11 посредством фрикционной регулируемой муфты 12. Фрикционная регулируемая муфта 12 настраивается на момент, усилие которого обеспечивает надежную досылку полосы к упору и исключает деформацию передней ее кромки при контакте с упором. Натяжение полосы обеспечивается тормозным устройством 16. При подходе передней кромки полосы к упору 6 срабатывает датчик 7, который дает команду поворотным и неповоротным гильотинным ножницам на отрезку пластины и подрезку «уса одновременно. Затем следует команда на включение механизма 8 сброса пластин, который сбрасывает пластину на один из столов 9. После этого автоматически включается механизм валковой подачи 2, т.е. начинается следующий цикл. Возможность получения в следующем цикле пластины укороченной длины обеспечивается включением в работу дополнительного упора 18. В этом случае передняя кромка движущейся полосы встречается с дополнительным упором 18, который выдвинут по отношению к самоцентрирующемуся упору 6. Затем происходит отрезка пластины укороченной длины и сброс ее на стол 9 с противоположной стороны линии, т. е. пластины в зависимости от длины укладываются на разные столы. Схема включения дополнительного упора 18 выполнена таким образом, что он включается через цикл, в результате чего обрезаются пластины разной длины. Необходимая длина укороченной пластины устанавливается перемещением дополнительного упора 18 по направляющим 17 при помощи механизма 20 перемещения. Использование изобретения позволяет повысить производительность автоматической линии поперечного раскроя рулона.
дг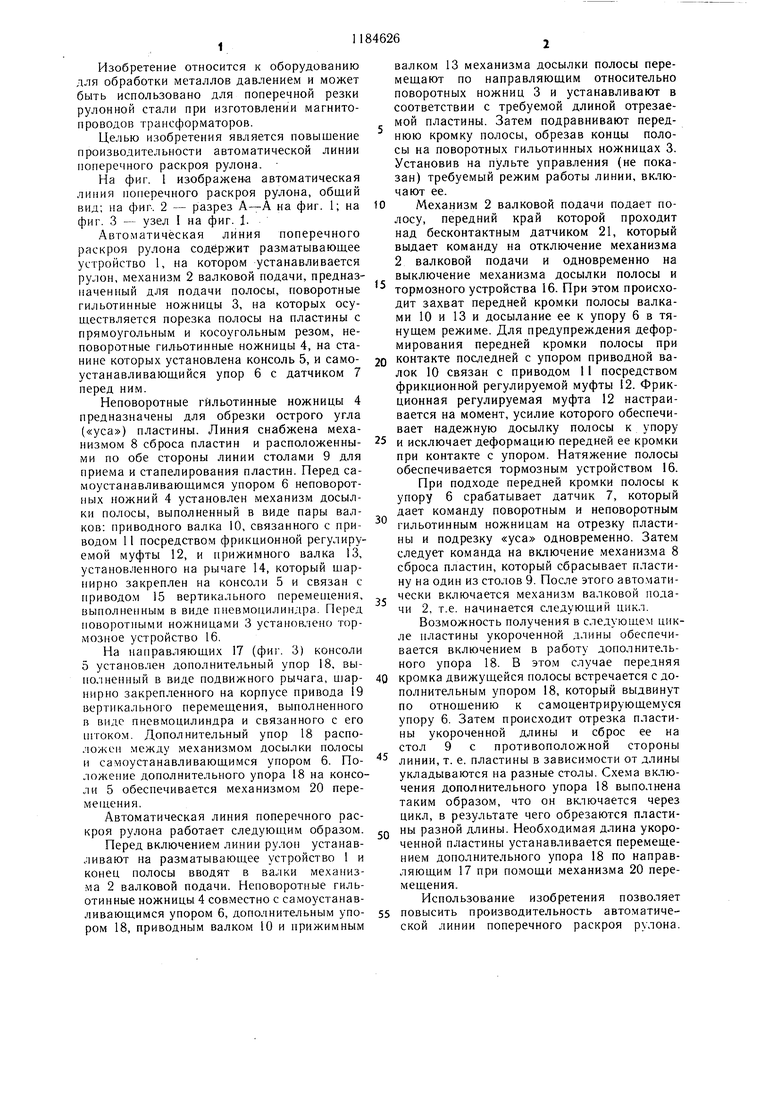
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия поперечного раскроя рулонного материала на пластины | 1983 |
|
SU1118493A1 |
| Автоматическая линия поперечного раскроя рулона | 1974 |
|
SU512870A1 |
| Линия поперечного раскроя рулонного материала | 1984 |
|
SU1232399A1 |
| Автоматическая линия резки рулонного материала | 1985 |
|
SU1360921A1 |
| Линия для раскроя листового проката | 1980 |
|
SU1085708A2 |
| Установка для раскроя листового материала | 1978 |
|
SU774833A1 |
| Автоматическая линия раскроя листового материала на прямоугольные заготовки | 1979 |
|
SU872056A1 |
| Автоматическая линия для раскроя рулонного материала на длинномерные заготовки с непараллельными боковыми кромками | 1977 |
|
SU737142A1 |
| Устройство для подачи листового материала | 1977 |
|
SU733890A1 |
| Автоматическая линия для раскроя рулонного материала на длинномерные заготовки с непараллельными боковыми кромками | 1976 |
|
SU904924A1 |
АВТОМАТИЧЕСКАЯ ЛИНИЯ ПОПЕРЕЧНОГО РАСКРОЯ РУЛОНА, включающая разматывающее устройство, механизм валковой подачи, поворотные и неповоротные гильотинные ножницы с консолью, самоустанавливающийся упор с датчиком, устройство сброса пластин, столы для их приема и стапелирования, отличающаяся тем, что, с целью повышения производительности, она снабжена механизмом досылки полосы, расположенным перед самоустанавливающимся упором и выполненным в виде пары валков, нижний из которых соединен с приводом, а верхний подпружинен и установлен с возможностью вертикального перемещения, и тормозным устройством и дополнительным упором, при этом тормозное устройство расположено перед поворотными гильотинными ножницами, а дополнительный упор расположен на консоли между механизмом досылки полосы и самоустанавливающимся упором и выполнен в виде рычага, установленного с возможностью перемещения перпендикулярно направлению а движения полосы. АI пУ/ ю X 00 г 4: О) tc О5 3 ; 7 
/$ 20
Vuz.J
| Авторское свидетельство СССР ,№ 512870, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
