Центратор 22 устанавливают так, чтобы расстояние от его центра до оси 3 равнялось радиусу кривизны собираемого отвода R. Ползуны 5 и 6 устанавливают так, чтобы расстояния от захватов 7 и 8 до оси 3 были равны R ± , где D - диаметр собираемого отвода. Опорную платформу 13 смещают в крайнее правое положение и на поворотную площадку 16 устанавливают первую секцию собираемого отвода. ПоложеНа фиг.1 изображено устройство, общий „„ секции на поворотной площадке фиксируется подвижными призмами 18. Поворачивая площадку 16, корректируют положение этой секции и фиксатором 17 закрепляют ее в трубемом положении. Перемещая опорную платформу 13 приводной
Изобретение относится к устройствам для сборки под сварку секционных отводов труб и может быть использовано в различных областях мащиностроения.
Целью изобретения является повьпиение производительности путем уменьщения вспомогательного времени и расщирение технологических возможностей.
вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1.
Устройство для сборки под сварку содержит смонтированную на основании 1 опору 2, на которой с возможностью враще- 15 звездочкой 14 и поворачивая ее цилиндром ния относительно горизонтальной оси 3 уста-12, эту секцию вводят в центратор 22 и
новлен рычаг 4, снабженный противовесом совмещают ее продольную ось с центром это- и уравновещенный относительно его оси вра- го центратора. Поднимают собачку 21 и щения 3. На этом рычаге, как на направ- поворачивают рычаг 4 по часовой стрелке ляющей, установлены ползуны 5 и 6, снаб- до -упора в верхний торец секции и соединяют ее с рычагом захватами 7 и 8. Цилиндром 12 поворачивают опорную платформу 13 вместе с секцией и рычагом 4 до совмещения нижнего торца секции с плоскостью центратора 22. Цилиндром 12 опусрый выполнен в виде силового цилиндра 12, 25 кают опорную платформу 13, при этом по- щарнирно соединенного с опорой 2 и на- ложение секции отвода вместе с рычагом 4 правляющей 11. Б этой направляющей с воз- фиксируется собачкой 21. Смещают опорную можностью продольного перемещения уста-платформу 13 в крайнее правое положение,
новлена опорная платформа 13, которая устанавливают на поворотную площадку 16 снабжена приводом продольного перемеще- вторую секцию и, перемещая ее аналогич- ния, выполненным, например, в виде уста- 30 ным образом, совмещают стыкуемые торцы
женнь е соответственно дистанционно управляемыми захватами 7 и 8, а также фиксаторами 9 и 10. К опоре 2 соосно с рычагом 4 присоединена направляющая 11, снабженная приводом шагового поворота, котоновленной на этой платформе приводной звездочки 14, взаимодействующей с цепью 15, закрепленной на направляющей 11. Кроме того, опорная платформа 13 снабжена поворотной площадкой 16 с фиксатором 17. На
этих секций. После подгонки и калибровки при помощи центратора 22 состыкованные секции прихватывают электросваркой. Аналогичным образом состыковывают следующие секции до окончания сборки отвода.
Устройство для сборки под сварку преиповоротной площадке установлены подвиж- 35 После съема отвода весь цикл повторяют, ные призмы 18. Поворотная площадка 16
расположена таким образом, что ее опорнаяФормула изобретения
поверхность 19 проходит через ось 3. Рычаг 4 снабжен фиксатором его положения относительно опоры 2. Этот фиксатор выполнен в о мущественно секционных отводов труб, со- виде установленного на рычаге 4 храпо- держащее смонтированные на основании вого сектора 20, взаимодействующего с под- опору, щарнирно смонтированный на опоре
рычаг с захватами для секций, направляющую для подачи секций и центратор, отличающееся тем, что, с целью повышения производительности путем уменьщения вспомогательного времени и расщирения технопружиненной собачкой 21, установленной на опоре 2. Это храповое соединение обеспечивает свободный поворот рычага 4 против часовой стрелки и препятствует его повороту в противоположном направлении. Расположенный в горизонтальной плоскости, проходящей через ось 3, центратор 22 со стойками 23 установлен на основании 1 с возможностью перемещения по этому основанию.
Устройство работает следующим образом.
45
логических возможностей, направляющая для подачи секций смонтирована на опоре соосно рычагу с возможностью шагового поворота относительно опоры и рычага и снабжена опорной платформой с поворотной площадкой для секций.
устанавливают на поворотную площадку 16 вторую секцию и, перемещая ее аналогич- ным образом, совмещают стыкуемые торцы
этих секций. После подгонки и калибровки при помощи центратора 22 состыкованные секции прихватывают электросваркой. Аналогичным образом состыковывают следующие секции до окончания сборки отвода.
После съема отвода весь цикл повторяют,
Устройство для сборки под сварку преищественно секционных отводов труб, со- жащее смонтированные на основании ру, щарнирно смонтированный на опоре
логических возможностей, направляющая для подачи секций смонтирована на опоре соосно рычагу с возможностью шагового поворота относительно опоры и рычага и снабжена опорной платформой с поворотной площадкой для секций.
.2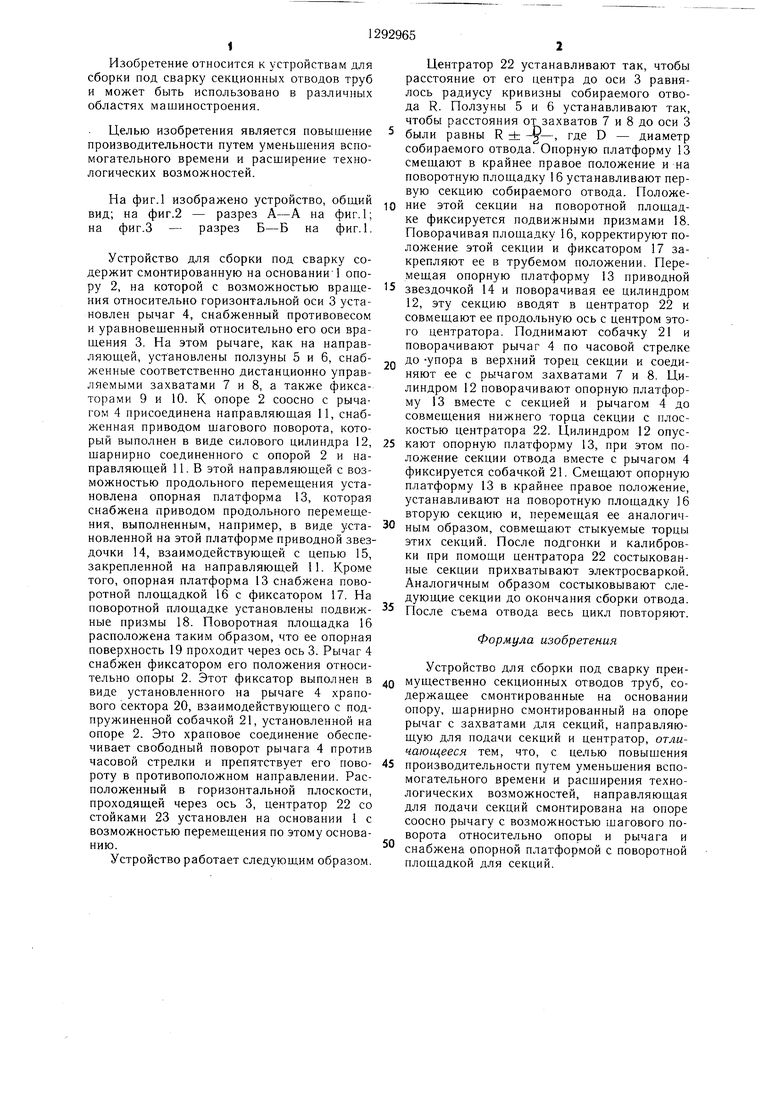
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сборки и сварки секционных отводов | 1987 |
|
SU1496978A1 |
| Монтажная платформа для сборки и разборки опорных колонн плавучих буровых установок | 1982 |
|
SU1038466A1 |
| Поточная линия для изготовления сварных конструкций | 1978 |
|
SU770715A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| 1 ЬС^СОЮЗНАП | 1973 |
|
SU380743A1 |
| Устройство для сборки секции стоек | 1990 |
|
SU1785942A1 |
| ДВУХЪЯРУСНЫЙ СТАН для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ НЗДЕЛИЙВСЕСОЮЗНАЯliAKHTBO^T^KliH'infAfБИБЛИОТЕКА | 1971 |
|
SU306002A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ СЕКЦИОННЫХ ОТВОДОВ ТРУБОПРОВОДОВ | 2004 |
|
RU2271268C2 |
| Линия для изготовления цилиндрических емкостей | 1985 |
|
SU1355422A1 |
| Устройство для сборки буровых долот | 1980 |
|
SU901454A1 |

Изобретение относится к устройствам для сборки под сварку секционных отводов труб и может быть использовано в различных областях машиностроения. Целью изобретения является повышение производительности путем уменьшения вспомогательного времени и расширение технологических возможностей. На опоре 2 соосно смонтированы рычаг 4 с захватами 7 и 8 для секций и направляющая (Н) 11 для подачи секций в центратор 22. Очередная секция подается по Н 11 под центратор 22, стыкуется с секцией, закрепленной в захватах 7 и 8, центрируется и прихватывается. По Н И собранная часть поднимается до совмешения нижнего торца с плоскостью центрирования. Затем Н 11 опускается и цикл повторяется. 3 ил. 2 1 (Л N3 СО rsD СО Oi 01
Риг.З
| Поточная линия для сборки и сварки металлоконструкций | 1976 |
|
SU725856A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
