о
00 СП
00 00
| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейерная линия для изготовления многослойных строительных изделий | 1982 |
|
SU1126443A2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ С КРИВОЛИНЕЙНОЙ ПОВЕРХНОСТЬЮ | 1998 |
|
RU2134636C1 |
| Форма для изготовления многослойных изделий | 1978 |
|
SU789274A1 |
| Конвейерная линия для изготовленияМНОгОСлОйНыХ СТРОиТЕльНыХ издЕлий | 1979 |
|
SU802028A1 |
| Кантователь в технологической линии | 1987 |
|
SU1491726A1 |
| Форма для изготовления многослойных изделий | 1983 |
|
SU1096109A1 |
| Установка для формования объемных элементов и арматурный каркас для объемных элементов | 1981 |
|
SU996196A1 |
| МНОГОМЕСТНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ИЗДЕЛИЙ | 1993 |
|
RU2092310C1 |
| ФОРМА ДЛЯ ВОЗВЕДЕНИЯ МОНОЛИТНЫХ СТЕН | 1969 |
|
SU249248A1 |
| СТЕНД-УСТРОЙСТВО, УСТРОЙСТВО ЗАЖИМА, МЕХАНИЗМ ЛОКАЛЬНОЙ ГИБКИ НЕМТИНА В.Ф. И СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ С ИХ ИСПОЛЬЗОВАНИЕМ | 2006 |
|
RU2320441C1 |
I. ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ по авт. св. № 789274, отличающаАся тем, что, с целью снижения трудоемкости и удобства эксплуатации, каждая полуформа снабжена съемным накрывным щитом с пустотелыми балками и размещенными в них механизмами установки и фиксации элементов гибких связей формуемых изделий. 2. Форма по п. 1, отличающаяся тем, что днище каждой пустотелой балки выполнено с упорами и углублениями, в которых образованы горизонтальные прорези для прохода элементов гибких связей формуемого изделия, а механизмы установки и фиксации элементов гибких связей формуемого изделия - в виде Г-образных пластин, горизонтальных штанг со сблокированными попарно фиксирующими щайбами и прижимными рычагами, установленными на одном из торцов пустотелых балок и шарнирно связанными с горизонтальными штангами, причем стойки Г-образных пластин шарнирно смонтированы на внутренней поверхности продольных стенок пустотелых балок и размещены между фиксирующими шайбами каждой пары.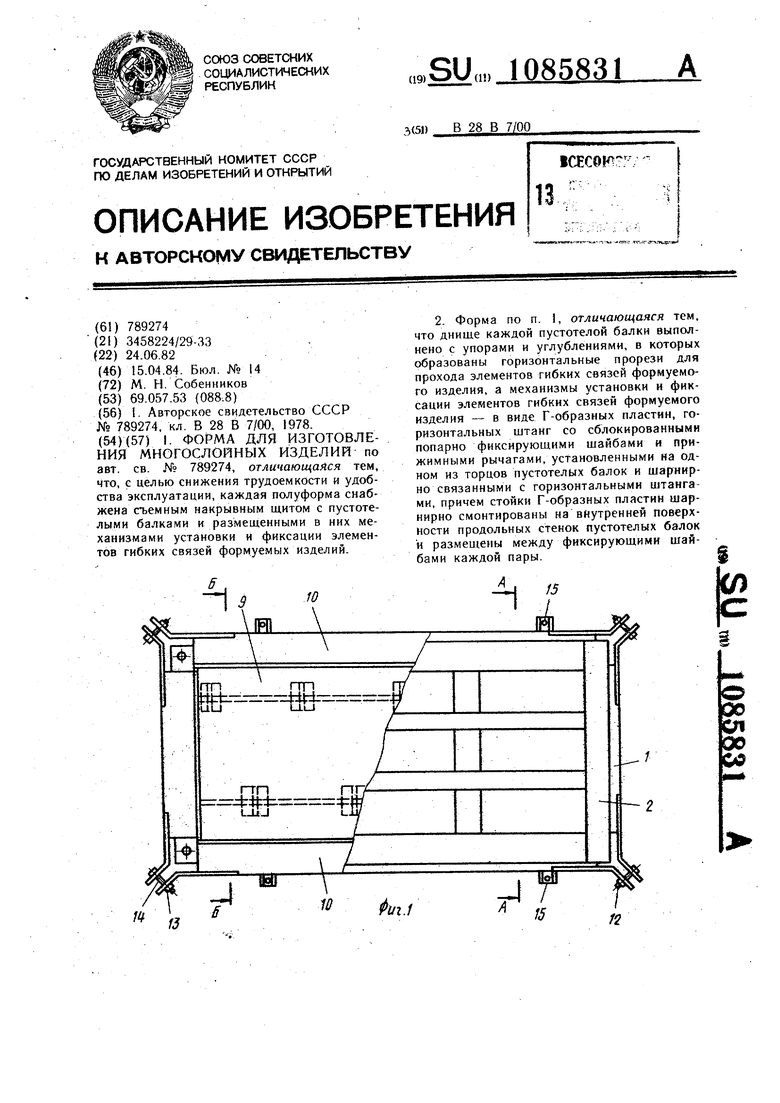
W
f3
п
И:юбретение относится к iiju)ii.if;(,;iTii изделий c6opt oro бсгоиз к isc. ie:v,)6{Tniin.
По основному авт. сн/.Мо /89274 известна форма для изготопления многослойных изделий, содержащая две гюлуформы с откидными бортами; ирижнмиымн устройствами и фиксаторами в виде стоек с неятрирующими выступами на одной ид 1тлуму(гг и выемками на другой, причем суммарная дл1И1а контактирующих между cofiofi стоок полуформ превышает суммаргую высоту бортов последних jl|,
Медостатками указанной формы являются больи1ая трудоемкость и неудобство обслуживания.
Цель изобретения - снижение трудоеткости и удобство эксПьПуатаиии.
Указанная цель достигается тем, что к форме для изгoтoвJicнuя (;гослойных изделий, содержа дей две нолусрорлпз) с откидными бортам), прнжил 1ымн ycTpoiicTBaMH и фиксаторами в ви.де стоек .с иегггриругощимн выступами на одной кз по.|уфор.м и выемками на другой, прнчем сумма)кая длима контактирующих между собой стоек стыкуемых полуформ превышает суммарную высоту бортов последних, каждая полудтрма снабжена съели ым накрьш1 ьпи щитом с пустотелыми балками и размегцениымн в них механизмагли установки и фиксации элементов гибки.х сзязей формуемых изделий.
Кроме того, днище каждой путотелой балки выполнено с упорами и углублениями, в которых образованы горизонтальные прорези для прохода элементов гибких саязей формуемого изделия, а механизмы установки и фиксации элементов гибких связен формуемого изде.иш - з виде Г-образньгх п,ластин, горизонтальных штанг со сблокированными понарио фиксирующими илайбами и прижимными рычагами, установленными на одном из торцов пустотелых балок и шарнирно связанными с горизомталь.чымй штангами, причем стойки Г-образных, пластин шарнирно смонтированы иэ .BHVTре шей поверхности продо-пькых стенок rivcтотелых балок н размещены между фиксирующими шайбами каждой пары.
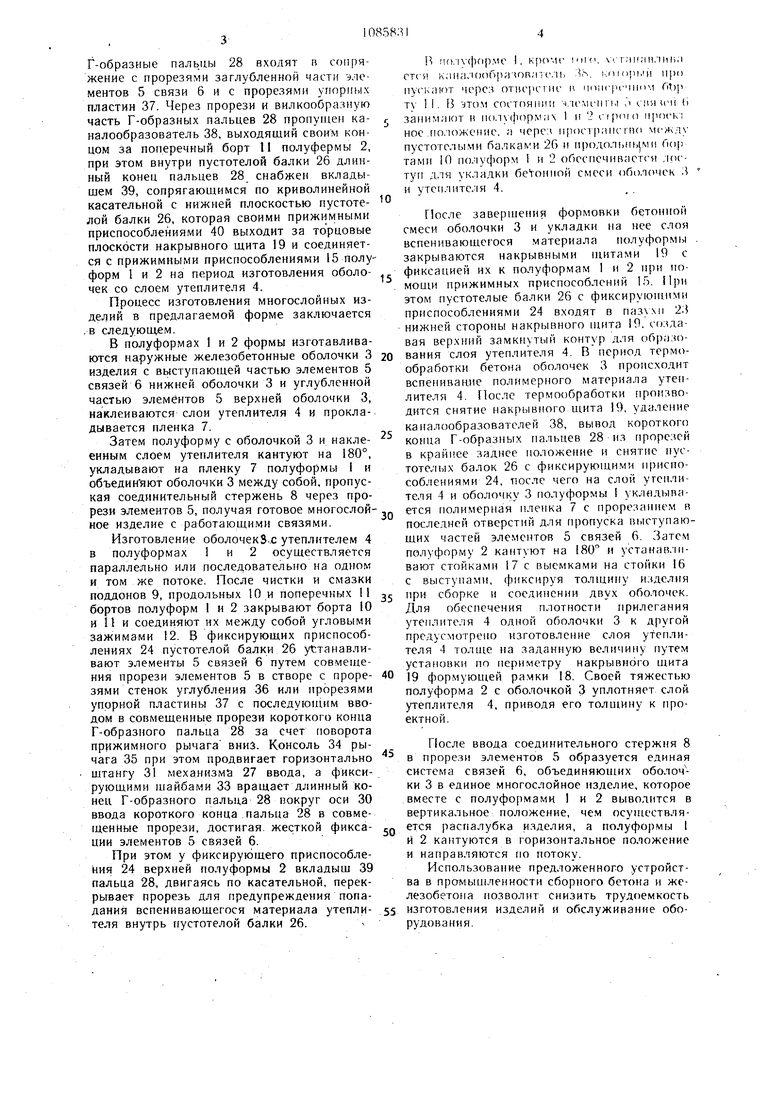
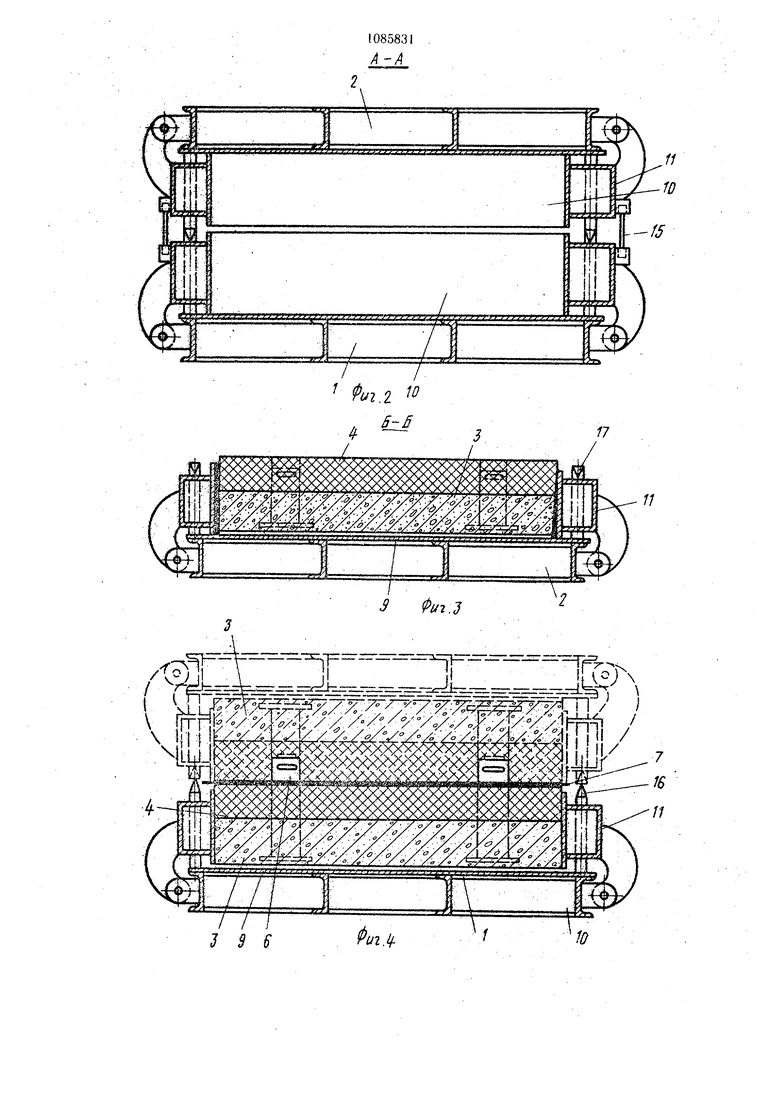
На фиг. t схематически изображена нредлагаемая форма для изготовления мюгослойных изделий, вид в плане; на фиг. 2 - разрез. А-А на фиг. 1; на фиг. 3 - разрез -- Б на фиг. 1 (нижняя гголуформа); па (()иг. 4 - верхняя 1 нижняя полуформа п сборе, поперечный разрез; на фиг. 5 - | акрьии ый ш,ит, вид а плане; на фиг. 5 - - разрез В--В на фнг. 5; на фиг. 7 - разрез Г - Г на 4)иг. 5.
Форма для изготовления многослойных изделий состоит из нижней и верхней 2 нолуформ для изготозления наружных оболочек 3 многослойного изделия с нак.чейкой утеплителя 4, установкой э,1ементов 5
связей 6 м укладкой полимерной пленки 7, причем у оболочки 3, изготавливаемой в полуформе , верхняя часть элемента 5 выступает вынш поверхности утеплителя 4, а у другой оболочки 3 часть элемента 5 утоплена в слое уте 1лителя 4 на величину, соответствующую сопрягающимся нрорезям элементов 5. через которые пропускается соединительный стержень 8. Каждая полуформа 1 и 2 состоит из ноддона 9. подвижных продольных 1.0 и поперечных 11 бортов с угловыми зажимами 12, состоящими из кронштейнов 13 н винтов 14, прижимных приснособлений 5 и фиксаторов толщины изделия и виде стоек с выступом 16, размещенных на поддоне 9 нолуформы Кис выемкой 17 на гюддоне 9 полуформы 2 между кронштейнами 13 угловых зажимов 12. Фиксаторы создают технологический зазор между сопрягающимися бортами иолуформ 1 и 2 и фор.мующей рамой 18 накрывного щита 19 в гериод полимеризации с.лоя полилтериого утеплителя 4 и обеспечивают размеры толп..ины из.аелия в нериод сборки готовых наружных оболочек с наклеенным утеп,1ителем 4 и уложенны.м слоем полимерией пленки 7. Продольные борта 10 полуформ 1 и 2 выполнены с наклоном внутрь ()ормовочного объема формы до 3°.
Накрывной щит 19 состоит из элеме тов 20 ;кесткости, связанных настилом 21 из листового металла и торцовыми ригелями 22. С его нижней стороны образованы пазухи 23, ограниченные стенками элементов 20 жесткости, торцовыми ригелями 22 и нacтилo.; 21, где разгчещены фиксирующие приснособления 24, причем на боковых сторонах иакрывного щита 19 закреплены пустотелые консолн 25 с прижимными приспособлениями 15 и стойками фиксаторов толщины 1 зделип с утеплителем 4.
Фиксируюндее приспособление 24 выполнено из пустотелой балкн 26 с поперечным сечением в виде прямоугольной трапеции, внутри которой размещен механизм 27 ввода в прорези элементов связи Г-образных пальцев 28, соединенных вверху длинным ко;й.,гОМ со СКОЛЬЗЯЩИМИ втулками 29, устаков..г;еннь.ми на осивраш,ения 30, а в нижней части.со и.1таьтой 31 за счет пропуска последней через отверстие 32 в стенкебалки 26 длинного конца Г-обрззиых пальцев 28 и. установки ш штанге 3 по обе стороны отверстия 32 фиксирующих шайб 33. Штанга 31 у торца балки 26 соединс-на с консолью 34 прижимного рычага 35 (пунктиром показано нерабочее положение). Конусный короткий конец Г-образного пальца 28 в рабочем .чоложенни.входит в сопряжение с прорезями выступаюцей части элементов 5 связи 6 нижней полуформы 1 к прорезями в стенках углублений 36 нижней плоекости пустотелой балки 26, а у верхней полуформы 2 Г-образиые пальцы 28 входят в сопряжение с прорезями заглубленной части элементов 5 связи бис прорезями упорных пластин 37. Через прорези и вилкообразную часть Г-образных пальцев 28 пропущен каналообразователь 38, выходящий своим концом за поперечный борт II полуфермы 2, при этом внутри пустотелой балки 26 длинный конец пальцев 28 снабжен вкладышем 39, сопрягающимся по криволинейной касательной с нижней плоскостью пустотелой балки 26, которая своими прижимными приспособлениями 40 выходит за торцовые плоскости накрывного щита 19 и соединяется с прижимными приспособлениями 15 полу форм 1 и 2 на период изготовления оболочек со слоем утеплителя 4. Процесс изготовления многослойных изделий в предлагаемой форме заключается .в следующем. В полуформах и 2 формы изготавливаются наружные железобетонные оболочки 3 изделия с выступающей частью элементов 5 связей 6 нижней оболочки 3 и углубленной частью элементов 5 верхней оболочки 3, наклеиваются слои утеплителя 4 и прокладывается пленка 7. Затем полуформу с оболочкой 3 и наклеенным слоем утеплителя кантуют на 180°, укладывают на пленку 7 полуформы I и объединяют оболочки 3 между собой, пропуская соединительный стержень 8 через прорези элементов 5, получая готовое многослойное изделие с работающими связями. Изготовление оболочекЗ-.с утеплителем 4 в полуформах 1 и 2 осуществляется параллельно или последовательно на одном и том же потоке. После чистки и смазки поддонов 9, продольных Ш и поперечных 11 бортов полуформ I и 2 закрывают борта 10 и 11 и соединяют их между собой угловыми зажимами 12. В фиксирующих приспособлениях 24 пустотелой балки 26 yt.тaнaвливают элементы 5 связей 6 путем совмещения прорези элементов 5 в створе с прорезями стенок углубления 36 или прорезями упорной пластины 37 с последующим вводом в совмещенные прорези короткого конца Г-образного пальца 28 за счет поворота прижимного рычага вниз. Консоль 34 рычага 35 при этом продвигает горизонтально штангу 31 механизма 27 ввода, а фиксирующими шайбами 33 вращает длинный конец Г-образного пальца 28 вокруг оси 30 ввода короткого конца пальца 28 в совмещенные прорези, достигая, жесткой фиксации элементов 5 связей 6. При этом у фиксирующего приспособления 24 верхней полуформы 2 вкладыщ 39 пальца 28, двигаясь по касательной, перекрывает прорезь для предупреждения попадания вспенивающегося материала утеплителя внутрь пустотелой балки 26. П п().|у(|)орме I. KfKv.ic . | T:iii;iii.iiHi,i отся к.ша.юоорячоплтс.П) Ь. i-iniojii.iH про пускают через отисчччш и пппгрсмиом fit)p ту 11. 3 4Tt)M состоянии -l/HMl-lirM Г U4I () заним;11от и П()лу(|1(1рм;1 1 и 2 1Чр(чо пргмчч нос .по.чожеиие, ;i черс: 11)()стр.11кт(К1 между пустотелыми балка и 26 и пролольиь мп (i(i|) тами 10 полуформ 1 и 2 обсспечиваетгя .ipcTyFi для укладки беконной смеси оболочек Л и утеплителя 4. После завершения формовки бетонной смеси оболочки 3 и укладки на нее слоя вспенивающегося материала полуформы закрываются накрывными щитами 19 с фиксацией их к полуформам 1 и 2 при помощи прижимных приспособлений 15. При этом пустотелые балки 26 с фиксирующими пpиcпocoбv eниями 24 входят в пазх.хп 23 нижней стороны накрывного щита 19. создавая верхний замкнутый контур для образования слоя утеплителя 4. В период термообработки бетона оболочек 3 происходит вспенивакие полимерного материала утеплителя 4. После термообработки ipoi 3Boдится снятие пакрывного щита 19, удаление каналообразователей 38, вывод короткого конца Г-образных пальцев 28 из прорезей в крайнее заднее положение и снятие пустотелых балок 26 с фиксирующими ириспособлениями 24, лосле чего на слой угеплителя 4 и оболочку 3 полуформы 1 укл«дывается полимерная пленка 7 с прорезанием п последней отверстий для пропуска шиступающих частей элементав 5 связей 6. Затем полуформу 2 на 180 и устанаЕ.швают стойками 17 с выемками на стойки 16 с выступами, фиксируя толщину изделия при сборке и соединении двух оболочек. Для обеспечения плотности прилегания утеплителя 4 одной оболочки 3 к другой предусмотрено изготовление слоя утеплителя 4 толще на заданную величину путем устаповки по периметру накрывного щита 19 формующей рамки 18. Своей тяжестью полуформа 2 с оболочкой 3 уплотняет слой утеплителя 4, приводя его толщину к проектной. После ввода соединительного стержня 8 в прорези элементов 5 образуется единая система связей 6, объединяющих оболоч ки 3 в единое многослойное изделие, которое вместе с полуформами 1 и 2 выводится в вертикальное положение, чем осункствляется распалубка изделия, а полу-формы I И 2 кантуются в горизонтальное положение и направляются по потоку. Использование предложенного устройства в промышленности сборного бетона и железобетона 1103ВОЛИТ снизить трудоемкость изготовления изделий и обслуживание оборудования.
085831
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Форма для изготовления многослойных изделий | 1978 |
|
SU789274A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
