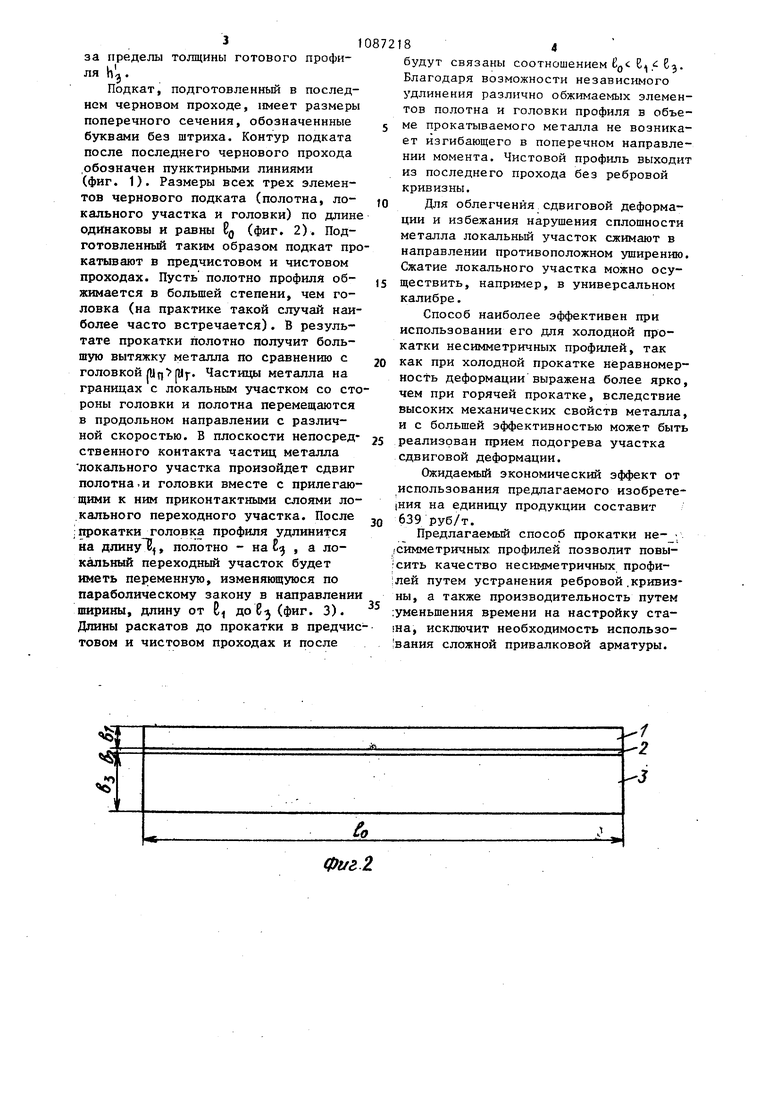
Фи1.1 11 Изобретение относится к прокатному производству и может быть использовано при прокатке несимметричных профилей, содержащих, по меньрей мере , два элемента с отличающимися раз мерами по высоте и ширине, например полособульбовых, замочных и посадочных колец для колес автомобилей и других аналогичных профилей. Известен способ прокатки высокотавровых и других сортовых профилей, согласно которому подготовительным И предчистовому раскатам придают фор му корыта. Окончательное выпрямление полотна профиля осуществляют в чисто вом проходе. Способ позволяет обеспечить устойчивую прокатку в подготовительных калибрах 1j . Однако в предчистовом калибре и особенно в чистовом, где наряду с вы сотным обжатием происходит отгибка полотна профиля до горизонтального положения, процесс прокатки неустойчив. Полоса стремится к изгибу в сто рону головки, скручиванию вокруг про дольной оси. Это приводит к неудовлетворительному качеству проката, дополнительной нагрузке на выводную арматуру, выбиванию проводок, и в ряде случаев к оковыванию валков и аварийным ситуациям на стане. Наиболее близким по технической сущности к изобретению является способ прокатки несимметричных профилей по щирине проката, включающий неравномерное обжатие по ширине профиля и регулирование вытяжек его элементов 2J . К недостаткам известного способа можно отнести то, что способ может быть применим только для уменьшения небольшой ребровой кривизны профилей Целью изобретения является исключение искривления профиля на выходе из валков путем независимого удлинения различно обжимаемых элементов профиля. Поставленная цель достигается тем что согласно способу прокатки несимметричных профилей, включающему несимметричное обжатие по ширине профи ля и регулирование вытяжек его элеме тов , ослабляют сечение на участке их стыка, обеспечивая возможность продольной сдвиговой деформации, и подвергают при этом участок сдвиговой деформации сжатию в боковом направле нии. 8 Кроме того, сечение ослабляют локальным нагревом участка стыка различно обжимаемых элементо:в профиля. Причем сечение ослабляют локальным утонением участка стыка различно обжимаемых элементов профиля до толщины, не выходящей за пределы толщины готового профиля. При этом сечение ослабляют одновременно локальным нагревом и утонением участка стыка различно обжимаемых элементов профиля. На фиг. 1 изображено поперечное сечение образца несимметричного профиля; на фиг. 2 - вид образца сверху до прокатки; на фиг. 3 - то же, после прокатки. По предлагаемому способу на стыке различно обжимаемых элементов головки 1 и полотна 2 несимметричного подката, полученного, например, прокаткой в черновых проходах (фиг. 1), создают локальный участок преимущественной сдвиговой деформации 3 путем подогрева части полотна шириной Ь, находящегося у стыка его с головкой профиля, или утонения локального участка до толщины hj, не выводящего за пределы толщины готового профиля, или одновременного использования этих двух приемов. В результате подогрева локальный участок имеет наиболее высокую температуру по сравнению с элементшчи профиля, а следовательно, наибольшую способность пластического деформирования. Различие вытяжек соседних элементов не должно превьшать уровня напряжений, вызывающих нарушение сплошности локального участка преимущественной сдвигоЛ)й деформации и приводящих к появлению разрывов в плоскостях сдвига. С целью избежания нарушения сплошности локального участка его сжимают в направлении противоположном уширению. Сжатие локального участка в поперечном направлении облегчает условия продольного скольжения металла в плоскостях сдвига и одновременно усиливает межмоллекулярные связи частиц металла, исключающие нарушение сплошности в плоскостях сдвиговой деформации. На фиг. 1 - 3 показан вариант использования приемов создания условий преимущественно сдвиговой деформации - подогрева участка сдвига до , 1100-1150 и утонения, не выводящего за пределы толщины готового профиПодкат, подготовленный в последнем черновом проходе, имеет размеры поперечного сечения, обозначеннные буквами без штриха. Контур подката после последнего чернового прохода .обозначен пунктирными линиями (фиг. 1). Размеры всех трех элементов чернового подката (полотна, локального участка и головки) по длин одинаковы и равны Вд (фиг, 2). Подготовленный таким образом подкат пр катывают в предчистовом и чистовом проходах. Пусть полотно профили обжимается в большей степени, чем головка (на практике такой случай наи более часто встречается). В результате прокатки полотно получит большую вытяжку металла по сравнению с головкой rtifi fH)-. ЧастшЦ) металла на границах с локальным участком со ст роны головки и полотна перемещаются в продольном направлении с различной скоростью. В плоскости непосред ственного контакта частиц металла локального участка произойдет сдвиг полотна,и головки вместе с прилегаю щими к ним приконтактными слоями ло кального переходного участка. После :прокатки головка профиля удлинится на длину В|, полотно - на С локальный переходный участок будет иметь переменную, изменяющуюся по параболическому закону в направлени ширины, длину от BI до 6 (фиг. 3). Длины раскатов до прокатки в предчи товом и чистовом проходах и после будут связаны соотношением tgC В . 63. Благодаря возможности независимого удлинения различно обжимаемых элементов полотна и головки профиля в объеме прокатываемого металла не возникает изгибающего в поперечном направлении момента. Чистовой профиль выходит из последнего прохода без ребровой кривизны. Для облегчения сдвиговой деформации и избежания нарушения сплошности металла локальный участок сжимают в направлении противоположном уширению. Сжатие локального участка можно осуществить, например, в универсальном калибре. Способ наиболее эффективен при использовании его для холодной прокатки несимметричных профилей, так как при холодной прокатке неравномерность деформации выражена более ярко, чем при горячей прокатке, вследствие высоких механических свойств металла, и с большей эффективностью может быть реализован прием подогрева участка сдвиговой деформации. Ожидаемый экономический эффект от использования предлагаемого изобрете|ния на единицу продукции составит 639 руб/т. Предлагаемый способ прокатки не- . симметричных профилей позволит повысить качество несимметричных профилей путем устранения ребровой .кривизны, а также производительность путем уменьшения времени на настройку стана, исключит необходимость использования сложной привалковой арматуры.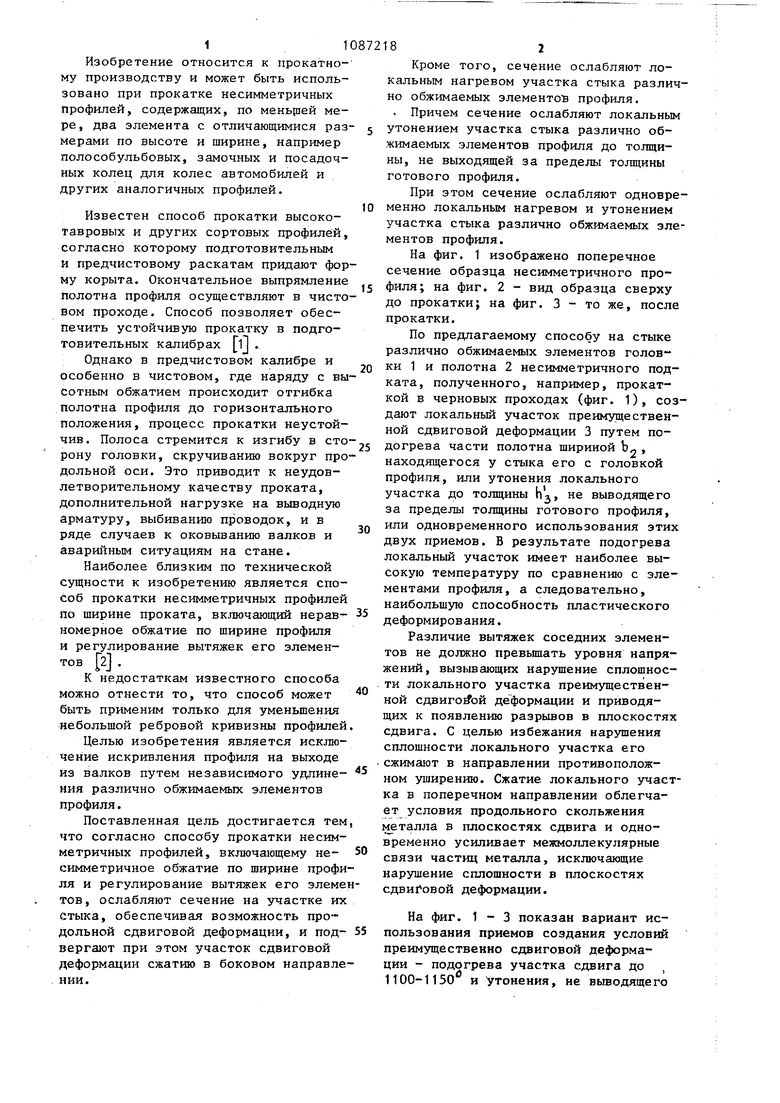
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства полос | 1988 |
|
SU1611469A1 |
| ПРЕДЧИСТОВОЙ ПЛАСТОВОЙ И ЧИСТОВОЙ РЕБРОВОЙ-ТАВРОВЫЙ КАЛИБРЫ ДЛЯ ПРОИЗВОДСТВА ПОДКАТА ЛИФТОВЫХ НАПРАВЛЯЮЩИХ | 2007 |
|
RU2341341C2 |
| Способ изготовления полособульбовых профилей с тонким полотном | 1982 |
|
SU1018731A1 |
| Способ прокатки асимметричных угловых профилей | 1987 |
|
SU1433510A1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ ДЕМОНТИРОВАННОГО ЖЕЛЕЗНОДОРОЖНОГО РЕЛЬСА | 2015 |
|
RU2574531C1 |
| СИСТЕМА КАЛИБРОВКИ ВАЛКОВ | 2011 |
|
RU2490079C2 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ И СИСТЕМА КАЛИБРОВ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2388556C1 |
| Система калибров для прокатки полосовых профилей с гребнями | 1981 |
|
SU997861A1 |
| Способ горячей прокатки полос переменного поперечного сечения | 1987 |
|
SU1482739A1 |
| Система калибров для прокатки шестигранной стали крупных сечений | 1989 |
|
SU1712012A1 |

1. СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ ПРОФИЛЕЙ, включающий неравномерное обжатие по ширине профиля и регулирование вытяжек его элементов, отличающийся тем, что, с целью исключения искривления профиля на выходе из валков путем независимого удлинения различно обжимаемых элементов профиля, ослабляют сечение на участке их стыка, обеспечивая возможность продольной сдвиговой деформации, и подвергают при этом участок сдвиговой деформации сжатию в боковом направлении. 2.Способ по п. 1,отлича и и с я тем, что сечение ослабляют локальным нагревом участка стыка различно обжимаемых элементов профиля. 3.Способ по п. 1, отличающий с я тем, что сечение ослабляют локальным утонением участка стыка различно обжимаемых элементов профиS ля до толщины, не выходящей запре(Л делы толщины готового профиля. 4.Способ попп. 1-3, отличающийся тем, что сечение ослабляют одновременно локальным нагревом и утонением участка стыка различно обжимаемых частей профиля.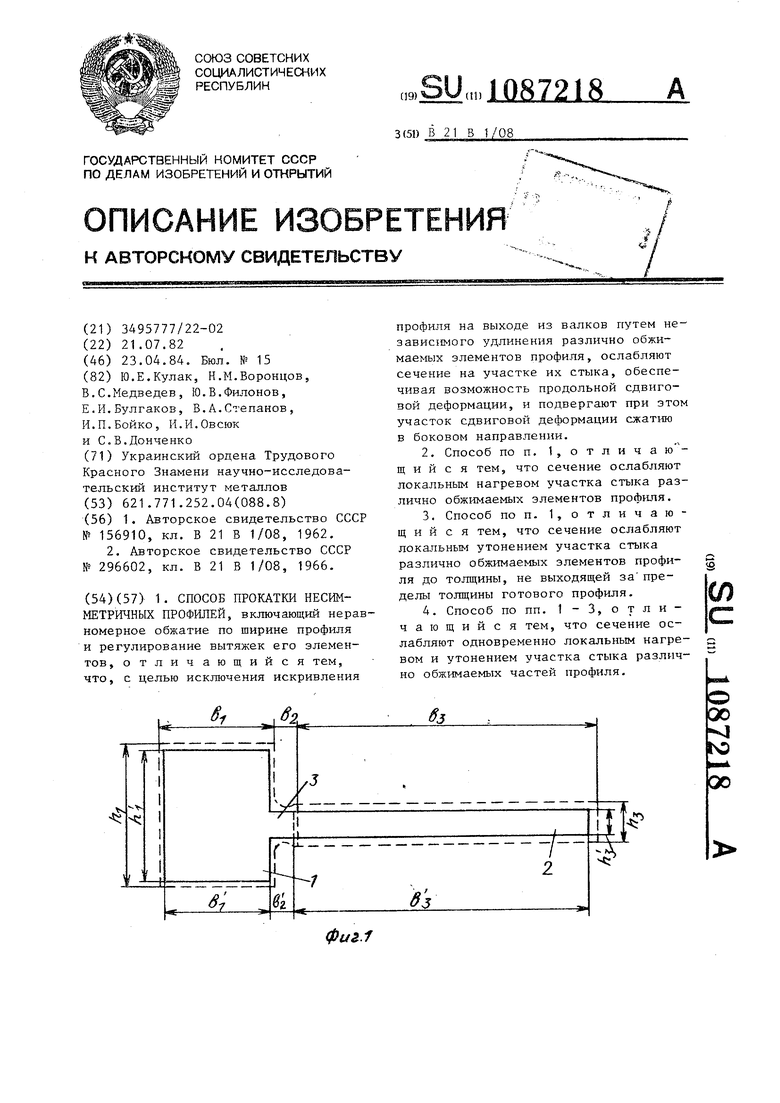
о iO
Ф1гг2
-/ -2
J
-7
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU156910A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ЗАГОТО ТУРБИННЫХ ЛОПАТОК | 0 |
|
SU296602A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
