Изобретение относится к .(лПработке металлов давлением, а именно к устройствам для выдавливания полых деталей с внутренним вафельным оребрением, и может найти широкое применеяие в машиностроительной, авиационной и других отраслях промышленности
Известно устройство для выдавливания деталей с внутренним вафельнь м оребрением из кольцевых заготовок, содержащее контейнер и размещенный внутри него разъемный сердечник с рельефом вафельного оребрения на обращенной к контейнеру поверхности l.
Недостаток известного устройства заключается в ограниченных технологических возможностях, так как оно позволяет получать оребрение с высотой ребер больше 4-5 толщин из-за ограничения величины хода наружного контейнера.
Кроме того, при изготовлении вафельного оребрения в крупногабаритных деталях имеет место пониженная производительность в силу того, что с увеличением габаритов деталей резк увеличивается усилие прессования, что ведет к увеличению габаритов контейнеров, а значит, к увеличению времени их нагрева и охлаждения.
Цель изобретения - расширение технологических возможностей устройства и повышение производительности труда
Поставленная цель достигается тем что в устройстве для вьщавливания полых деталей с внутренним вафельным оребрением из кольцевых заготовок, содержащем контейнер и размещенный него разъемный сердечник с рельефом вафельного оребрения на обращенной к контейнеру поверхности, контеййер выполнен в виде набора колцевых секций, каждая из которых состоит из связанных между собой секторов, снабженных приводом их радиального перемещения, при этом смежньзе боковые участки поверхности секторов выполнены остроугольными.
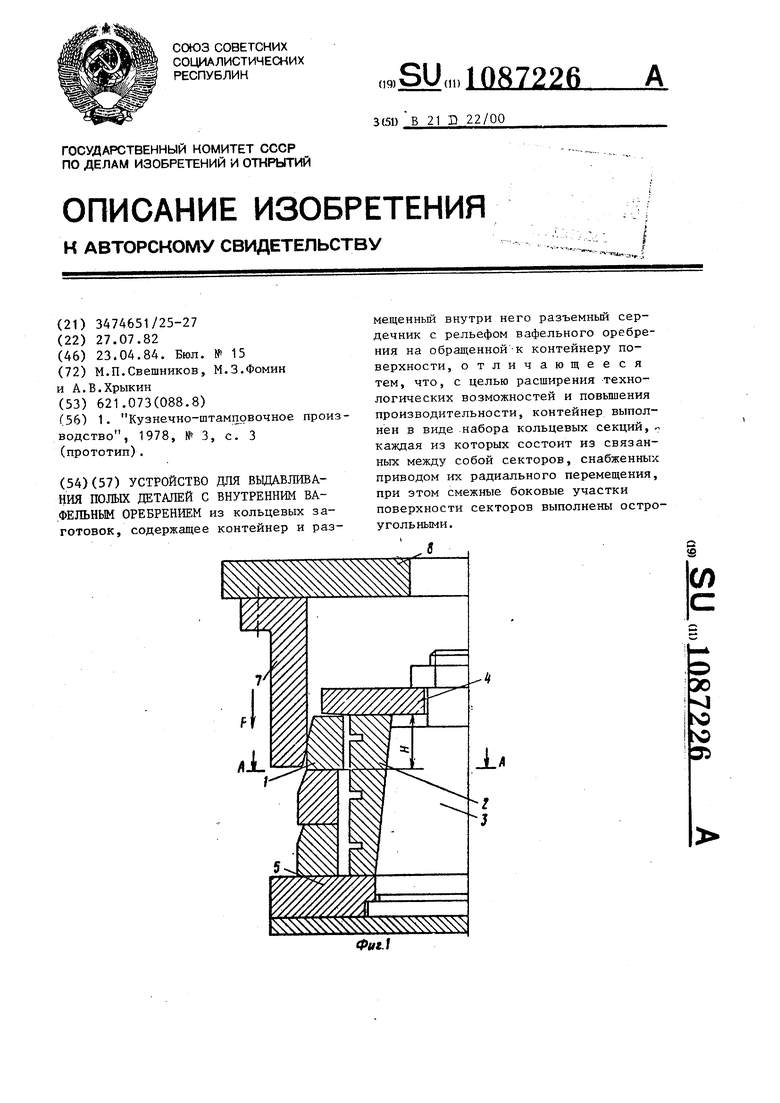
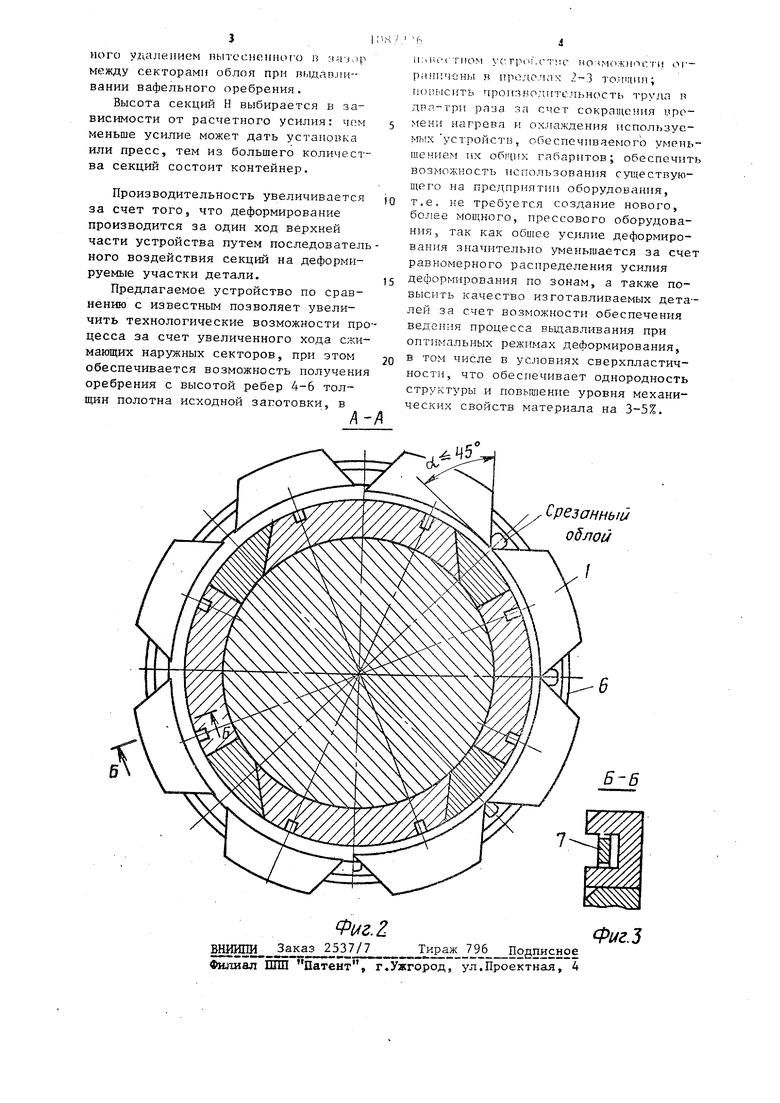
На фиг. 1 представлена конструктинная схема устройства; на фиг. 2 сечение А-А на фиг. 1; на фиг 3 - сечение Б-Б на фиг. 2.
Устройство для выдавливания деталей с внутренним вафельным оребрением состоит из контейнера, образованного секциями, состоящими из секторов 1, разъемного сердечника 2, установлен62
ного ня фиксаторе 3 и поджатог-о к зышкой 4. Сердечник и фиксатор закреплены на основании 5. На кольцевую заготовку, установленную на сердечник 2, надевают секции контейнера, состоящие из отдельных секторов 1, связанных между собой сепаратором 6. Верхняя часть устройства состоит из клина 7, закрепленного на плите 8, являющегося приводом радиального перемещения секторов.
Собранная таким образом нижняя часть устройства предварительно нагревается индуктором или встроенными нагревателями. При достижении заданной температуры, равной температуре максимальной, пластичности деформируемого металла, начинается процесс деформирования. Клин 85 опускаясь вниЗ; воздействует скошенной поверхностью на верхнюЮ кольцевую секцию контейнера,
Сектора секции начинают перемещаться радиально, вдавливая вафельное оребрение на высоте Н заготовки. Металл, вытесненный в первоначальный зазор между остроугольными участками поверхностей секторов, сначала сминается, а затем при дальнейшем уменьшении зазора между секторами срезает ся в облой, давая возможность сектор-ам перемещаться радиально на заданную величину.
При дальнейшем перемещении вниз клин 8 воздействуе на следующую секцию, которая, перемещаясь радиально, вызывает вафельное оребрение на последующей поверхности заготовки. Выдавливание продолжается до тех пор, пока клин 8 не переместит все секции последовательно и не йыдавит вафельное оребрение по всей поверхности заготовки. Усилие выдавливания зависит от высоты Н, которая выбирается конструктивно в зависимости от мощности имеющихся установок или прессов.
По окончании процесса прессования секции контейнера разводятся и снимаются с детали. Изготовленная деталь вместе с разъемным сердечником снимается с фиксатора, и сердечник выбивается из детали.
Устройство позволяет формировать вафельное оребрение высотой, равной 5-6-ти толщинам полотна детали, за счет обеспечения большого радиального перемещения секторов, обусловлен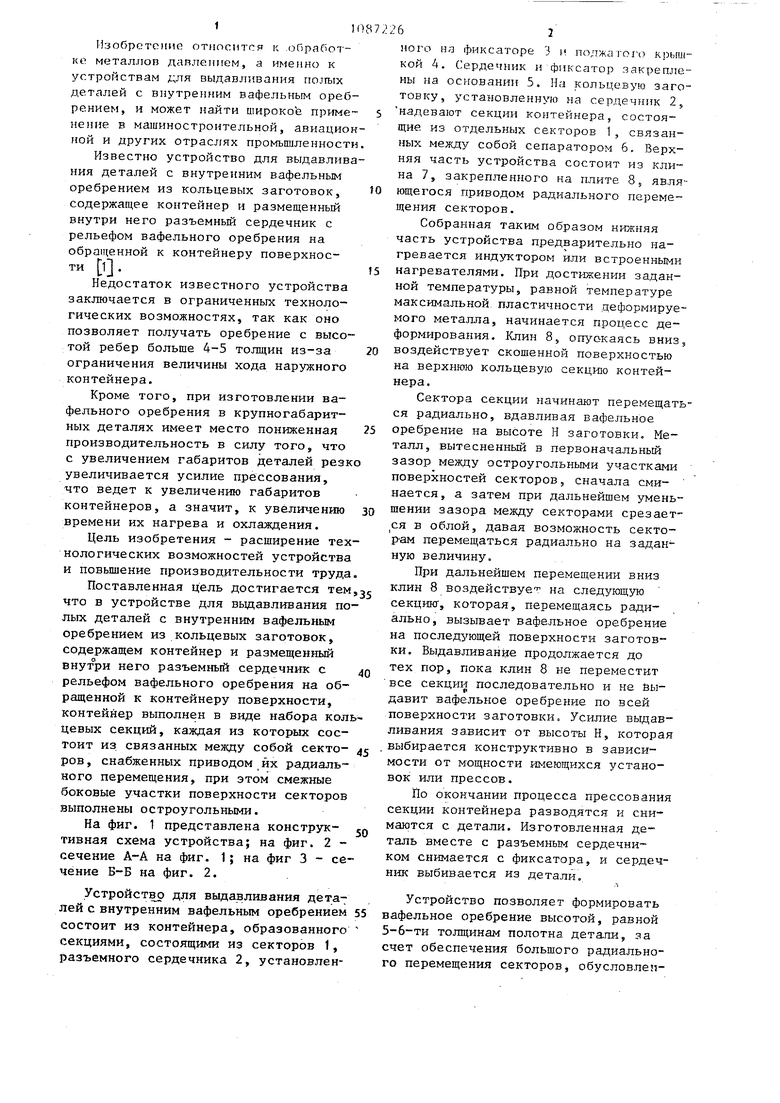
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых деталей с внутренним вафельным оребрением | 1982 |
|
SU1087225A1 |
| Способ изготовления полых деталей с внутренним оребрением и устройство для его осуществления | 1991 |
|
SU1782182A3 |
| Способ изготовления сферических днищ с вафельным оребрением из листовых заготовок | 1980 |
|
SU931263A1 |
| Штамп для выдавливания деталей с односторонним вафельным оребрением | 1980 |
|
SU902971A1 |
| Термический пресс | 1985 |
|
SU1320079A1 |
| Способ получения полых изделий с внутренним вафельным оребрением | 1985 |
|
SU1328025A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ШИРОКОХОРДОВЫХ ЛОПАТОК | 2008 |
|
RU2375135C1 |
| УСТРОЙСТВО ЛИТЬЕВОГО ПРЕССОВАНИЯ ДЛЯ ПРОИЗВОДСТВА ТЕРМОПЛАСТИЧНЫХ КОНТЕЙНЕРОВ | 2014 |
|
RU2665537C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ПЕРЕМЕННОГО СЕЧЕНИЯ ГОРЯЧИМ ВЫДАВЛИВАНИЕМ С ПОДВИЖНЫМИ МАТРИЦАМИ | 2008 |
|
RU2374027C1 |
| СПОСОБ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2016682C1 |
УСТРОЙСТВО ДЛЯ ВЫДАВЛИВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С ВНУТРЕННИМ ВАФЕЛЬНЫМ ОРЕБРЕНИЕМ из кольцевых заготовок, содержащее контейнер и размещенный внутри него разъемный сердечник с рельефом вафельного оребрения на обращенной-к контейнеру поверхности, отличающее ся тем, что, с целью расширения технологических возможностей и повышения производительности, контейнер выполнен в виде .набора кольцевых секций, каждая из которых состоит из связанных между собой секторов, снабженных приводом их радиального перемещения, при этом смежные боковые участки поверхности секторов выполнены остроугольными. (Л