(5) ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ОДНОСТОРОННИМ ВАФЕЛЬНЫМ ОРЕБРЕНИЕН
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сферических днищ с вафельным оребрением из листовых заготовок | 1980 |
|
SU931263A1 |
| Устройство для выдавливания полых деталей с внутренним вафельным оребрением | 1982 |
|
SU1087226A1 |
| Штамп для выдавливания панелей с односторонним оребрением | 1976 |
|
SU596349A1 |
| Способ изготовления деталей с фланцем из трубчатой заготовки | 1980 |
|
SU1050776A1 |
| Способ изготовления полых деталей с внутренним вафельным оребрением | 1982 |
|
SU1087225A1 |
| ШТАМП ДЛЯ ПОСЛЕДОВАТЕЛЬНОГО ВЫДАВЛИВАНИЯ | 1971 |
|
SU304045A1 |
| Универсальный штамп для вырезки прямоугольных пазов | 1978 |
|
SU774702A1 |
| Способ получения деталей типа плит с оребрением | 1982 |
|
SU1140875A1 |
| Способ изготовления деталей типа обрезных пуансонов и устройство для его осуществления | 1980 |
|
SU912385A1 |
| Штамп для безоблойной штамповки | 1981 |
|
SU1038046A1 |
t
Изобретение относится, к области обработки металлоо давлением, а именно к устройствам для формообразования конусообразных деталей с односторонним вафельным оребрением.
Известен штамп для выдавливания деталей с односторонним вафельным оребрением, содержащий пуансон и матрицу, а также средство локализации деформирования заготовки, выполненное в виде решетки с рельефом, соответствующим гравюре штампа СП.
Однако известный штамп конструктивно сложен и не позволяет получать качественный рельеф на деталях типа конусообразных днищ со сферической вершиной и наружным вафельным оребрением на конусной части.
Цель изобретения - повышение качества получаемых изделий.
Поставленная цель достигается тем, что в штампе для выдавливания деталей с односторонним вафельным оребрением, содержащем пуансон и матрицу, в матрице на участке, соответствующем вершине изделия, выполнена проточка.
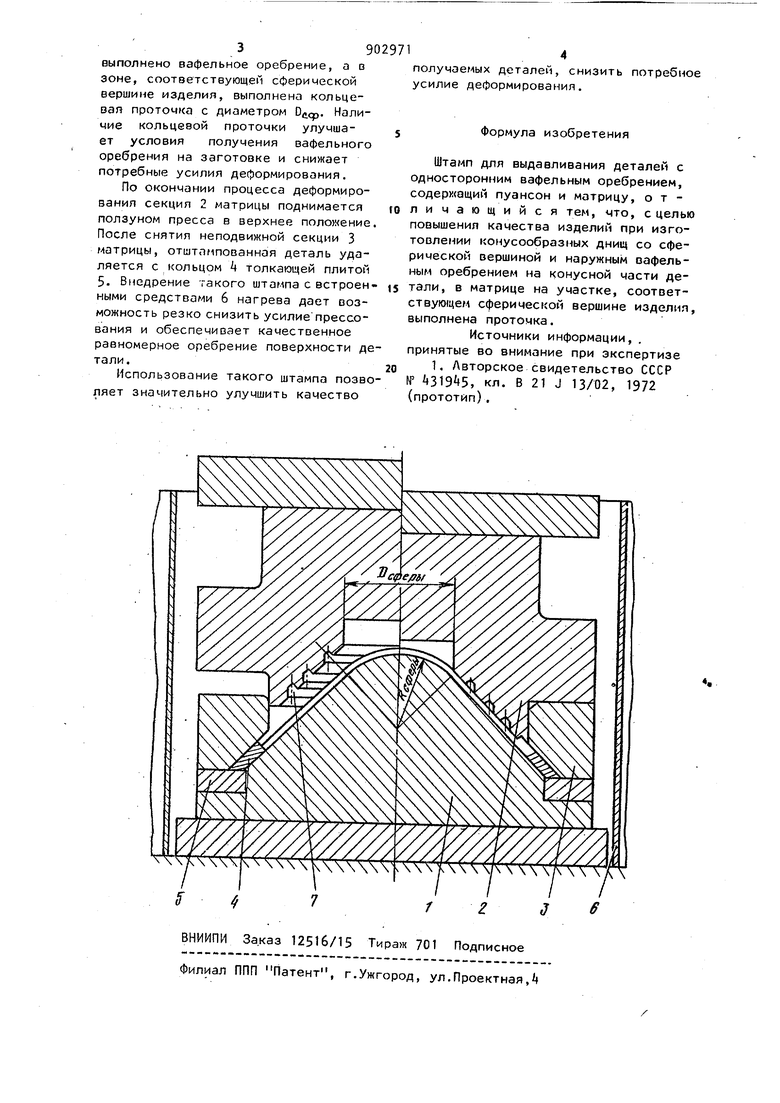
На черте хе схематически изображен предлагаемый штамп.
Штамп содер хит пуансон 1, матрицу, СОСТОП1ДУЮ из подвижной секции 2, неподвижной секции 3, ограничительное кольцо k, толкающую плиту 5, а такк е средство 6 нагрева.
10
Штамп работает следующим образом.
Исходная заготовка - полое днище 7 с расчетной толщиной стенки,укладывается на пуансон 1 и ограничительное кольцо Ц, которое фиксируется неISподвижной секцией матрицы 3 и пуансоном 1 и служит для создания определенного течения металла в зоне оре брения. Секция 3 матрицы прикреплена неподвижно к, пуансону. Подви)хная
эо секция 2 матрицы, прикрепленная к ползуну пресса, воздействует на заготовку. На конической, поверхности рабочего контура секции 3 матрицы
