. 1
Изобретение относится к получению полых изделий с внутренним вафельным .upeopt-HU . M во.чоченнем на длинной под оправке.
Цель изобретения - увеличение высоты ребер с размерами ячеек вафель- його оребрен1Гя в плане по диагонали более 50 мм.
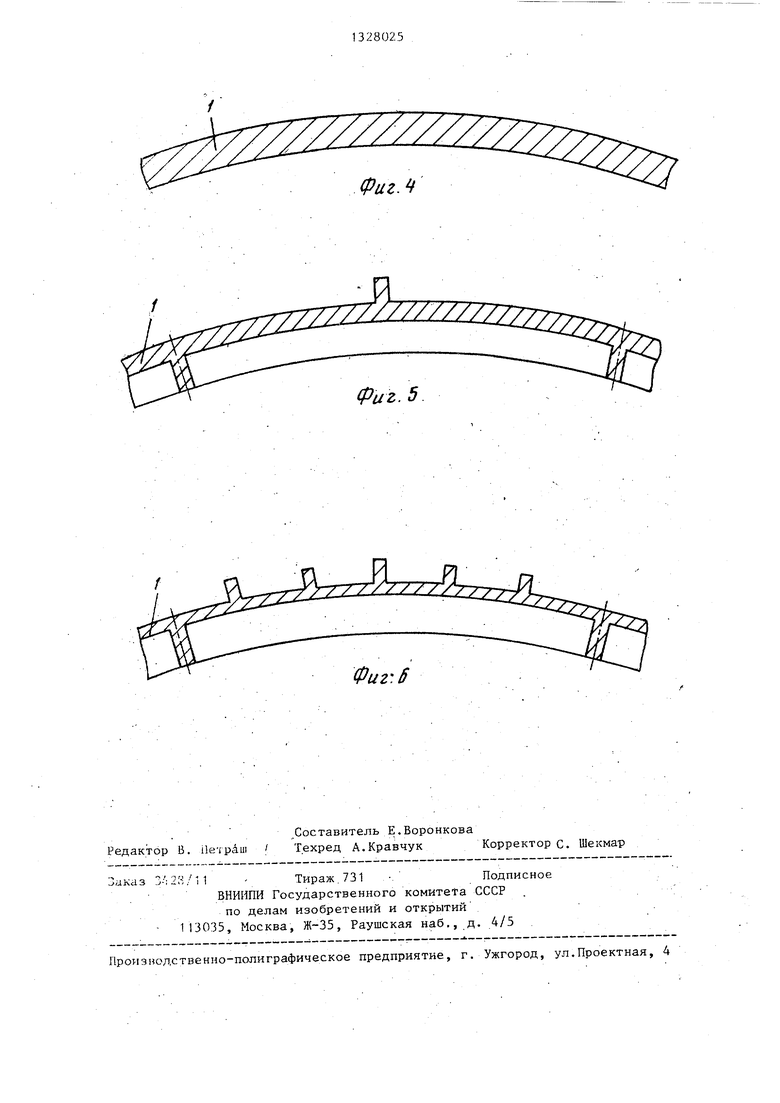
На фиг. 1 изображена схема деформции заг отовки в двухрядном роликовом калибре; на фиг, 2 - сечение Л-А на фиг. 1; на фиг, 3 - сечение Б-Б на фиг, 1; на фиг, А часть исходной зготовки; на фиг, 5 - заготовка после деформагр и роликами первого ряда; на фиг. 6 - то же, П(5еле деформации роликами второго ряда.
Способу осуществляют, следующим образом,
Исходную заготовку 1 надевают на длинную подъемную оправку 2, выполненую с пазами, соответствующими профилю внутренпеГ поверхности готового профиля. Деформацию осуществляют в дгаухряДном poJuiKonoM калибре, ролики 3 первого по ходу волочения ряда которого выполнены с гладкой рабочей поверхностью, а ролики второго ряда с радиальными пазами. Деформацию можно осуществлять подвижным инструментом при неподвижной заготовке или, наоборот, при.неподвижном инструменте за счет приложения тянущег усилия к заготовке.
При Деформации заготовки t в первом ряду роликами 3 металл заполняет пазы оправки на отграниченной высоте и.течет в дсевом направлении. Часть металла вытесняется в зоне выпусков А, располагаемых методу продольными пазами оправки,Толщина металла в зоне выпуска устанавливается равной ил меньшей толщины ребер изделия. Вытеснение металла в зоне выпуска обеспечивает увеличение равномерности деформации по сечению. Высота ребер после деформации роликами 3 первого ряд калибра зависит от допускаемой .тепени деформации заготовки и возни каемых удельных давлений в очаге деформирования, и достигнуть требуемую jMcr.iTy ребра ча один проход невозможДпя дальне1П11его увеличения и обес- р . чепия заданной высоты ребер осуще- последующую деформащш с уто- i-:i:;u:M нздслия роликами 5 вто- pp.i o ряда калибра. Ролики 3 первого
252 ,
ряда выполнены гладкой формы, а ролики 5 второг о ряда имеют радиальные пазы. Указанное выполнение роликов связано с тем, что при деформации за1 отовки 1 роликами первого ряда допускается }зозможность течения металла в осевом направлении и увеличения длины заготовки, а при прокатке
роликами 5 второго ряда нельзя допускать осевое течение металла и удлинение заготовки, так как это приводит к отрыву поперечных ребер от полотна заготовки. Поэтому для исключе- .
ния этого явления на роликах второго ряда выполняют радиальные. пазы, Осу- ществлять деформацию роликами второго ряда, имеющими гладкую форму,нельзя, так как не1зозможно перемещать
весь объем металла из межреберных участков в пазы оправки,поэтому, для исключения потери устойчивости в радиальные пазы роликов второго ряда удаляют избыточньш объем металла из
межреберных участков. Степень деформации заготовки роликами первого ряда достигает 50%, В зависимости от условий деформирования материала суммарная степень деформации заготовки
достигает 70%,
После окончания деформации для извлечения производится разборка разъем- разъемной оправки. На наружной поверхности изделия образуются технологические ребра, в зоне выпусков - продольные и на межреберных участках - местные, которые при необходимости могут быть удалены механичес- кой обработкой. При этом потеря на отходы метапла незначительна и составляет неболее 5-10% от общего объема заготовки. При осуществлении предлагаемого способа можно предусмотреть торцовый подпор заготовки, оказывающий некоторое противодействие осевому течению металла при удлинении заготовки, что способствует увеличению степени деформации и удельного давления за счет приложе
ния дополнительных сжимающих напряжений в очаге деформирования. Однако торцового давления, оказывающая благоприятное влияние на протекание процесса, ограничена возможной потерей устойчивости заготовки по высоте и узеличен1 я наплыва металла перед роликами вследствие повышения напряжений в очаге деформирования.
3 1 Таким образом, изобретение позволяет за-счет вытеснения избыточного объема металла в выпуски между роликами первого ряда и в пазы, выполненные на роликах второго ряда, обеспечить благоприятную схему напряженного состояния в очаге деформации и исключить подрез кольцевых ребер. Полотно между ребрами при этом не теряет устойчивости. Такой способ деформирования позволяет получать изделия с ребрами высотой до. 10 толщин стенки с размерами ячеек в плане по диа- гонали 50 - 300 мм с высокой (до 70%) степенью деформации за проход при незначительных потерях металла (не более 5-10% от общего объема заготовки) .
Формула изобретен и. я
Способ получения.полых изделий с внутренним вафельным оребрением,
25
включающт деформличк luri .ni ;;n i.i I oiiKii в многороликором кл.инОре ил pr.iriA M- ной подвижной onpaiJKO, имокице иаяы,
соответствуюгцие прглЬи.пю ииу гр ипсй
поверхности гот ового г)рО(Ьлля. о i л и ч а ю щ и и с я тем, что, с цс-- лью увеличения высоты реоср с размерами ячеек вафельного opef pciiH j в плане по диагонали более 50 мм, в качестве многороликового калибра используют двухрядны) калибр, роликами с гладкими рабочими поверхностями - первого ряда формируют ребра и осуществляют обжатие по стенке заготовки с вытеснением металла в выпуски между роликами, а роликами второго ряда, калибра, выполненными с радиальными пазами на рабочих поверхносп-ях, осуществляют обжатие по стенке без уд.пи- нения заготовки с вытеснением MCTaj - ла в упомянутые пазы, причем образующиеся после деформации на наружной, поверхности заготовки ребра уда..
Б В
Фиг. 5
Фиг. Z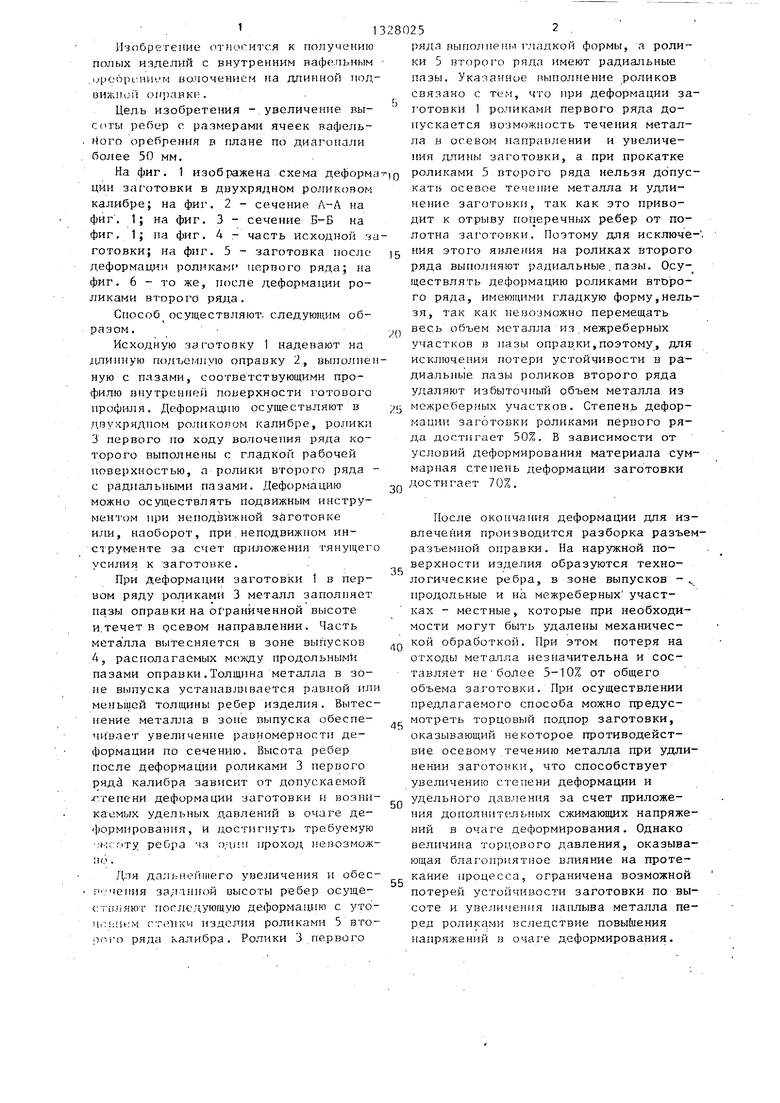

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых деталей с внутренним вафельным оребрением | 1982 |
|
SU1087225A1 |
| Способ изготовления деталей с односторонним оребрением и штамп для его осуществления | 1988 |
|
SU1648623A1 |
| Способ производства труб с продольными наружными ребрами на роликовом стане | 1984 |
|
SU1266582A1 |
| Устройство для выдавливания полых деталей с внутренним вафельным оребрением | 1982 |
|
SU1087226A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ОСКОЛОЧНОГО БОЕПРИПАСА | 2002 |
|
RU2225768C1 |
| Способ периодической прокатки тонкостенных ребристых труб | 1988 |
|
SU1574296A1 |
| Способ изготовления труб с продольными наружными ребрами | 1977 |
|
SU738714A1 |
| Способ изготовления труб | 1986 |
|
SU1388132A1 |
| Способ изготовления оребренных панелей и устройство для его осуществления | 1978 |
|
SU740373A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ СПИРАЛЬНЫМИ РЕБРАМИ | 1999 |
|
RU2172223C2 |
Изобретение относится к получению полых изделий с внутренним вафельным оребрением волочением на длинной подвижной оправке. Цель изобретения - увеличение высоты ребер с размерами ячеек вафельного оребрения в плане по диагонали более 50 мм-. Деформацию осуществляют на разъемной длинной оправке, которая выполнена с na3aNM, соответствующими профилю и размерам внутренних ребер. Деформацию осуществляют в двухрядном много- рол иковом калибре. Ролики первого ряда выполнены с гладкой рабочей поверхностью. Ролики второго ряда выполнены с радиальными пазами. При де- формации роликами первого ряда происходит частичное заполнение пазов оправки. Часть металла течет в осевом направлении. Часть металла вытесняется в зоне выпусков .роликов. При деформации во втором ряду увеличивается высота ребер за счет утонения стенки заготовки.,При деформации во втором ряду роликового калибра избыточный объем металла вытесняется в радиальные пазы. Это исключает т.ече- ние металла в осевом направлении и потерю устойчивости заготовки . 6 ил. t (Л с 1C 00 о to 01
Фиг: 6
| Меерович И.М | |||
| Прокатка плит и листов из легких сплавов.-М.: Металлургия, 1968 | |||
| Способ изготовления круглых и других замкнутых профилей в четырехвалковом или шестивалковом прокатном стане | 1960 |
|
SU150476A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
