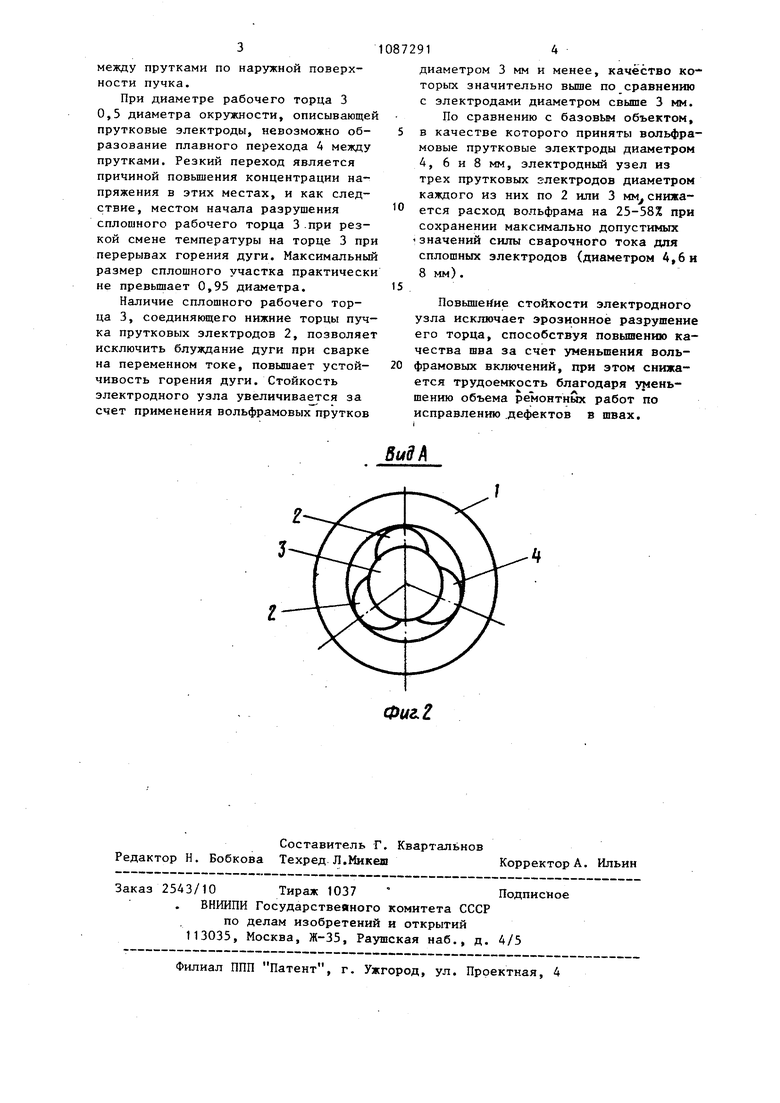
Изобретение относится к сварке и может быть использовано при дуговой сварке в среде защитных газов переменным током. Известны прутковые вольфрамовые электроды lj . Недостатком таких электродов является то, что качество вольфрамовых электродов снижается с увели4ением диаметра электрода. При свар ке на переменном токе вольфрамовыми электродами диаметром 4 мм и более наблюдается низкая стойкость таких .электродов, связанная с эрозионным разрушением их торцов под воздей ствием дуги. Это приводит к попаданию частиц вольфрама в шов при свар ке, что снижает его прочность. Кроме того, эрозионное разрушение торца электрода приводит к увеличеНИИ его расхода. Вольфрамовые элект ды диаметром менее 4 мм практически не подвергаются эрозионному разруше нию при сварке, что способствует получению качественных швов без вкл чений вольфрамовых частиц. Однако низкие значения максимально допусти мого сварочного тока ограничивают их применение для сварки при повышенных режимах металла большой толщ Известен электродный узел для плазменной сварки, содержащий элект рододерхатель с плотно установленными в нем тугоплавкими стержнями. Для увеличения допустимой мощности плазмотрона стержни выполнены в вид многогранных призм и сопряжены между собой по боковым граням. Стержни вьтолнены в виде шестигранных призм а количество их равно семи 2j . . Недостатком этого электродного узла является высокая трудоемкость его изготовления, большие габариты (до 15 мм в диаметре) ограничивают его применение в горелках для ручио сварки. Кроме того, при сварке на переменном токе из-за большой площа ди торца пучка из семи электродов ухудшается устойчивость горения дуги, это связано с затруднением возбуждения дуги при смене полярнос ти тока и блужданием дуги по торцам электродов. Наиболее близким к изобретению по технической сущности и достигаемому эффекту является электродный узел к головкам и горелкам для дуговой сварки неплавящимся электродом, содержащий электрододержатель с установленными в нем вплотную прутковыми электродами, образующими центральный накал для подачи защитного газа. Рабочий торец электродного узла образован заточенными концами прутковых электродов, его диаметр равен 0,6-0,7 диаметра прутка, а длина заточки прутков составляет 2-3 диаметра прутка 3. Однако наличие центрального канала ухудшает стабильность горения дуги при сварке на переменном токе, так как защитный.газ, выходящий из центрального канала, мешает возбуждению дуги при смене полярности на электроде. Не обеспечивается од новременное возбуждение дуги на торцах трех электродов, что приводит к блужданию дуги по торцу, смещению ее относительно стыка. Вследствие этого возможно появление дефектов в виде несплавлений кромок, непроваров. Целью изобретения является облегчение возбуждения дуги, повьш1ение устойчивости горения дуги и повьш1ение качества сварных швов. Эта цель достигается тем, что в электродном узле, содержащем установленные вплотную один к другому прутковые электроды из тугоплавкого металла, рабочий торец электродного узла выполнен сплошным с диаметром, равн1лм 0,5-0,95 диаметра окружности, описывающей прутковые электроды. На фиг. 1 показан электродный узел, общий виду на фиг.- 2 - вид А на фиг. 1. В электрододержателе 1 установлен электродный узел, содержащий прутковые электроды 2 диаметром 3 мм и менее из тугоплавкого металла, установлеИные вплотную один к другому. Рабочий торец 3 электродного узла выполнен сплошным с диаметром, равным 0,5-0,95 диаметра окружности, описывающей установленные вплотную прутковые электроды 2. Сплошной рабочий торец 3 получают оплавлением. При оплавлении торцы прутковых электродов 2 свариваются между собой, образуя сплошной участок, при этом закрывается центральное отверстие ежду прутковьв и электродами и, главное, образуется плавный переход 4
31
между прутками по наружной поверхности пучка.
При диаметре рабочего торца 3 0,5 диаметра окружности, описывающей прутковые электроды, невозможно образование плавного перехода 4 между прутками. Резкий переход является причиной повьшения концентрации напряжения в этих местах, и как следствие, местом начала разрушения сплошного рабочего торца 3 .при резкой смене температуры на торце 3 при перерывах горения дуги. Максимальный размер сплошного участка практически не превышает 0,95 диаметра.
Наличие сплошного рабочего торца 3, соединяющего нижние торцы пучка прутковых электродов 2, позволяет исключить блуждание дуги при сварке на переменном токе, повышает устойчивость горения дуги. Стойкость электродного узла увеличивается за счет применения вольфрамовых прутков
872914
диаметром 3 мм и менее, качество которых значительно выше по сравнению с электродами диаметром свыше 3 мм. По сравнению с базовьм объектом, 5 в качестве которого приняты вольфрамовые прутковые электроды диаметром 4, 6 и 8 мм, электродный узел из трех прутковых электродов диаметром каждого из них по 2 или 3 мм снижается расход вольфрама на 25-58% при сохранении максимально допустимых значений силы сварочного тока для сплошных электродов (диаметром 4,6 и 8 мм) .
Повышение стойкости электродного узла исключает эрозионное разрушение его торца, способствуя повышению качества шва за счет уменьшения вольфрамовых включений, при этом снижается трудоемкость благодаря уменьшению объема ремонтных работ по исправлению .дефектов в швах.
В ид А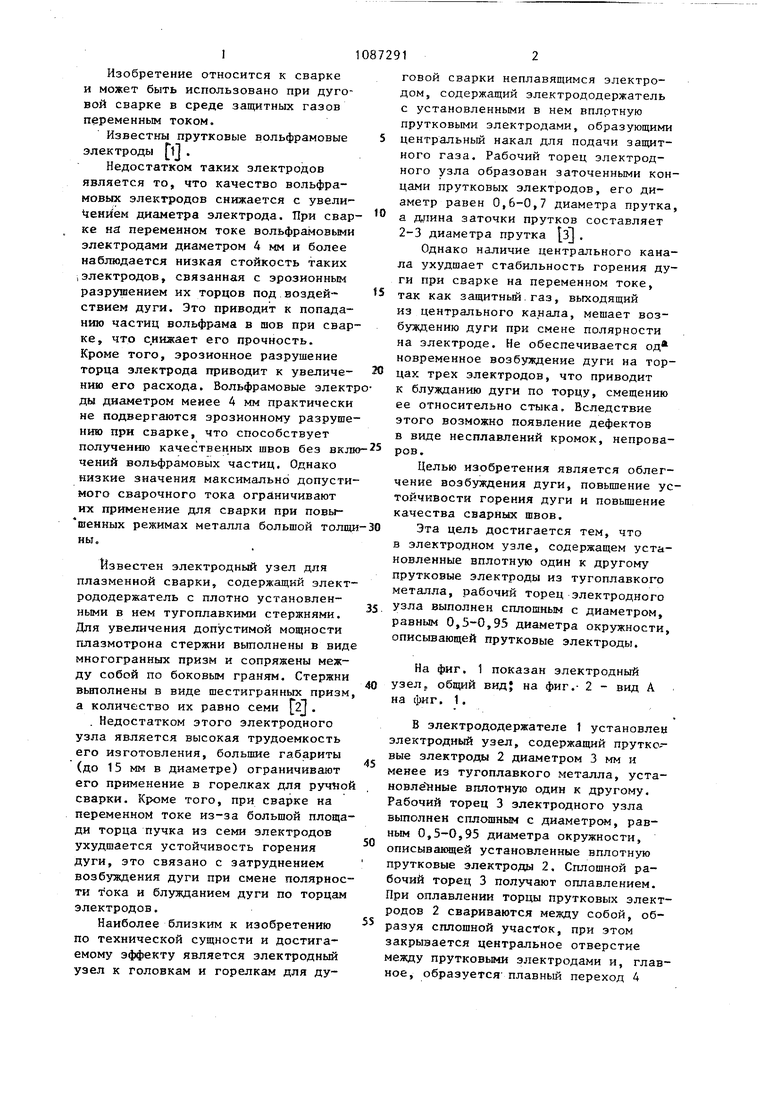
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ДУГОВОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2000 |
|
RU2170652C1 |
| Двухэлектродная горелка | 1983 |
|
SU1123808A1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ДУГОВОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2006 |
|
RU2318642C1 |
| Способ дуговой сварки неплавящимся электродом | 1985 |
|
SU1281355A1 |
| Горелка для дуговой сварки неплавящимся электродом в среде защитных газов | 1979 |
|
SU782970A1 |
| Способ сварки вольфрамовым электродом | 1991 |
|
SU1825689A1 |
| Неплавящийся электрод для дуговой сварки | 2022 |
|
RU2798648C1 |
| ВОЛЬФРАМОВЫЙ ЭЛЕКТРОД | 1999 |
|
RU2162779C2 |
| Двухэлектродная горелка | 1986 |
|
SU1428544A1 |
ЭЛЕКТРОДНЫЙ УЗЕЛ, содержащий установленные вплотную один к другому прутковые электроды из тугоплавкого металла, о т л и ч а ющ и и с я тем, что, с целью облегчения возбуждения дуги, повьшения устойчивости горения дуги и повышения ;качества сварных швов, рабочий торец электродного узла выполнен сплошньм с диаметром, равным 0,50,95 диаметра окружности, описывающей прутковые электроды. г (/
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Петров Г.П | |||
| Сварочные материалы | |||
| Л., Машиностроение, 1972, с | |||
| Вагонный распределитель для воздушных тормозов | 1921 |
|
SU192A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
