Изобретение относится к машинои приборостроению и может быть исползовано при обработке нежестких деталей.
Известен способ подачи режущего инструмента при токарной обработке нежестких деталей путем регулирования .силы резания, реализуемой в стартовом автоматическом врезном устройстве. Стартовые устройства формируют и выдают дискретные и аналоговые команды в схему управления металлорежущим станком на переключение скоростей суппорта с быстрого подвода на рабочую подачу. Это происходит в тот момент, когда в процессе врезания режущего инструмента в обрабатываемую деталь один из параметров характеризующих состояние процесса врезания, достигает своего заданного значения. В качестве таких параметров в стартовых автоматических урезных устройствах используются, в частности, либо сила резания, либо крутящий момент врезания СО.
Недостатком известного способа является то, что он имеет основной целью только автоматическое ограничение усилия резания и контролирует только верхнюю границу усилия резания. Следовательно, способ не может быть использован для такого закона изменения силы, при котором динами|ческие деформации детали были минимальны, и не может обеспечивать повышение точности обработки за счет снижения динa шчecкoгo воздействия от врезания.
оЦелью изобретения является повышение точности обработки заготовок за счет уменьшения динамического воздействия силы резания.
Поставленная цель достигается тем, что согласно спосову подачи режущего инструмента, заключающемуся в регулировании силы резания в зависимости от прогиба детали, в момент контакта инструмента с деталью силу резания при врезании регулируют в два этапа с интервалом, равным половине периода колебаний детали, причем -. на первом этапе прикладывают половину силы резания.
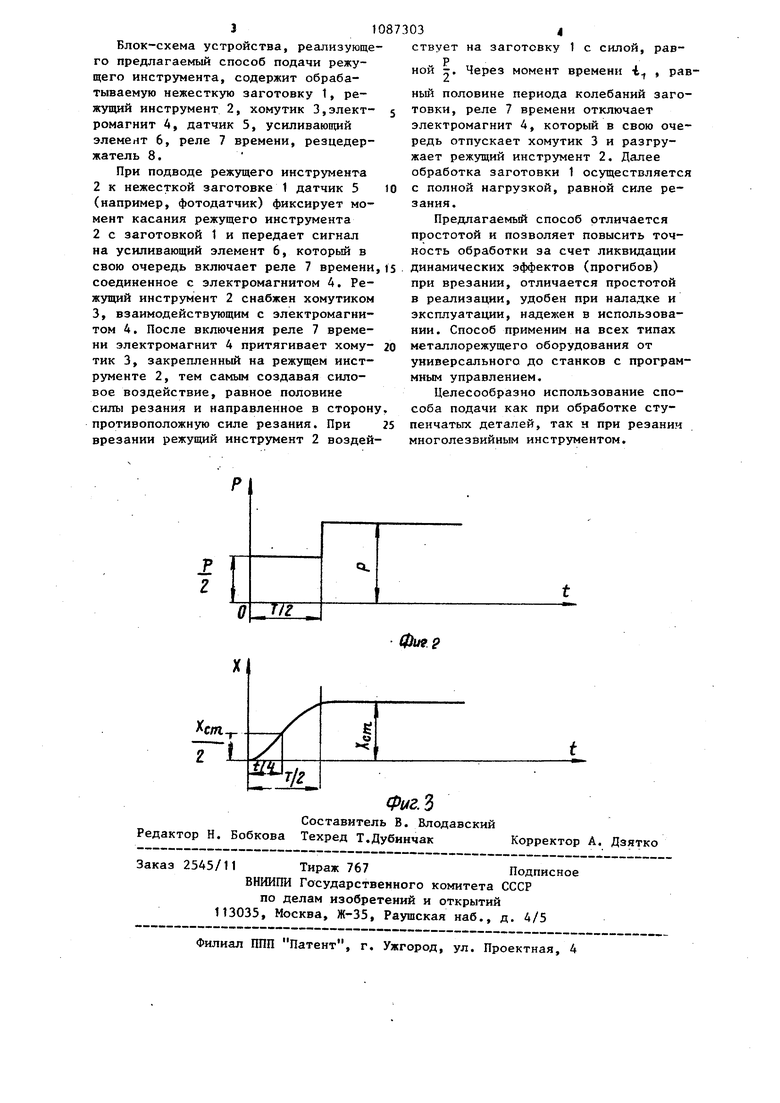
На фиг.1 изображена блок-ех«ма устройства, реализующего способ; на фиг.2 - изменение силы резания; на фиг.З - Деформация детали при осуществлении способа.
Сущность способа заключается в следующем.
В процессе токарной обработки нежестких деталей после быстрого подвода режущего инструмента и переключения суппорта на рабочую подачу в момент врезания динамическое воздействие силы резания приводит к увеличению амплитуды изгибных и крутильны колебаний детали.
Если закон изменения силы резания осуществлять так, что динамический коэффициент равен единице, то динамический эффект силы резания отсутствует. При учете первой (главной) формы колебаний, деталь рассматривается как система с одной степенью свободы.
Выражение для перемещения (прогиба) детали, как системы с одной степенью свободы под действием силы, изменяющейся по произвольному закону, имеет вид t
FC-Clsin t-rMr , {1|
О
где W - частота колебаний;
М - масса деталиj
Flf)- закон изменения силы резания Из формулы (1) следует, что при
и
F(T) 2 const
х 2 1 wtb
(2)
где статистическая деформация
детали
Р - сила резания. Прилагая после истечения времени
t-, лополн1 тельно еще силу г (половину силы резания) при 7, получим выражение для перемещения детали
X X2 -|- 2-co5W(t-t)coswtJ. (31
При -t Ц из выражений (3) и (2) следует х х х., т.е. отсутствуют колебания детали.
Время i определяется
Т г
-.
2 -ТлТ
(4)
J
где Т - период колебаний детали
(Т ) W
- длина детали-, ЕЭ - жесткость при изгибе.
Блок-схема устройства, реализующего предлагаемый способ подачи режущего инструмента, содержит обрабатываемую нежесткую заготовку 1, режущий инструмент 2, хомутик 3,электромагнит А, датчик 5, усиливающий элемент 6, реле 7 времени, резцедержатель 8.
При подводе режущего инструмента 2 к нежесткой заготовке 1 датчик 5 (например, фотодатчик) фиксирует момент касания режущего инструмента 2 с заготовкой 1 и передает сигнал на усиливающий элемент 6, который в свою очередь включает реле 7 времени соединенное с электромагнитом 4. Режущий инструмент 2 снабжен хомутиком 3, взаимодействующим с электромагнитом 4, После включения реле 7 времени электромагнит 4 притягивает хомутик 3, закрепленный на режущем инструменте 2, тем самым создавая силовое воздействие, равное половине силы резания и направленное в сторон противоположную силе резания. При врезании режуощй инструмент 2 воздействует на заготовку 1 с силой, равной -. Через момент времени i , равный половине периода колебаний заготовки, реле 7 времени отключает электромагнит 4, который в свою очередь отпускает хомутик 3 и разгружает режущий инструмент 2. Далее обработка заготовки 1 осуществляется с полной нагрузкой, равной силе резания.
Предлагаемый способ отличается простотой и позволяет повысить точность обработки за счет ликвидации динамических эффектов (прогибов) при врезании, отличается простотой в реализации, удобен при наладке и эксплуатации, надежен в использовании. Способ применим на всех типах металлорежущего оборудования от универсального до станков с программным управлением.
Целесообразно использование способа подачи как при обработке ступенчатых деталей, так н при резании многолезвийным инструментом.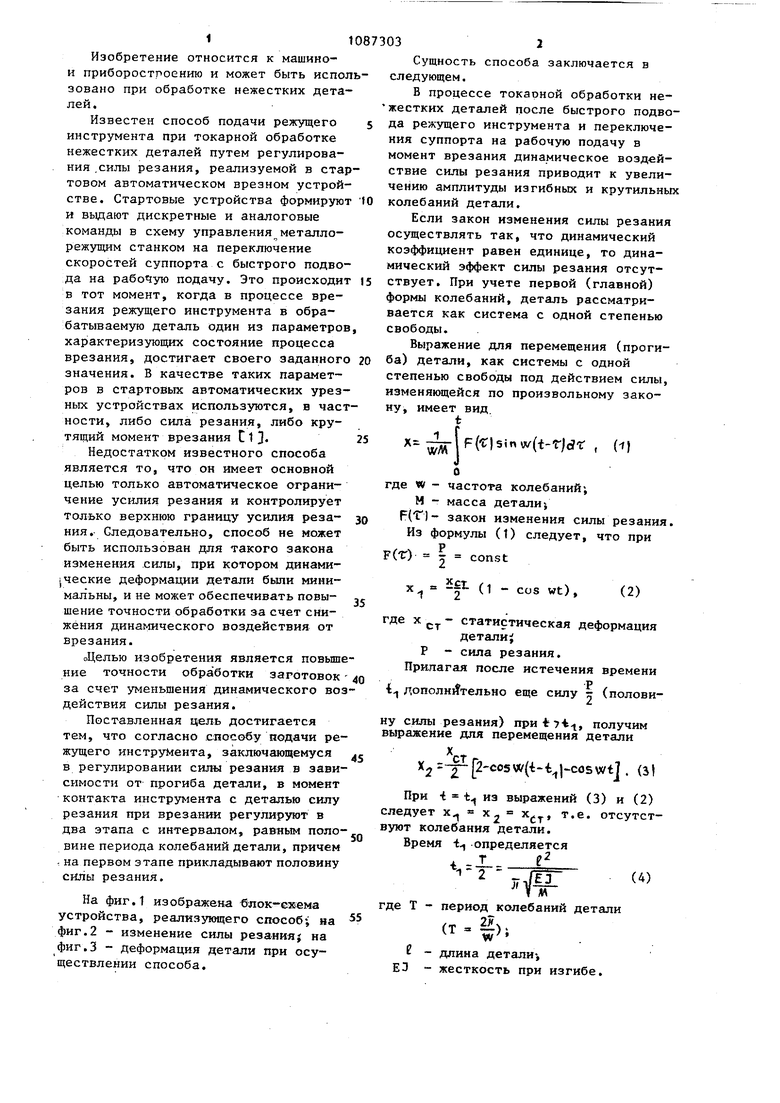
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки нежестких деталей | 1980 |
|
SU973240A1 |
| Способ токарной обработки маложесткой длинномерной осессимметричной заготовки детали | 2022 |
|
RU2805022C2 |
| Способ фрезерования | 1990 |
|
SU1763103A1 |
| Устройство для обработки с вибрациями нежестких цилиндрических деталей | 1985 |
|
SU1301648A1 |
| СПОСОБ УПРАВЛЕНИЯ ОБРАБОТКОЙ НЕЖЕСТКИХ ВАЛОВ НА ТОКАРНОМ СТАНКЕ | 1990 |
|
RU2009830C1 |
| СПОСОБ ДИАГНОСТИРОВАНИЯ ЦИКЛИЧЕСКИХ МАШИН - МЕТАЛЛОРЕЖУЩИХ СТАНКОВ ФАЗОХРОНОМЕТРИЧЕСКИМ МЕТОДОМ | 2013 |
|
RU2561236C2 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2001 |
|
RU2200077C1 |
| Способ токарной обработки нежестких деталей | 1988 |
|
SU1604501A1 |
| Способ обработки нежестких деталей | 1982 |
|
SU1085674A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2134631C1 |
СПОСОБ ПОДАЧИ РЕЖУЩЕГО ИНСТРУМЕНТА ПРИ ТОКАРНОЙ ОБРАБОТКЕ НЕЖЕСТКИХ ДЕТАЛЕЙ, заключающийся в регулировании силы резания в зависимости от прогиба детали, отличающийся тем, что, с целью повышения точности обработки, в момент контакта инструмента с деталью силу резания при врезании регулируют в два этапа с интервалом, равным половине периода колебаний детали, причем на первом этапе прикладывают половину силы резания. (Л 00 1 00 Од 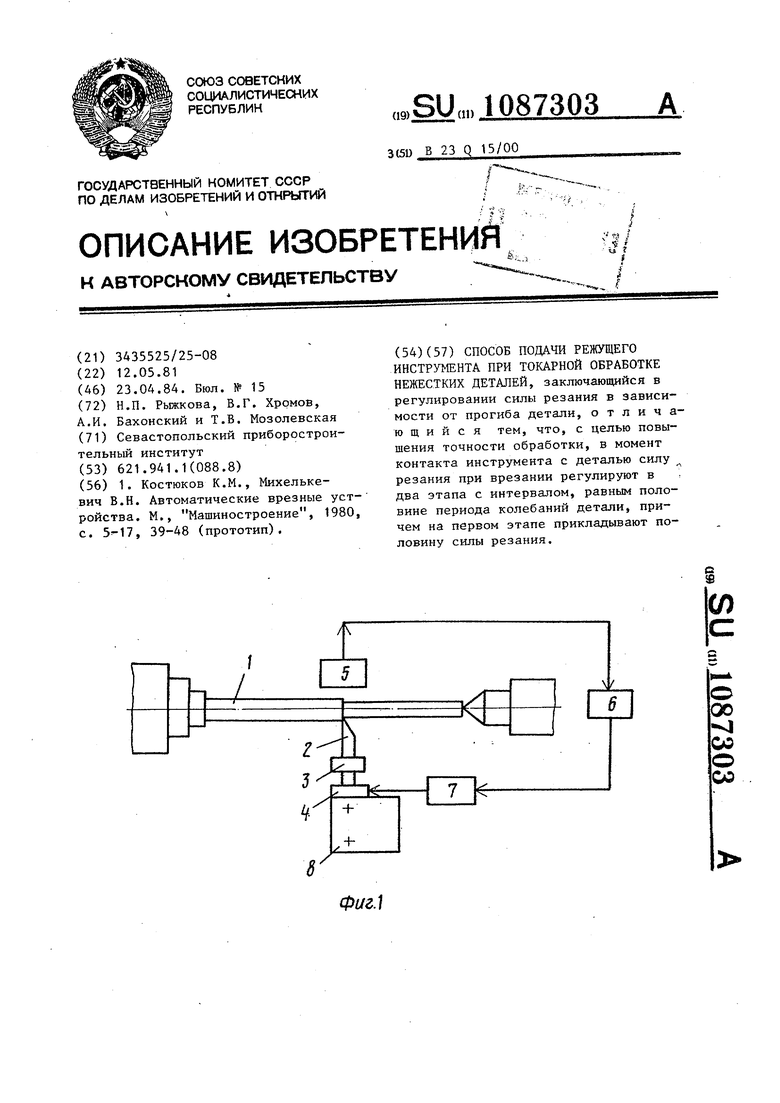
Фи92
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Костюков К.М., Михелькевич В.Н | |||
| Автоматические врезные устройства | |||
| М., Машиностроение, 1980, с | |||
| , 39-48 (прототип). | |||
