о
00
00
о
О5 1 Изобретение относится к машиногтрокнию, преимущественно к производству подшипников, и мох(ет быть использовано при окончательной обработке точных сферических поверхио тей деталей типа тел вращения, например, наружных и внутренних колец шарнирных подшипников. Известен способ абразивной обработки сферических поверхностей дета лей, при котором инструменты располагают вокруг вращающейся детали, сообщают им подачу на врезание и качательное движение по дуге окружности tl ,. Недостатком известного способа является невысокая точность сферической поверхности, так как инструменты, свободно прижимаясь к обраба тываемой сфере, копируют предварительно обработанную поверхность. Цель изобретения повышение точ ности профиля сферы. Поставленная цель достигается тем, что согласно способу абразивкой обработки сферических поверхнос тей деталей, при котором инструмент располагают вокруг вращающейся дета сообцают им подачу на врезание и ка чательное движение по дуге окружное THjкачание инструментов производят по дугам окружностей с разными ради сами вокруг дентра качания, смещенного относительно оси вращения дета ли на расстоянии е, а подачу инстру ментов на врезание осуществляют синхронно в направлении центра кача ния, при этом R,::yf -2eyR2 s требуемый радиус сферы-, величина смещения оси качания брусков от оси вращения детали, соответствующая погре ности наладки станка В высота детали Р-1, R-, ра/диусы дуг окружностей, по которыг-1 осуществляют качани инструменты. На чертеже приведена схема обработки сферической поверхности внутрен него кольца шарнирного подшипника двумя кинематически связанными абра зивными брусками. 6 Схема, иллюстрирующая способ, включает обрабатываемое кольцо 1, оправку 2j, на которую базируют обра батываемое кольцо, абразивные бруски 3 и А. Обработку осуществляют следующим образом. Кольцо 1 закрепляют на оправке 2 в шпинделе станка и вращают вокруг его геометрической оси . Абразивным брускам 3 и 4 сообщают качательные движения вокруг центра качания К, не совпадающего с центром сферы О на величину е , представляющую собой достижимую на данном станке точность совмещения оси вращения детали с осью качания инструмента. Обоим брускам сообщают синхронную врезную подачу в направлении центра качания брусков К, т.е. в единицу времени бруски совершают в этом направлении одинаковое перемещение. При этом брусок 3 качают по дугз окружности с радиусом , а брусок 4 по дуге окружности с радиусом к - р-яр- г, где R - требуемый радиус сферыу 6 - величина смещения оси качания брусков от оси вращения детали, В - высота кольца. Угловые размеры дуг окружностей, по которым производят качание брусков одинаковы, а линейные размеры их разные. Поскольку радиус качания бруска 3 больше требуемого радиуса сферы на величину , образуется погрешность профиля сферы, имеющая максимальную величину в торцовом сечении детали () Максимальную величину этой погрешности можно определить по формуле . ,. Механизм образования этой погрешности идентичен образованию погрешности профиля сферы при обработке методом пересекающихся осей, которьй является .самым точным из известных способом формообразования сферы. Однако за счет того, что брусок 4 имеет синхронное с бруском 3 перемещение к центру качания и одинаковую с ним режущую способность, а также за счет того, что брусок 4 качают по дуге окружности, имеющей радиус, меньший, чем требуемый радиус сферы, брусбк 4
срезает металл в сечениях, прилегающих к торцам детали, где погрешность профиля максимальна, В результате этого погрешность профиля детали, обработанной предлагаемым способом, имеет максимальную величину не у торцов, а в некотором произвольном сечении детали. Величину этой погрешности..м,ожно определить по формуле
Л .
Расчет по приведенным формулам показывает, что за счет этого погрешность профиля уменьшается в 4,5 раза.
Таким образом, физическая сущность предлагаемого способа обработк сферических поверхностей заключается в том, что неизбежно образующаяся при одноинструментальной обработке погрешность профиля сферы частично исправляется вторым инструментом, кинематически связанным с первым, за счет различных траекторий их движения при образующей подаче, при которой .
Таким образом, изобретение позволяет повысить точность профиля сферы.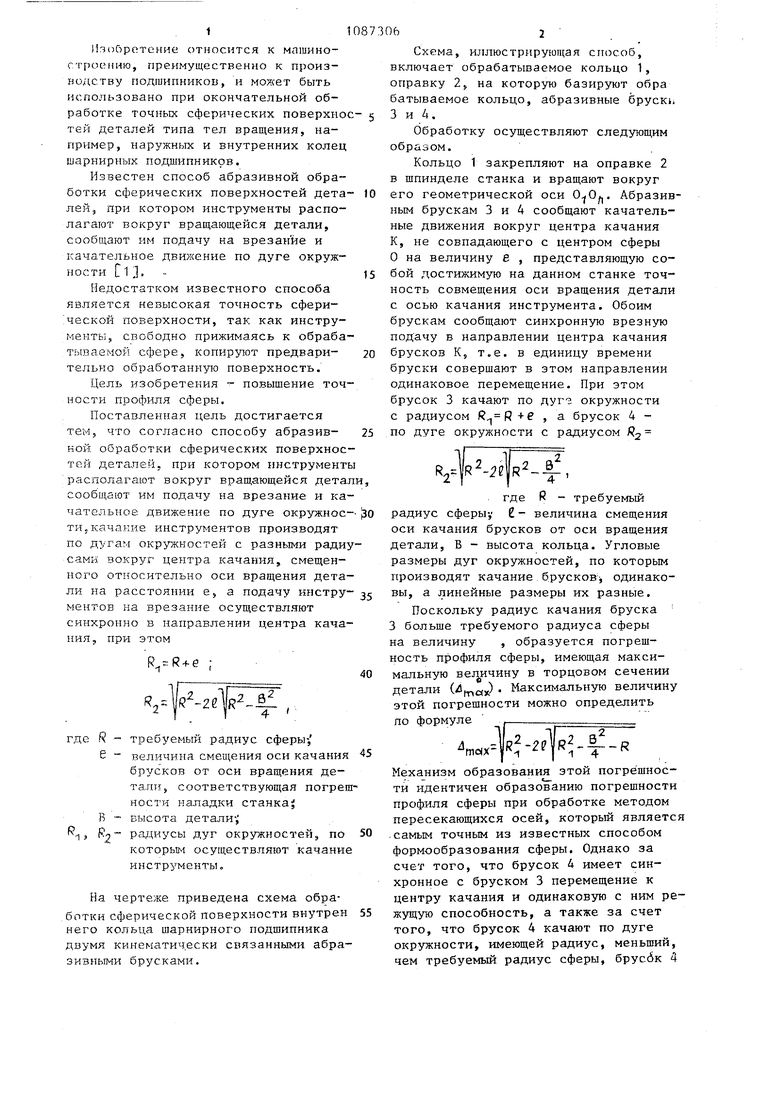
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки дорожки качения кольца шарикоподшипника | 1986 |
|
SU1333545A1 |
| Способ чистовой обработки | 1985 |
|
SU1337238A1 |
| Способ обработки сферической поверхности детали инструментом с плоской рабочей поверхностью | 1985 |
|
SU1298050A1 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ ВРАЩЕНИЯ | 1998 |
|
RU2146595C1 |
| СПОСОБ НЕПРЕРЫВНОГО ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 1998 |
|
RU2162401C2 |
| Способ управления процессом шлифования | 1980 |
|
SU956257A2 |
| Способ суперфиниширования дорожек качения колец шариковых подшипников | 1985 |
|
SU1346402A1 |
| Способ обработки конических отверстий | 1982 |
|
SU1074663A1 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШИРОВАНИЯ ТОРОИДАЛЬНЫХ ПОВЕРХНОСТЕЙ КОЛЕЦ ШАРИКОПОДШИПНИКОВ | 2002 |
|
RU2227772C2 |
| СПОСОБ БЕСЦЕНТРОВОГО СУПЕРФИНИШИРОВАНИЯ КРУГОВЫХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2201862C2 |
СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ, при котором инструменты располагают вокруг вращающейся детали, сообщают им подачу на врезание и качательное движение по дуге окружности, отличающийся тем, что, с целью повьш1ения точности профиля сферы, качание инструментов производят йЪ дугам окружностей с разными радиусами вокруг центра качания, смещенного относительно оси вращения детали на расстояние Ё , а подачу инструментов на врезание осуществляют синхронно в направлении центра качания, при этом ; -7 1 ЯR2--|R -2e|R --|- , где R - требуемый радиус сферы; Р - величина смещения оси качания брусков от оси вращения I детали, соответствующая погрешности наладки станка; (Л В высотка детали, Р(р2 радиусы дуг окружностей, по которым осуществляют качание инструменты.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для доводки сферических поверхностей деталей | 1973 |
|
SU529060A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
