4 4 СД
ю
Изобретение относится к порошковой металлургии, в частности к устройствам для прессования изделий из порошка, преиму- ш,ественно изделий плоской формы.
Цель изобретения - увеличение выхода годного продукта и улучшение условий труда за счет автоматизации процесса прессования.
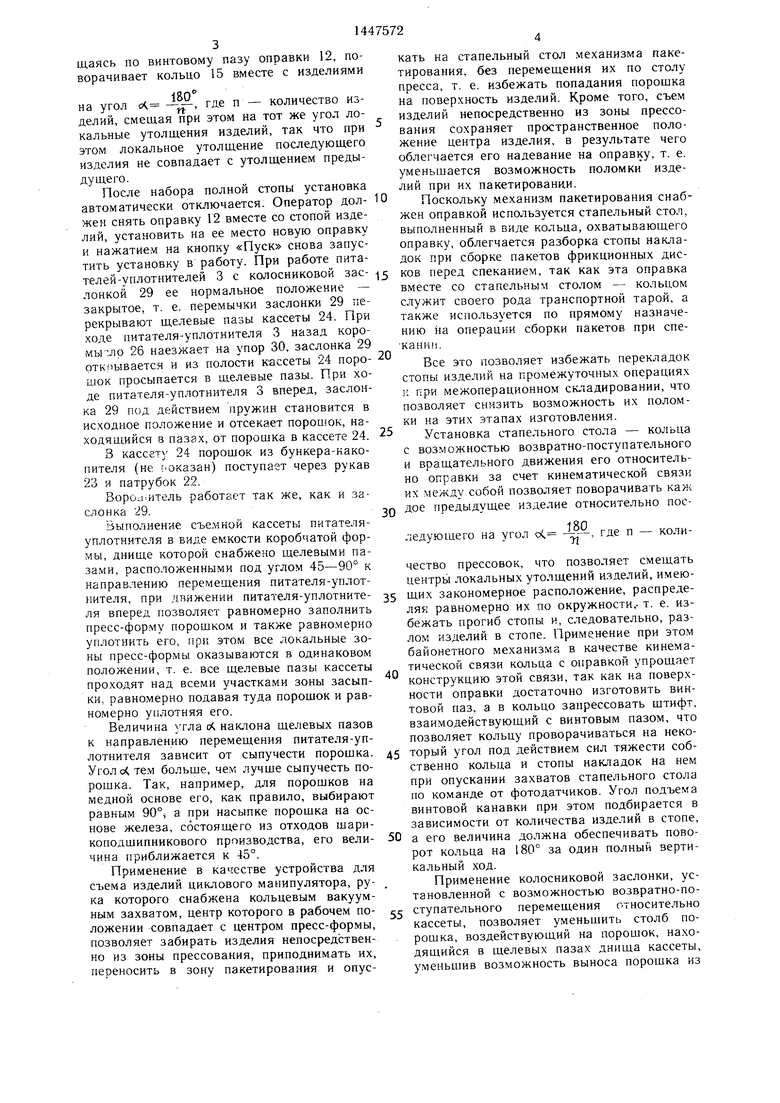
На фиг. i изображена установка, вид в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. i; на фиг. 4 - узел I на фиг. 2; на фиг. 5 - разрез В-В на фиг. 1; на фиг. 6 - то же, с колосниковой заслонкой; на фиг. 7 - то же, с ворошителем порошка; на фиг. 8 - разрез Г-Г на фиг. 7.
Установка состоит из пресса 1 со столом 2, на которо.м с возможностью возвратно-поступательного перемещения рован питатель-уплотнитель 3 с приводом 4 перемеш.ения, манипулятора 5 и механизма
ших валики 27 с Z-образными рыхлителями 28.
В случае работы с порошками повышенной сыпучести к штангам 25 крепится колосниковая заслонка 29. В матрице 11 находятся изделия. К столу 2 (сзади питателя-уплотнителя) 3 крепится регулируемый упор 30. Установка работает следующим образом.
В исходном положении пуансон (не по10 казан) находится в верхнем крайнем положении, питатель-уплотнитель 3 - в заднем крайнем положении, а захват 8 манипулято-. ра 5 в положении, показанном на фиг. I тонкими линиями.
15 После сигнала «Пуск питатель-уплотнитель 3 начинает перемещаться вперед с обязательным перебегом всей зоны засыпки (матрицы 11) до положения, показанного на фиг. 1 тонки.ми линиями. При этом порошок из кассеты 24 просыпается через
6 пакетирования, смонтированных на крон- 20 щелевые пазы, попадает в углубления матштейне 7. Кронштейн 7 с целью обеспечения удобства наладки пресса 1 соединен с корпусом (не обозначен) пресса шарнирно и имеет возможность поворачиваться, освобождая свободный доступ к прессу.
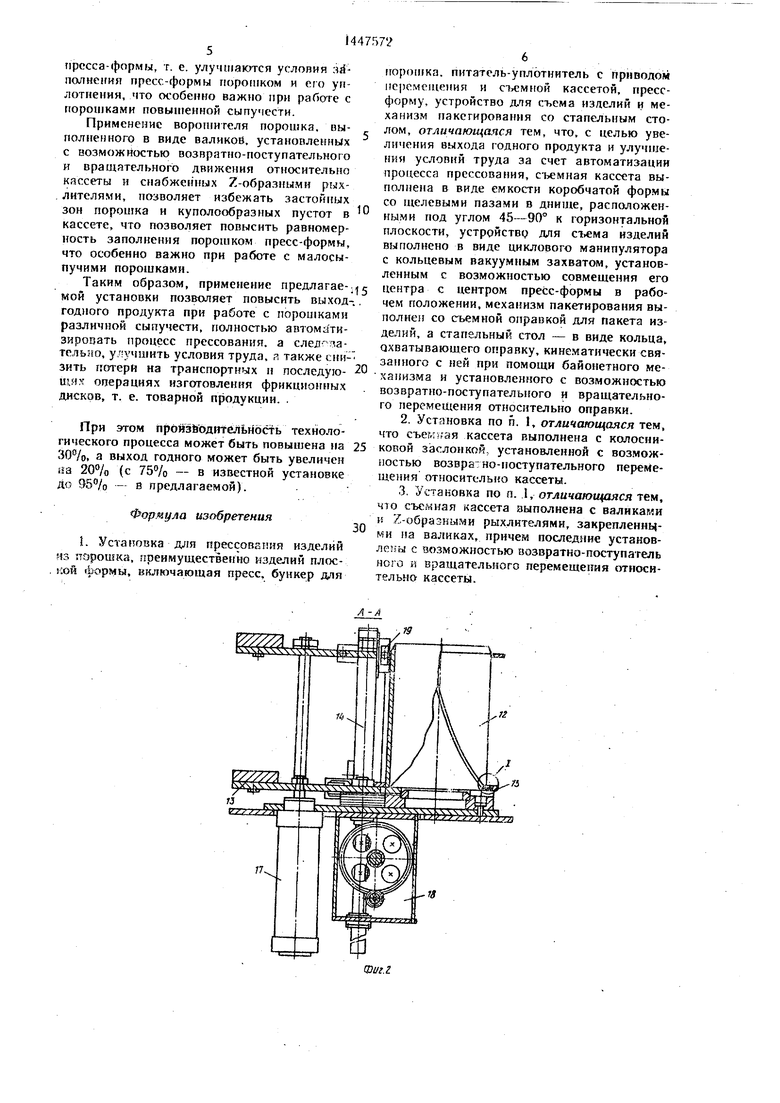
Манипулятор 5 снабжен кольцевым захватом 8, несущим присоски, состоящие из Э:Г|астичпого колпачка 9 и корпуса 10, смонтированного в кольцевом захвате 8 подвижно и подпружиненно. При этом центр кольцевого захва | а 8 совпадает в рабочем положении с центром пресс-формы (матрицы) 11 пресса Г.
Механизм б пакетирования состоит из съемной оправки 12, снабженной винтовым пазом, траверсы 13, перемещающейся по двум стойкам 14 и несущей стапельный сто.л, Ыл1юлнеппый в виде кольца 15, снабженного пггифтом 16, приводо.м ускоренного подъема траверсы 3, выполненным в виде пневмо- цилиндра 17 и приводом дискретного опускания траверсы 13, выполненным в виде шестеренного редуктора 18 с храповым ме- ханиз.мом (не показан), собачка которого получает движение от электромагнита (не
25
30
рицы 11, разравнивается и уплотняется перемычками щелевых пазов. Так как все пазы кассеты 24 проходят над углублением матрицы 11, то все локальные участки этого углубления равномерно заполняются порошком и равномерно уплотняются. При обратном ходе кассеты 24 происходит до- уплотнение порошка в углублении матрицы 11.
С момента начала обратного хода питателя 3 подается команда на ход пуансона вниз. После небольшой выдержки в нижнем положении пуансон начинает обратный ход и подается команда на манипулятор 5. Его рука поворачивается в рабочее положение, JC удлиняется и захват 8 начинает опускаться вниз. Эластичные колпачки 9 прижимаются к поверхности изделия под действие.м пружин на корпусах 10. В систему подается сжатый воздух и за счет его икжекции колпачки 9 присасываются к изделию. Захват 8 поднимается строго вверх, рука манипулятора 5 укорачивается и поворачивается в исходное положение, где захват 8 опускается вниз и укладывает изделие на кольцо 15, надевая его одновременно на съем40
показан). Управление электромагнитом осу- дб ную оправку 12. После этого подача сжа- ществляется фотодатчиками 19 контроля положения верхней плоскости стопы изделий.
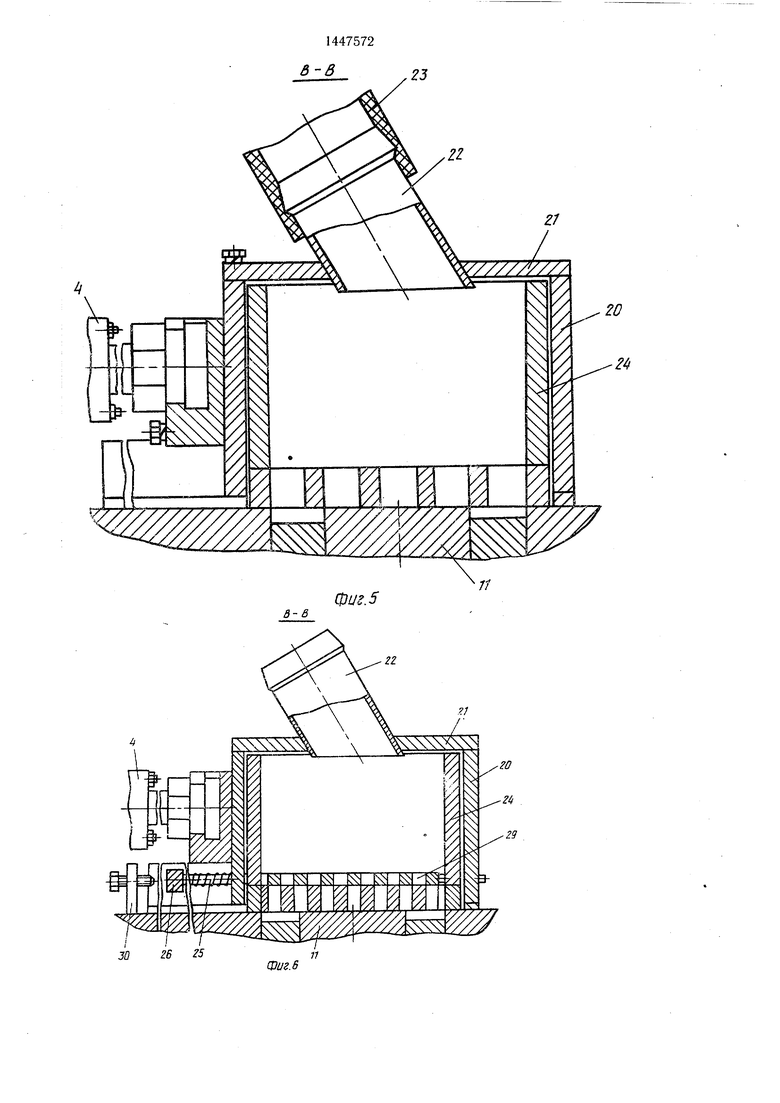
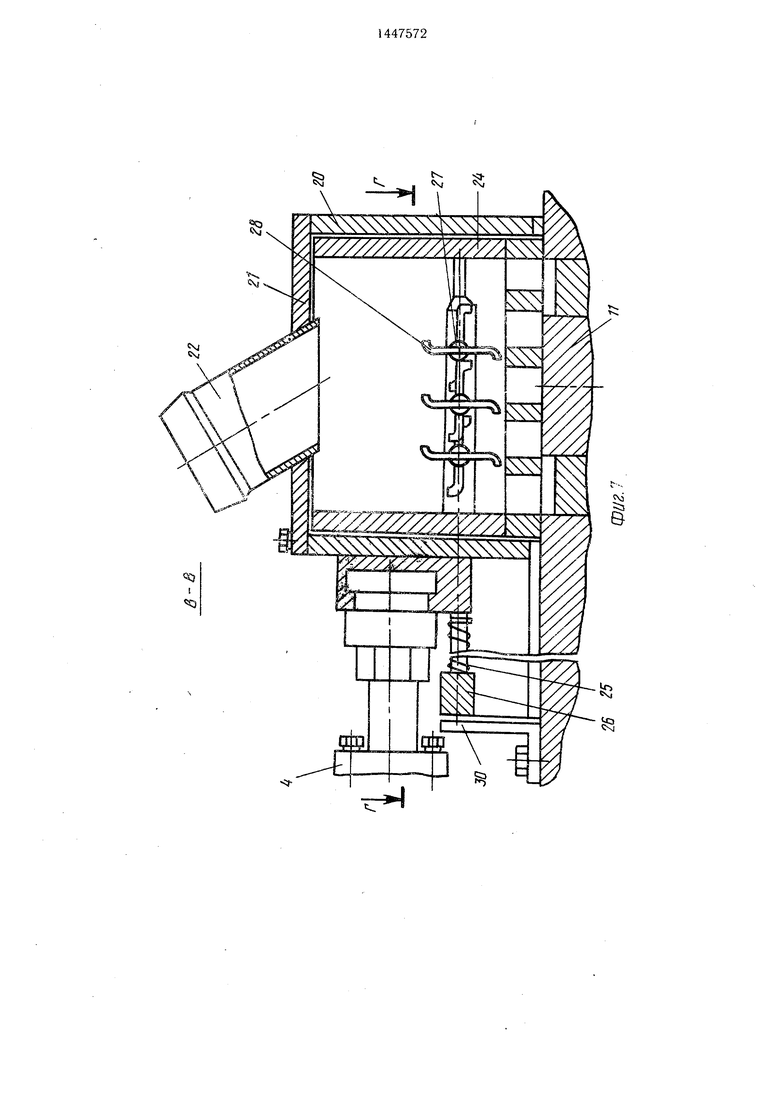
Питатель-уплотнигель 3 состоит из корпуса 20, крышки 21 с патрубком 22 и гибтого воздуха прекращается, захват 8 поднимается вверх и установка готова к повторению цикла.
Как только верхняя плоскость изделия, уложенного на кольцо 15, перекроет зону
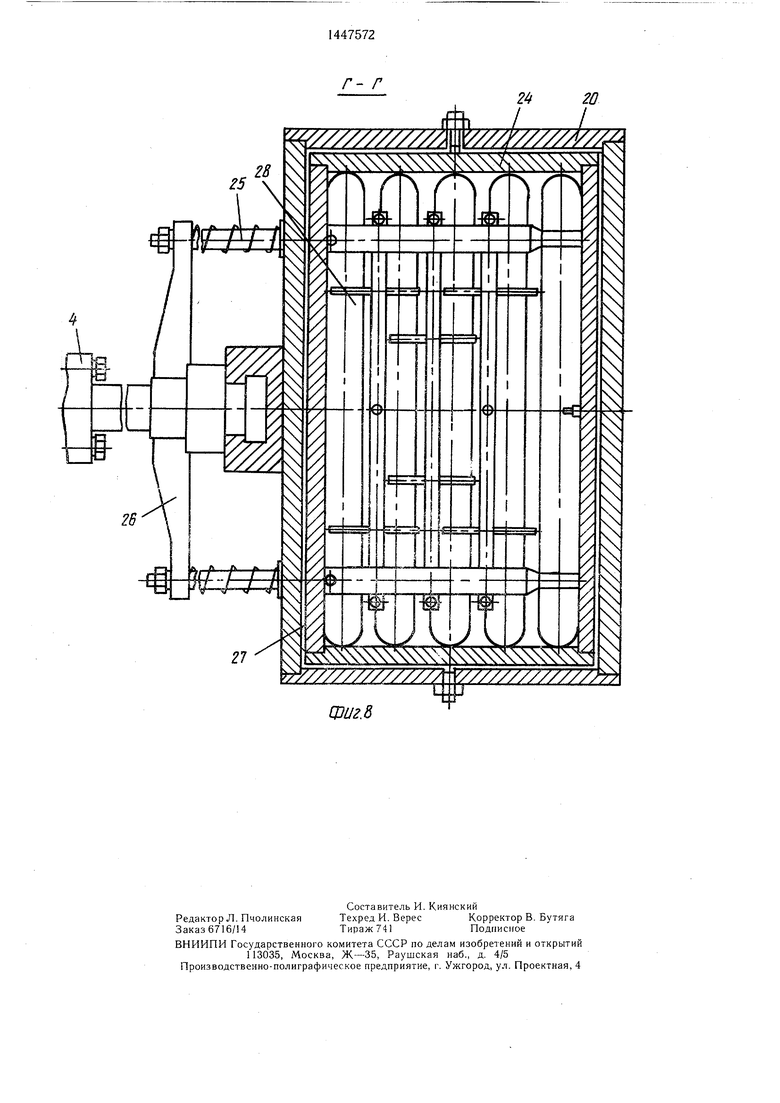
КИМ рукавом 23. В корпус 20 свободно встав- 50 контроля фотодатчиков 19, поступает ко- ляется сменная (в зависимости от сыпучее- манда на электромагнит (не показан) при- ти порошка) кассета 24, днище которой снаб- вода дискретного опускания траверсы 13, ко- жено щелевыми пазами. В случае необхо- торый приводит в движение собачку храпо- димости, то есть при работе с порошкамивого механизма (не показан). Под лТ.ействипониженнс л сыпучести, питатель-уплотни- j - тяжести траверса 13 опускается вниз тель 3 снаб;-;;глется ворошителем порошка, состоящим из двух подпружиненных штанг 25, объединенных коромыслом 26 и несупо стойкам 14 на один зуб храповика. При этом опускается кольцо 15 вместе с изделиями. При этом штифт 16 кольца 15, перемеших валики 27 с Z-образными рыхлителями 28.
В случае работы с порошками повышенной сыпучести к штангам 25 крепится колосниковая заслонка 29. В матрице 11 находятся изделия. К столу 2 (сзади питателя-уплотнителя) 3 крепится регулируемый упор 30. Установка работает следующим образом.
В исходном положении пуансон (не показан) находится в верхнем крайнем положении, питатель-уплотнитель 3 - в заднем крайнем положении, а захват 8 манипулято-. ра 5 в положении, показанном на фиг. I тонкими линиями.
После сигнала «Пуск питатель-уплотнитель 3 начинает перемещаться вперед с обязательным перебегом всей зоны засыпки (матрицы 11) до положения, показанного на фиг. 1 тонки.ми линиями. При этом порошок из кассеты 24 просыпается через
щелевые пазы, попадает в углубления мат5
0
рицы 11, разравнивается и уплотняется перемычками щелевых пазов. Так как все пазы кассеты 24 проходят над углублением матрицы 11, то все локальные участки этого углубления равномерно заполняются порошком и равномерно уплотняются. При обратном ходе кассеты 24 происходит до- уплотнение порошка в углублении матрицы 11.
С момента начала обратного хода питателя 3 подается команда на ход пуансона вниз. После небольшой выдержки в нижнем положении пуансон начинает обратный ход и подается команда на манипулятор 5. Его рука поворачивается в рабочее положение, C удлиняется и захват 8 начинает опускаться вниз. Эластичные колпачки 9 прижимаются к поверхности изделия под действие.м пружин на корпусах 10. В систему подается сжатый воздух и за счет его икжекции колпачки 9 присасываются к изделию. Захват 8 поднимается строго вверх, рука манипулятора 5 укорачивается и поворачивается в исходное положение, где захват 8 опускается вниз и укладывает изделие на кольцо 15, надевая его одновременно на съем0
б ную оправку 12. После этого подача сжа-
- тяжести траверса 13 опускается вниз
по стойкам 14 на один зуб храповика. При этом опускается кольцо 15 вместе с изделиями. При этом штифт 16 кольца 15, перемещаясь по винтовому пазу оправки 12, поворачивает кольцо 15 вместе с изделиями
JQ лО
на угол 0 -, где п - количество изделий, смещая при этом на тот же угол локальные утолщения изделий, так что при этом локальное утолщение последующего изделия не совпадает с утолщением предыдущего.
После набора полной стопы установка автоматически отключается. Оператор дол- Ю жен снять оправку 12 вместе со стопой изделий, установить на ее место новую оправку и нажатием на кнопку «Пуск снова запустить установку в работу. При работе питакать на стапельный стол механизма пакетирования, без перемещения их по столу пресса, т. е. избежать попадания порощка на поверхность изделий. Кроме того, съем изделий непосредственно из зоны прессования сохраняет пространственное положение центра изделия, в результате чего облегчается его надевание на оправку, т. е. уменьшается возможность поломки изделий при их пакетировании.
Поскольку механизм пакетирования снабжен оправкой используется стапельный стол, выполненный в виде кольца, охватывающего оправку, облегчается разборка стопы накладок при сборке пакетов фрикционных дистелей-уплотнителей 3 с колосниковой зас- ков перед спеканием, так как эта оправка лонкой 29 ее нормальное положение - закрытое, т. е. перемычки заслонки 29 перекрывают щелевые пазы кассеты 24. При ходе питателя-уплотнителя 3 назад коро- мьг:лр 26 наезжает на упор 30, заслонка 29 отк 1ываетс.ч и из полости к-ассеты 24 поро- 20 шок просыпается в щелевые пазы. При ходе питателя-уплотнителя 3 вперед, заслонка 29 под де-йствием пружин становится в исходное положение и отсекает порошок, находящийся в пазах, от порошка в кассете 24. 25
3 кассету 24 порошок из бункера-накопителя (не показан) поступает через рукав 23 и патрубок 22.
Воро питель работает так же, как и заслонка 29.
Выполнение съемной кассеты питателя- уплотнителя в виде eN .KocTH коробчатой формы, днище которой снабжено щелевыми пазами, расположенными под углом 45-90° к направлению перемещения питателя-уплотвместе со стапельным столом - кольцом служит своего рода транспортной тарой, а также используется по прямому назначению на операции сборки пакетов при спекании.
Все это позволяет избежать перекладок стопы изделий на промежуточных операциях и при межоперационном складировании, что позволяет снизить возможность их поломки на этих этапах изготовления.
Установка стапельного стола - кольца с возможностью возвратно-поступательного и вращательного движения его относительно оправки за счет кинематической связи их между собой позволяет поворачивать каж 20 Дое предыдущее изделие относительно пос1 ЯП ледующего на угол о(, 4-, где п - количество прессовок, что позволяет смещать центрь локальных утолщений изделий, имею- нителя, при движении питателя-уплотните- з5 Щих закономерное расположение, распреде- ля вперед позволяет равномерно заполнить ляя равномерно их по окружности,- т. е. изпресс-фор.му порошком и также равно.мерно уплотнить его, при этом все локальные зоны пресс-формы оказываются в одинаковом положении, т. е. все щелевые пазы кассеты проходят над всеми участками зоны засыпки, равномерно подавая туда порошок и равномерно уплотняя его.
Величина угла (Л наклона щелевых пазов к направлению перемещения питателя-уп40
бежать прогиб стопы и, следовательно, разлом изделий в стопе. Применение при этом байонетного механизма в качестве кинематической связи кольца с оправкой упрощает конструкцию этой связи, так как на поверхности оправки достаточно изготовить винтовой паз, а в кольцо запрессовать штифт, взаимодействующий с винтовым пазом, что позволяет кольцу проворачиваться на неколотнителя зависит от сыпучести порошка. 45 торый угол под действием сил тяжести собУгол о тем больше, чем лучше сыпучесть порошка. Так, например, для порошков на медной основе его, как правило, выбирают равным 90°, а при насыпке порошка на основе железа, состоящего из отходов шариственно кольца и стопы накладок на нем при опускании захватов стапельного стола по команде от фото датчиков. Угол подъема винтовой канавки при этом подбирается в зависимости от количества изделий в стопе.
коподшипникового производства, его вели- 50 а его величина должна обеспечивать пово- чина приближается к 45°.рот кольца на 180° за один полный вертикальный ход.
Применение колосниковой заслонки, усПрименение в качестве устройства для съема изделий циклового манипулятора, рука которого снабжена кольцевым вакуумтановленнои с возможностью возвратно-поным захватом, центр которого в рабочем по-55 ступательного перемещения смносительно
ложении совпадает с центром пресс-формы,кассеты, позволяет уменьшить столб попозволяет забирать изделия непосредствен-рошка, воздействующий на порошок, на.хоно из зоны прессования, приподнимать их,дящийся в щелевых пазах днища кассеты,
переносить в зону пакетирования и опус-уменьщив возможность выноса порощка из
кать на стапельный стол механизма пакетирования, без перемещения их по столу пресса, т. е. избежать попадания порощка на поверхность изделий. Кроме того, съем изделий непосредственно из зоны прессования сохраняет пространственное положение центра изделия, в результате чего облегчается его надевание на оправку, т. е. уменьшается возможность поломки изделий при их пакетировании.
Поскольку механизм пакетирования снабжен оправкой используется стапельный стол, выполненный в виде кольца, охватывающего оправку, облегчается разборка стопы накладок при сборке пакетов фрикционных дисков перед спеканием, так как эта оправка
ков перед спеканием, так как эта оправка
вместе со стапельным столом - кольцом служит своего рода транспортной тарой, а также используется по прямому назначению на операции сборки пакетов при спекании.
Все это позволяет избежать перекладок стопы изделий на промежуточных операциях и при межоперационном складировании, что позволяет снизить возможность их поломки на этих этапах изготовления.
Установка стапельного стола - кольца с возможностью возвратно-поступательного и вращательного движения его относительно оправки за счет кинематической связи их между собой позволяет поворачивать каж Дое предыдущее изделие относительно пос1 ЯП ледующего на угол о(, 4-, где п - коли0
бежать прогиб стопы и, следовательно, разлом изделий в стопе. Применение при этом байонетного механизма в качестве кинематической связи кольца с оправкой упрощает конструкцию этой связи, так как на поверхности оправки достаточно изготовить винтовой паз, а в кольцо запрессовать штифт, взаимодействующий с винтовым пазом, что позволяет кольцу проворачиваться на некоственно кольца и стопы накладок на нем при опускании захватов стапельного стола по команде от фото датчиков. Угол подъема винтовой канавки при этом подбирается в зависимости от количества изделий в стопе.
тановленнои с возможностью возвратно-попресса-формы, т. е. улучшаются условия ad- полнсния пресс-формы nopofiiKOM и его угг- лотнения, что ос-обешго важно при работе с порошками повышенной сыпучести.
Применение ворошителя порошка, выполненного в виде валикой. установленных с возможностью возвратно-поступательного и вращательного движения относительно кассеты и снабженных Z-образнымн рыхлителями, позволяет избежать застойных зон порошка и куполообразных пустот в кассете, что позволяет повысить равномерность заполнения порошком пресс-формы, что особенно важно при работе с малосыггоршнка. питатель-уплотнитель с приводом перемещения и С1лмной кассетой, пресс- форму, устройство для съема изделий и механизм пакетирования со стапельным столом, отличающаяся тем, что, с целью уве- личения выхода годного продукта и улучшения условий труда за счет автоматизации процесса прессования, С1 емная кассета выполнена в виде емкости коробчатой формы со щелевыми пазами в днище, расположен- ными под углом к горизонтальной плоскости, устройствр для С1.ема изделий выполнено в виде циклового манипулятора с кольцевым вакуумным захватом, установленным с возможностью совмещения его
пучимн порошками. -
Таким образом, применение предлагае-,5центра с центром пресс-формы в рабомой установки позволяет повысить выход- .чем положении, механизм пакетирования выгод}1ого продукта при работе с порошкамиполнеп со съемной оправкой для пакета изразличной сыпучести, полностью автоматн-делий, а стапельный стол - в виде кольца,
зирооать процесс прессования, а слел за-охватывающего оправку, кинематически святельно, улучшить условия труда, р. также снн- занного с ней при помощи байонетного мезить потери на транспортных н последую- 0ханизма и установленного с возможностью
операциях изготовления фрикционных .возвратно-поступательного и вращательнодисков, т. е. товаркой продукции. .го перемещения относительно оправки.
2. Установка по п. I, отличающаяся тем,
При этом пройзйЬЖГтелЬность техноло-что съекь зя кассета выполнена с колоснигического процесса может быть повышена па 25ковой з;аслонкой, установленной с возмож30%, а выход годного может быть увеличениостью возвра-но-ноступательного переМе- ;ш 20% (с 75% - в известной установке До 95% - в предлагаемой).
щения относительно кассеты.
3. Установка по п. I, отличающаяся тем, что съемная кассета аыполнена с валиками и Z-образкыми рыхлителями, закрепленнц- ми на валиках, причем последние установ- леь ы с аозможностью возвратно-поступатель него и вращательного перемещения относительно кассеты.
Формула изобретения
I. Установка для прессования изделий из гторошка, яреимущественно изделий плос- :ой формы, иключаютая пресс, бункер для
ггоршнка. питатель-уплотнитель с приводом перемещения и С1лмной кассетой, пресс- форму, устройство для съема изделий и механизм пакетирования со стапельным столом, отличающаяся тем, что, с целью уве- личения выхода годного продукта и улучшения условий труда за счет автоматизации процесса прессования, С1 емная кассета выполнена в виде емкости коробчатой формы со щелевыми пазами в днище, расположен- ными под углом к горизонтальной плоскости, устройствр для С1.ема изделий выполнено в виде циклового манипулятора с кольцевым вакуумным захватом, установленным с возможностью совмещения его
-
иостью возвра-но-ноступательного переМе-
0
щения относительно кассеты.
3. Установка по п. I, отличающаяся тем, что съемная кассета аыполнена с валиками и Z-образкыми рыхлителями, закрепленнц- ми на валиках, причем последние установ- леь ы с аозможностью возвратно-поступатель него и вращательного перемещения относительно кассеты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления изделий из порошковых материалов | 1989 |
|
SU1733250A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Карусельная автоматическая формовочная машина Набокина | 1982 |
|
SU1031634A1 |
| Способ получения многослойных изделий и устройство для его осуществления | 1990 |
|
SU1799688A1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2005 |
|
RU2279974C1 |
| Пресс-форма для прессования изделий из порошка | 1987 |
|
SU1423286A1 |
| Устройство для подачи заготовок и удаления изделий из штампа | 1989 |
|
SU1738440A1 |
| Установка для гидростатическогопРЕССОВАНия пОлыХ издЕлий | 1979 |
|
SU841761A1 |
| Технологическая линия для изготовления строительных изделий | 1985 |
|
SU1296430A1 |
| Устройство объемного дозирования порошков | 1990 |
|
SU1750966A1 |
Изобретение относится -к прессованию изделий из порошка, преимуш,ественно изделий плоской формы. Цель - увеличение выхода годного продукта и улучшение условий труда за счет полной автоматизации процесса прессования. После сигнала «Пуск питатель-уплотнитель 3 начинает пе- ремеш.аться вперед с обязательным перебегом всей зоны засыпки (матрицы). При этом порошок из кассеты просыпается через ше- левые пазы, попадает в углубления матрицы, разравнивается и уплотняется там перемычками щелевых пазов. При обратном ходе питателя 3 подается команда на ход вниз пуансона, т. е. на прессование изделия. После завершения процесса прессования включается манипулятор 5. Его рука поворачивается в рабочее положение и удлиняется, а захват 8 начинает опускаться вниз и прижимается эластичными колпачками к поверхности изделия. В результате инжекции воздуха из колпачков производится удержание изделий на поверхности захвата. Рука манипулятора 5 укорачивается и поворачивается в исходное положение, после чего захват 8 опускается и укладывает изделие на съемную оправку. Захват поднимается вверх и процесс прессования повторяется. 2 з. п. ф-лы, 8 ил. с S (Л
6-Б
WU2, S
фиг Л
Jfl г.Б 25
Фиг. 6
,/
Г- г
Фиг.8
| Устройство для заполнения пресс-формы порошком | 1981 |
|
SU982844A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Авторское свидетельство СССР Л 1360003, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
