1
Изобретение относится к изготовдению вспененных изделий,в частности пенополиуретановой теплоизоляции при производстве холодильной техники, и может быть использовано в машиностроении и других областях промышленности .
Известна линия для изготовления вспененных изделий,содержащая карусель с формами, узлы загрузки материала, формования и выгрузки готовых изделий 1 .
К недостаткам этой линии относятся сложность ее конструкции, невысокие качества изделий и производительност ь.
Наиболее близкой к предлагаемой является линия для изготовления полимерных изделий, содержащая формы, размещенные на смонтированном на раме устройстве для транспортирования форм, выполненном в Виде замкнутого конвейера с продольными и поперечными ветвями и толкателями перемещения форм, узлы загрузки материала и разгрузю1 готовых изделий J.
К недостаткам этой линии относится сложность конструкции, ограниченность ее технологических возможностей и невысокая эффективность работы.
Цель изобретения - расширение технологических возможностей линии, повышение эффективности ее работы и качества изготавливаемых изделий.
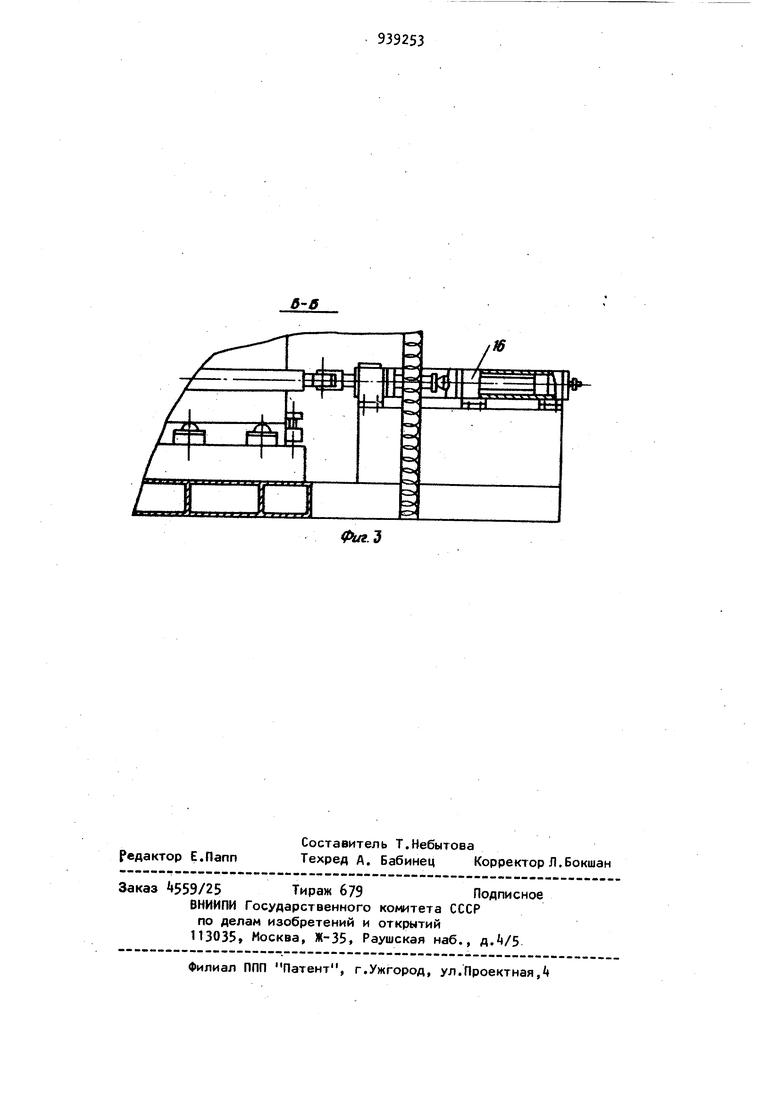
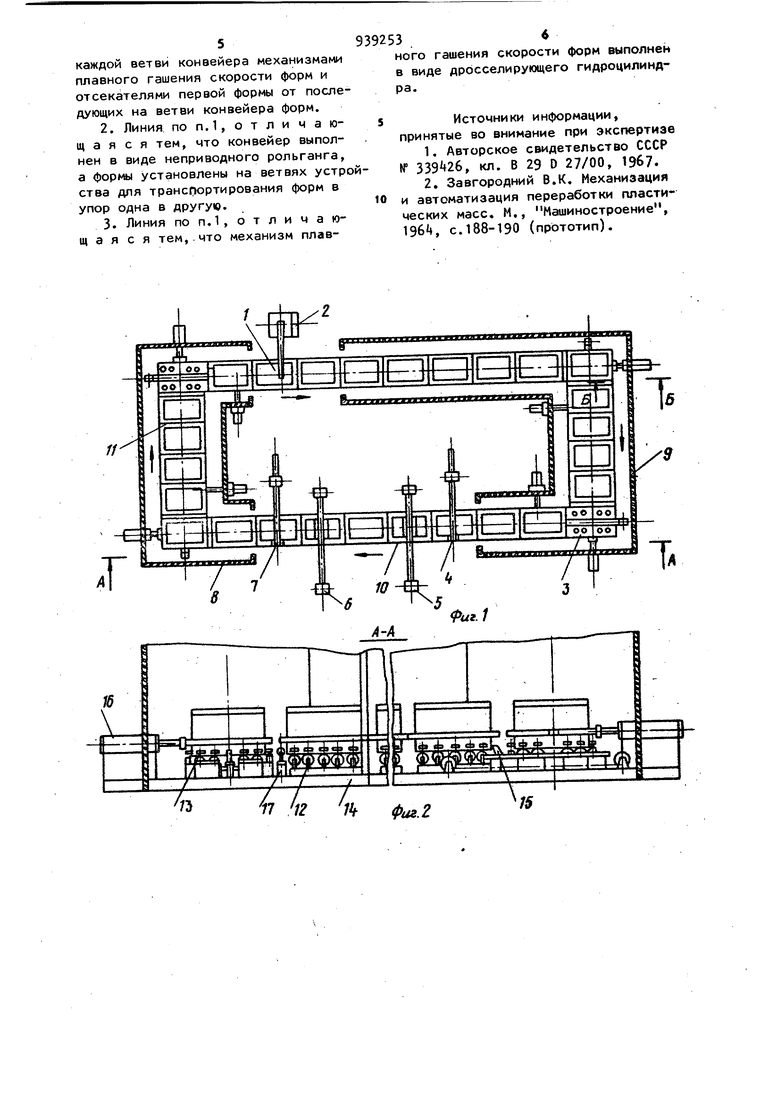
Указанная цель достигается тем, что линия для изготовления полимерных изделий, содержащая формн, размещенные на смонтированном на раме устройстве для транспортирования форм, заполненном в виде замкнутого конвейера с продольными и поперечными ветвями и толкателями перемещения форм,.узлы загрузки материала и разгрузки готовых изделий, снабжена yctaнoвлeнhшми на раме в конце каждой ветви конвейера механизмами плавного гашения скорости форм и отсекателями первой формы от последующих на ветви конвейера форм. Кроме того, конвейер выполнен в виде неприводного рольганга, а формы установлены на ветвях устройства для транспортирования форм в упор одна в другую. При этом механизм плавного гашения скорости форм выполнен в виде дросселирующего гидроцилиндра. На фиг.1 изображена предлагаемая линия, план; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.U Линия включает формы 1 в количес ве, обеспечивающем заданную произво дительность линии, инжекционную машину 2, устройство 3 транспортирования форм, узел k открывания формы узел 5 разгрузки формы, узел 6 загру ки формы, узел 7 закрывания формы, печь 8 предварительного нагрева форм и печь 9 отверждения пенополиуретана Устройство 3 транспортирования выполнено в виде замкнутого конвейера с продольными IQ и поперечными 11 ветвями, на которых смонтированы ролики 12. Концы каждой ветви выполнены в виде шарювых погонов 13 для облегчения перемены направления движения форм. Устройство 3 транспортирования смонтировано на раме Н. На раме 1 смонтированы цепные толкатели 15, приводимые в движение гидромотор а. В конце каждой ветви устройства 3 транспортирования на раме 1 механизмы плавного гашения скорости форм в виде дросселирующих гидроцилиндров 16. На раме 1 установлены также отсекатели 17 первой формы от последующих на ветви конвей ера форм. Линия работает следующим образом После подачи сигнала на толкатели 15 продольных ветвей устройства 3 транспортирования форм происходит пе ремещение колонн форм на один шаг, равный длине (ширине) формы г Скорость перемещения возрастает до максимальной, а затем после встречи пер вой формы с механизмом плавного гашения скорости форм, постепенно пада ет на пути торможения до нуля. За 5-10 мм до остановки последующая за первой форма нажимает отсекатель 17, стопорящий остальную, кроме первой, колонну форм, что обеспечивает гарантированный зазор между первой и последующей формами. В конце хода первые формы через блокирующие выключатели (не показаны) дают сигнал толкателям поперечного перемещения. Одновременно начинают работать узлы t - 7, производя каждый на своей позиции операции соответственно открывания, разгрузки и закрывания формы, а инжекционная машина 2 производит впрыск дозы пенополиуретана в полость теплоизолируемого узла. В печах 8 и 9 предварительного нагрева и отверждения пенополиуретана автоматически поддерживается требуемый технологией температурный режим. Поскольку большую часть цикла формы находятся в статическом положении , создаются оптимальные условия для роста и отверждения пены. Перемещение форм на роликах 12 встречает минимальное сопротивление трения качения, что позволяет значительно снизить мощность гидромоторов. Применение механизмов плавного гашения скорости в виде дросселирующих гидроцилиндров позволяет снизить нагрузки на раму линии, достичь рационального соотношения времени перемещения и стояния, а также удовлетворительной мощности привода. Использование предлагаемого изобретения позволяет расширить технологические возможности линии, эффективность ее работы и качество получаемых изделий. формула изобретения 1. Линия для изготовления полимерных изделий, содержащая формы, размещенные на смонтированном на раме устройстве для транспортирования форм, выполненном -в виде замкнутого конвейера с продольными и поперечными ветвями и толкателями перемещения форм, узлы загрузки материала и разгрузки готовых изделий, отличающаяся тем, что, с целью расширения технологических возможностей линии, повышения эффективности ее работы и качества изготавливаемых изделий, линия снабжена установленными на раме в конце
каждой ветви конвейера механизмами плавного гашения скорости форм и отсекателями первой формы от последующих на ветви конвейера форм.
2.Линия поп.1,отличающ а я с я тем, что конвейер выполнен в виде неприводного рольганга,
а формы установлены на ветвях устроства для транспортирования форм в упор одна в другую.
3.Линия поп.1,отличающ а я с я тем, что механизм плавного гашения скорости форм выполнен в виде дросселирующего гидроцилиндра.
Источники информации, принятые во внимание при экспертизе
1,Авторское свидетельство СССР № , кл. В 29 D 27/00, 1Эб7.
2.Завгородний В.К. Механизация и автоматизация переработки пластических масс. М,, Машиностроение, , с. 188-190 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления изделий с теплоизоляцией из пенопласта | 1982 |
|
SU1087352A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Технологическая линия для изготовления строительных изделий | 1986 |
|
SU1426801A1 |
| Конвейерная система для транспортирования изделий на тележках | 1978 |
|
SU791571A1 |
| Тележечный конвейер | 1985 |
|
SU1316934A1 |
| Устройство для транспортирования,загрузки и выгрузки вагонеток | 1983 |
|
SU1173143A1 |
| Устройство для транспортирования и перегрузки грузов | 1987 |
|
SU1518246A1 |
| Устройство для загрузки контейнеров изделиями | 1988 |
|
SU1544644A1 |
| Линия для настилания и раскроя полотна | 1978 |
|
SU791579A1 |
| Транспортирующее устройство для плит в щелевой печи | 1976 |
|
SU657226A1 |