Изобретение относится к резинотехнической промышленности и может быть использовано при стыковке лент с тканевыми прокладками, в частност конвейерных лент. Известен способ стыковки лент с тканевыми прокладками, при котором сначала разделывают соединяемые кромки, а затем соединяют разделанные кромки и опрессовывают место ст ка. Указанный способ применяют для стыковки многослойных лент lj . Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является способ стыко кй лент с тканевыми прокладками, при котором сначала разделывают сое Няемые кромки лент, освобождая конtjbi прокладок от наружных обкладок с образованием полосок, а затем сое диняют разделанные концы прокладок с последующим нанесением на них двycтopoннe o покрытия. После разде кромок полоски одного конца посл довательно соединяют внахлест с полосками другого конца 2j Однако образуемое стыковое соеди нение путем соединения полосок внахлест имеет толщину, большую толщины ленты, что снижает срок службы стыкового соединения за счет дополнительной нагрузки и биения в месте стыка при работе ленты. Целью изобретения является повышение срока службы стыкового соединения. Цель достигается тем, что соглас но способу, при котором сначала раз делывают соединяег-ше кромки лент, освобождая концы прокладок от наружных обкладок с образованием поло сок, а затем соединяют разделанные концы прокладок с последующим нанесением на них двустороннего покрытия, при разделке кромок сначала в освобожденных концах прокладок удаляют нити утка, а затем образуют по лоски из прядей нитей основы, причем при соединении концов прокладок полоски Одного конца последовательно укладывают между полосками другого конца. На фиг. 1 изображено стыковое соединение, общий вид; на фиг. 2 - разделанная кромка ленты; на фиг. 3 обклАдная пластина с канавками. Способ осуществляют следующим образом. Соединя мые кромки 1 и 2, например, резинотканевой ленты типа МК-300 шириной 1000 мм сначала разделывают, освобождая концы 3 их прокладки от наружных обкладок 4 на длину, равную длине с. - В освобожденных концах 3 прокладки удаляют нити 5 утка. Продольные нити 6 основы скручивают в жгуты с образованием полосок 7, которые пропитывают клеем. Затем соединяют концы прокладок, укладывая полоски 7 (в виде жгутов) одного конца между полосками 7 другого конца. Полоски могут быть поочередно уложены в канавки 8 резиновой пластины 9, которую используют в качестве обкладочного слоя прокладки с ее нижней стороны. После укладки полосок последние покрывают герметизирующей пастой, например, типа Герметик УТ-31, и просущивают место стыка в течение 8-12 ч при температуре . Перед вулканизацией необходимый объем пасты для заполнения канавок смешивают с отвердителем, предназначенным для этой пасты, в соотношении 1 : АО. Применение предлагаемого способа позволит образовать стыковое соединение толщиной, практически равной толщине ленты, что снизит напряжение ленты в местах стыка во время ее работы и позволит увеличить срок службы стыка в 1,5-2 раза и соответственно увеличить срок службы конвейерной ленты в 1,5-2 раза. I Кроме того,предлагаемый способ позволит вестистыковку леят с гофрами и другиминарушениями поверхности.
У//////////
//////г/7
/ / // / ГТ
/////////
/ / / / / / //
//////////
Г/
J 5
Ф«/г.
Фг/г.5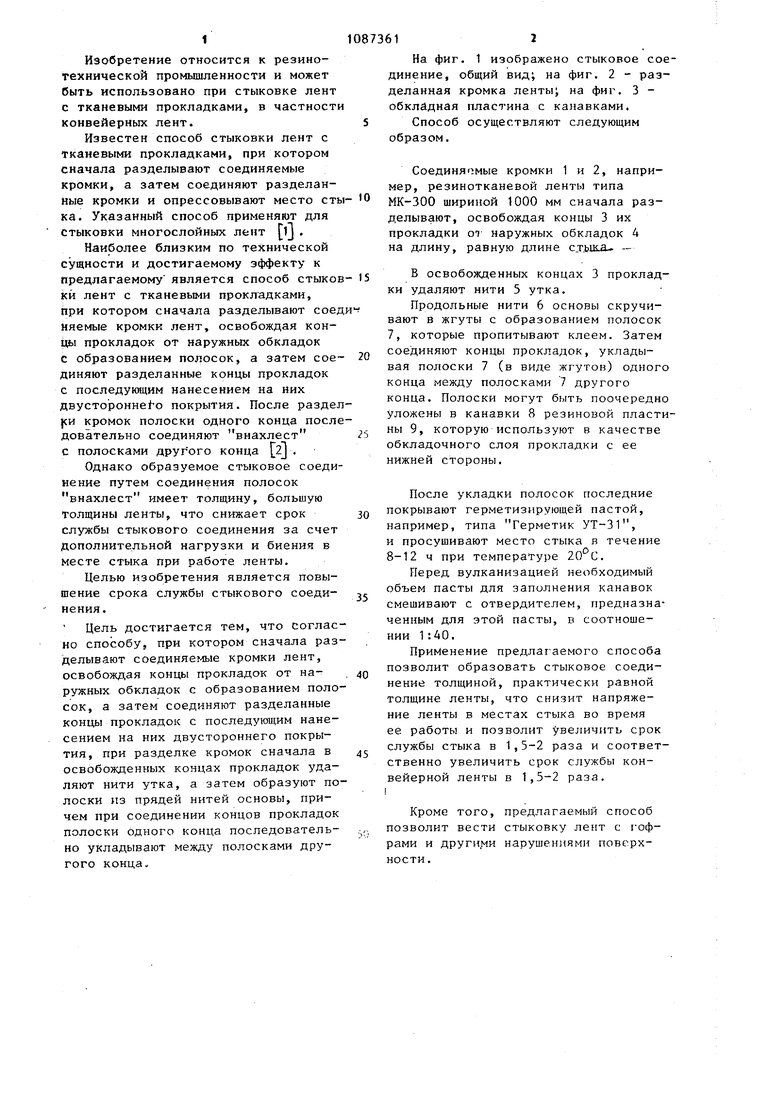
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения конвейерных лент | 1981 |
|
SU994294A1 |
| Способ стыковки многослойных лент | 1985 |
|
SU1344625A1 |
| Способ стыковки резино-тканевыхТРАНСпОРТЕРНыХ лЕНТ | 1979 |
|
SU793798A1 |
| Способ соединения конвейерных лент | 1983 |
|
SU1085848A2 |
| Способ соединения конвейерных лент | 1983 |
|
SU1106678A1 |
| Способ стыковки многослойных лент | 1980 |
|
SU861094A1 |
| Способ соединения конвейерных лент | 1990 |
|
SU1722866A1 |
| Способ стыковки резинотканевых конвейерных лент | 1981 |
|
SU1004147A1 |
| Стыковое соединение конвейерных лент | 1990 |
|
SU1810369A1 |
| СПОСОБ СОЕДИНЕНИЯ КОНЦОВ РЕЗИНОТКАНЕВЫХ ЛЕНТ | 2013 |
|
RU2544072C1 |
СПОСОБ СТЫКОВКИ ЛЕПТ С ТКАНЕВЫМИ ПРОКЛАДКАМИ, при котором сначала разделывают соединяемые кромки лент, освобо; кдая концы прокладок от наружн1)1х обкладок с .-бразованием полосок, а соединяют разделанные КОНЦЫ прокладок с последующим нанесением на них двустороннетс покрытия, о т л и ч л ю щ и и с я тем, что, с целью цовьш ения срока службы стыкового соединени.я, при разделке кромок сначала в освобожденных концах црокладок удаляют Нити утка, затем образуют полоски из прядей нитей основы, причем при соединении концов прокладок полоск { одного конца последовательно укладывают iS между полосками другого ко1ща. Фиг.1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Инструкция по выбору, монтажу и эксплуатации конвейерных лент | |||
| М., Химия, 1971, с, 28 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент Англии № 1440010, кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
