Для изготовления заготовок крупногабаритных электрических изоляторов из пластических масс применяют многоидиековые прессы, снабженные обпд,ей npeccyioniefi головкой и мундштуком .
Предлагаемый пресс является более совершенным по сравнению с известными прессами подобного рода, так как он обеспечивает возможность получения одиовремеиио нескольких заготовок, при улуч пении качества изделиГг. Это достигается благодаря 1ому, что ип1еки иресса )аспо,1ожепы в отде.тьных корп)сах, спабженных вакуум-камерами.
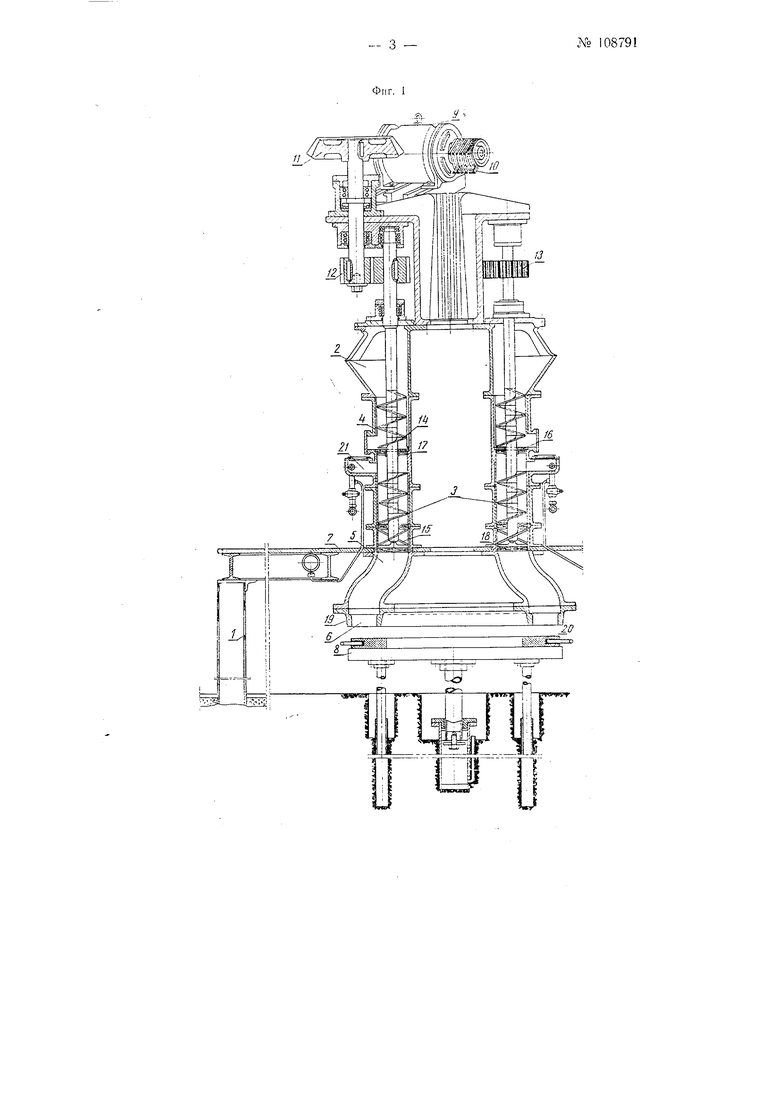
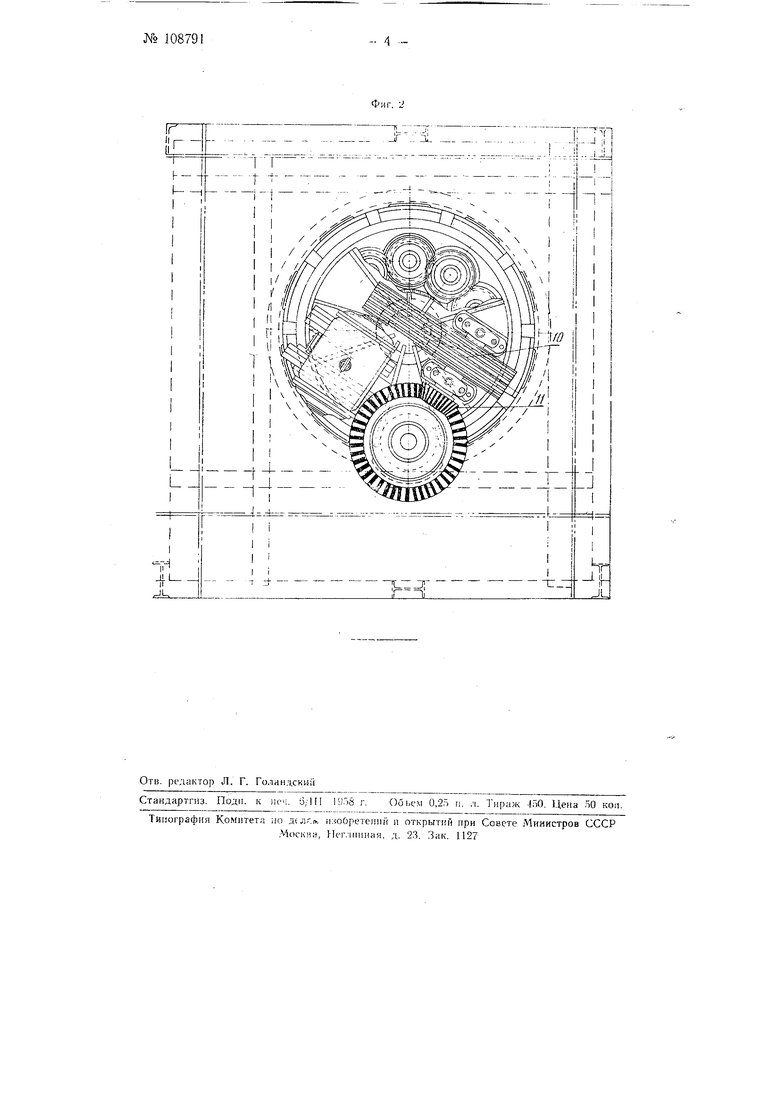
Па фиг. 1 и 2 изображены две проекции предлагаемого пресса.
Пресс смонтирован па станпне / и состоит нз загрузочных камер 2, шнеков , расположенных н отдельных цн.пшдрнческих корпусах 4, прессовой го,товк11 5 и мундштука 6. Для достижения компактности конструкции нп1екн 3 размеи1ены по образуюн1,им ци.тиндра на опорной плите 7 станины пресса. Пресс снабжен отрезным механизмом, приемным столом 8 с гидравлическим приводом, круговым транспортером для
подачи массы и двумя вакуум-насоса NHI.
Шнеки 3 приводятся в движение от электродвигателя 9 через клпнореNieHiivio передачу 10, конические шестерни //. цилиндрическую шестерню 12, зубчатые колеса 13.
Шиеки 3 снабжены двумя вЫпорпыми .топастями 14 и /5, одна нз которых смонтирована пе1)ед нерфор ровапиой решеткой 16, вторая - в конце гпнека. Для нзмельчения массы после перфорированной решеткп 16 на валу размешены также два ножа 17.
Выпорная лонасть /.) двухзаходцая, .тонасть 14 может быть однозаходно11 лпбо двухзаходно (при прессовании массы с в.тажпостью 17- 18%).
Перед выпорпыми лопастями ) и после нх устапавлнваются разрыхлителп 18 или конусные штопорные винты.
На прессе npriNienena сменная прессовая головка .) обпшя для всех пднеков. Размеры и исполнение головки зависят от диаметра и то.тщины стенкн прессуемых изде-тпй. Для пол че1П я высококачест15е)шых пзде, oTjioiiicuiic ссчепмя прессующей головки к сечению y||ДПJтyкл б должно быть не более 1,3-1,4. Для этой же цели р,нутренпяя но.чость мундиггука енс1бжается уступом J9. обеепечиваюипьч уп.лотне1-1ие заготоиKIT. Ради)с уетупа должен быть рааеп половине ширины .мундшт 1 л.
Предлагаемы преес деистпуег с;1ед 1О дим образом.
Стол 8 с раз.мен1,ен1-1Ым на нем нриемны.м крхгом 20 гльютную нодиодяг к .мундштуку, а круговой пнтаюнип транснортер занолняют кусками пласт1гческой массы. Затем вк.тючают электродвигате.1ь 9 и куски .массы иодают о за1р зочные камеры.5. Одно1фе.меиио вк.лючак т вакуум-наеосы, обеспечиваюнше )аяление возд -ха из .м-камер 21 Kopnycoii ипгеков.
Заготовка, вы.кодяшая из .мундшт ка 6 13 процессе прессо15ания, прнни.мается на приемный круг 20, пои это.м стол (V оиускается под действием тяжести заготовки еин.хронно с ее движенне.м. Синхронизация скоростей движения заготовки и стола достигается при иомоши перепзскного крана, величина открытия которот о автоматически регулирз етея в завк-симости от давления заготовки на стол.
Пос.те пол}Чения заготовкн заданного разл1ера етол 8 и пресс останавливают п включают отрезной механиз.м, который отрезает заготовку. Остановка стола, пресса н включение отрезиого мехаииз.ма производятся
автоматнчееки при иомоип блок-контактов, воздействуюнп1х через .магHHTjfbie нуекатели па соответствующие э.лектродвигателн .ме.хаиизмов.
В дальиейи1ем заготовка траисиортируется вместе с ириемны.м кругом 20 в иомеш,еиие для иодвялки и.пи негюсредствеиио па токарный стапок, если влажноеть прессуемого изде,тия не ире15ын.1ает 17%. Сушка i об/кш нзделий, прессуемых на иредла1ае.мо.м многошнековом иреесе, производятся скоренны.м снособо.м.
П р е д .м е т п з о б р е т е н и я
1.Многонл-юковый пресс для пзготов.тения заготовок кр чп-гогабаритпых электрических изоляторов из пластической массы, снабже1И1ЫЙ прессуюшсй головкой и мундштуколг, о т ,1 1 ч а ю |ц и и е я тем, что, с целью повышения ироизводптельности труда и улучн:ення качества изделий, шнеки расиоложены в отдельных корпусах, снабженных вакуум-камерами.
2.Пресс по гг. 1, отличающ и и с я те.м, что, с целью компактности конструкции, шнеки расположепы по образующим цилиндрам.
3.Пресс по п. 1, от л н ч а го щ и йся тем, что, е целью улучшения качества изделий, отношение сечения преесуюп;ей головки к сечению мундп:тука выполнено не более 1,3-1,4, а внутренняя полость .мундштука снабжена уступом для уплотнения заготовки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Вакуумный шнековый пресс | 1957 |
|
SU116705A1 |
| Комбинированный ленточный вакуум-пресс для формования двухслойных (офактуренных) блоков | 1961 |
|
SU147121A1 |
| Ленточный вакуум-пресс для изготовления строительных многопустотных блоков из керамических масс | 1956 |
|
SU118100A1 |
| ШНЕКОВЫЙ ПРЕСС | 2021 |
|
RU2772394C1 |
| Способ изготовления керамических изделий путем протяжки керамической массы через мундштук и пресс для осуществления этого способа | 1952 |
|
SU100277A1 |
| ВАКУУМ-ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1972 |
|
SU426836A1 |
| Устройство для изготовления элементов тоннельных обделок | 1985 |
|
SU1321823A1 |
| УСТРОЙСТВО ДЛЯ ЭКСТРУЗИИ ПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2013 |
|
RU2530814C1 |
| Устройство для формирования строительных изделий | 1978 |
|
SU706243A1 |
| УСТРОЙСТВО ДЛЯ БРИКЕТИРОВАНИЯ УГОЛЬНОЙ МАССЫ | 1973 |
|
SU405717A1 |