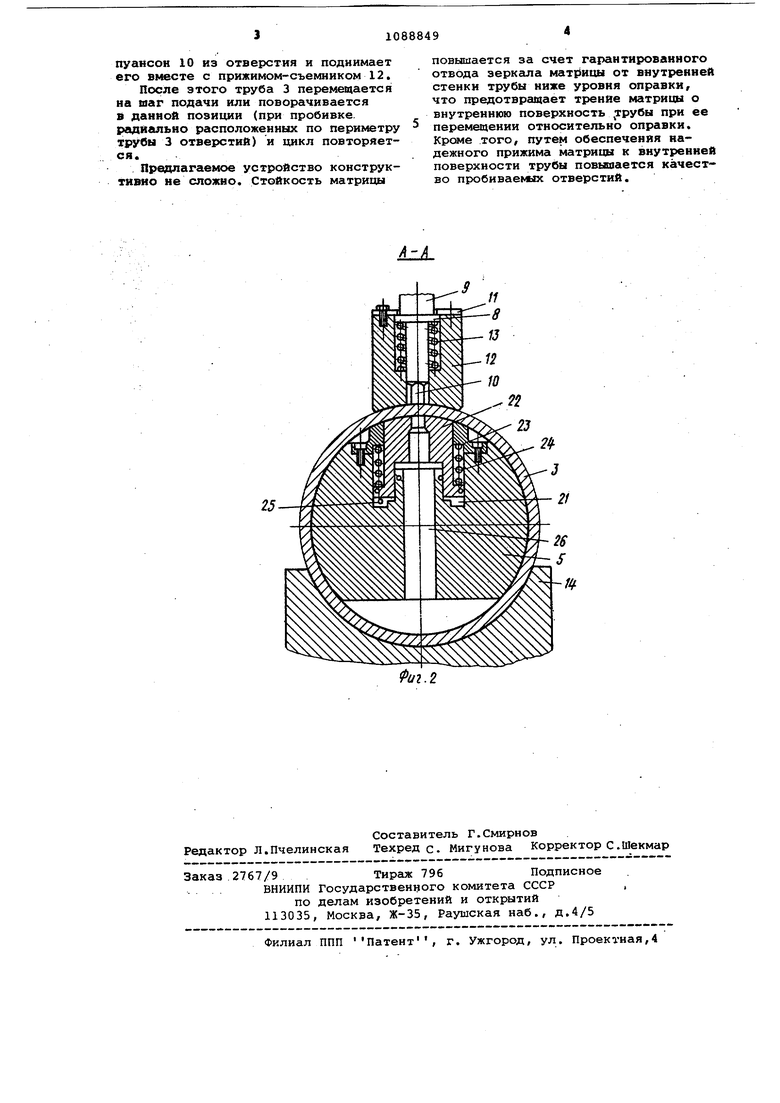
1 Изобретение относится к технологическому оборудованию,в частности устройствам для обработки металлов давлением и может быть использовано в различных отраслях машинострое ния, в том числе в энергЪмашиностро нии для пробивки отверстий в трубах например, используемых в узлах воздухоподогревателей, горелочных устройств и других узлах энергетического оборудования. Наиболее близким к предлагаемому является устройство для пробивки отверстий в трубе, содержащее пуансон, охватывакяций его и цодпружиненный относительно него прижимсъемник, привод перемещения пуансон ложемент для установки трубы, оправ ку, установленную с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном к направлению перемещения пуансона, и снабженную приводом матрицу, установленную с возможностью переме щения вдоль направления перемещения пуансона, снабженную приводом .перемещения и размещенную в гнезде, выполненном в оправке, и механизм подачи трубы tl. Недостатками известного устройст являются конструктивная сложность и невысокая стойкость матрицы вслед ствне заклинивания ее в рабочем положении. Цель изобретения - упрощение кон струкции и повышение стойкости матрицы. Для достижения поставленной цели в устройстве для пробивки отверстай в трубе, содержащем пуансон, охваклваюадий его и подпружиненный относительно него прижимсъемник,, привод перемещения пуансона, ложемент для установки трубы, оправку,установленную с возможность возвратно- поступательного перемещения в направле нии, перпендикулярном к направлению перемещения пуансона, и снабженную приводом, матрицу, установленную с возможностью перемещения вдоль направления перемещения пуансона, снабженную приводом перемещения и размещенную 6 гнезде, выполненном в оправка, и механизм трубы, привод перемещения пу ансона выполнен в виде силового цилиндра, привод перемещения оправкив виде другого силового цилиндра, привод перемещения матрицы - в виде сообщгисхцейся с источником рабочей среды полости, размещенной в оправке, матрица выполнена в виде плунжера, размещенного в полости, и подпружинена в направлении рабочего хода пуансона, силовые цилиндры и Полость оправки связаны между собой На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1. 9 Устройство для пробивки отверстий в трубе содержит силовую головку 1, механизм 2 подачи трубы 3 и механизм 4 установки оправки 5. Силовая головка 1 содержит корпус 6, в верхней части которого установлен силовой гидроцилиндр 7. На фланце 8 штока 9 гидроцилиндра 7 закреплен пробивной пуансон 10, соосно с кото| 1м с помседью стопорной плаики 11 установлен прижим-съемник 12, подпружиненный пружиной 13. В нижвей части корпуса б установлен ло)кёмент 14. Механизм 2 подачи трубы 3 состоит из направлякмцей 15, приводной каретки 16 и пово эотно-зажимного патрона 17. Механизм 4 установки оправки 5 содержит колонну 19, привод 19 перемещения оправки 5 в виде дополнительного силового гидроцилиндра и регулируемую штангу 20, на которой закреплена оправка 5. В оправке 5 в полости 21 установлена матрица 22, выполненная в виде плунжера, подпружиненного относительно стопорного фланца 23 пружиной 24. Подвод рабочей жидкости в полость 21 осуществляется через, отверстие 25, удаление отходов после пробивки отверстий - через окно 26 внутрь обрабатываемой трубы 3. Устройство работает следующим образом. В исходном положении прижимсъемник 12 поднят вверх, опраака 5 установлена в рабочее положение и отцентрирована по пуансону .10,: матрица 22 под .действием пружины 24 отжа-. та вниз до упора в кромки.полости 21 так, что зеркало ее находится ниже профиля оправки 5, поэтому при установке трубы 3 на оправку 5 труба не контактирует с матрицей 22. Обрабатываемую трубу 3 устанавливают в патрон 17 механизма 2 и при включении каретки 16 подают на оправку 5 в требуемую позицию. При включении привода 19 рабочая жидкость одновременно подается через отверстие 25 в полость 21 и в поршневую полость силового гнцроцилиндра 7. При этом матрица 22, преодолевая усилие пружины 24, поднимается вверх и своим зеркалом плотно прижимается к внутренней поверхности трубы 3. Шток 9, опускаясь вниз, сначала прижимает трубу 3 прижимом-съемником 12, а затем, преодолевая сопротивление пружины 13, перемещает пуансон 10 к трубе 3,который пробивает отверстие в ее сменке. При сбросе давления в полости 21 и включении силового гидроцилиндра 7 на обратный ход, матрица 22 под действием пружины 24 опускается вниз до упора, зеркало матрицы 22 опускается ниже профиля оправки 5, а шток 9, перемещаясь вверх, выводит .
nya«coH 10 из отверстия и поднимает его вместе с прижимом-съемником 12.
После этого труба 3 перемещается на шаг подачи или поворачивается & данной позиции (при пробивке. радйально расположенных по периметру трубы 3 отверстий) и цикл повторяется.
Предлагаемое устройство конструктивно не сложно. Стойкость матрицы
повышается за счет гарантированного отвода зеркала MaTiiHtUi от внутренней стенки трубы ниже уровня оправки, что предотвращает трение матрицы о внутреннюю поверхность трубы при ее перемещении относительно оправки. Кроме того, путем обеспечения надежного прижима матрицы к внутренней поверхности трубы повьквается качество пробиваемых отверстий.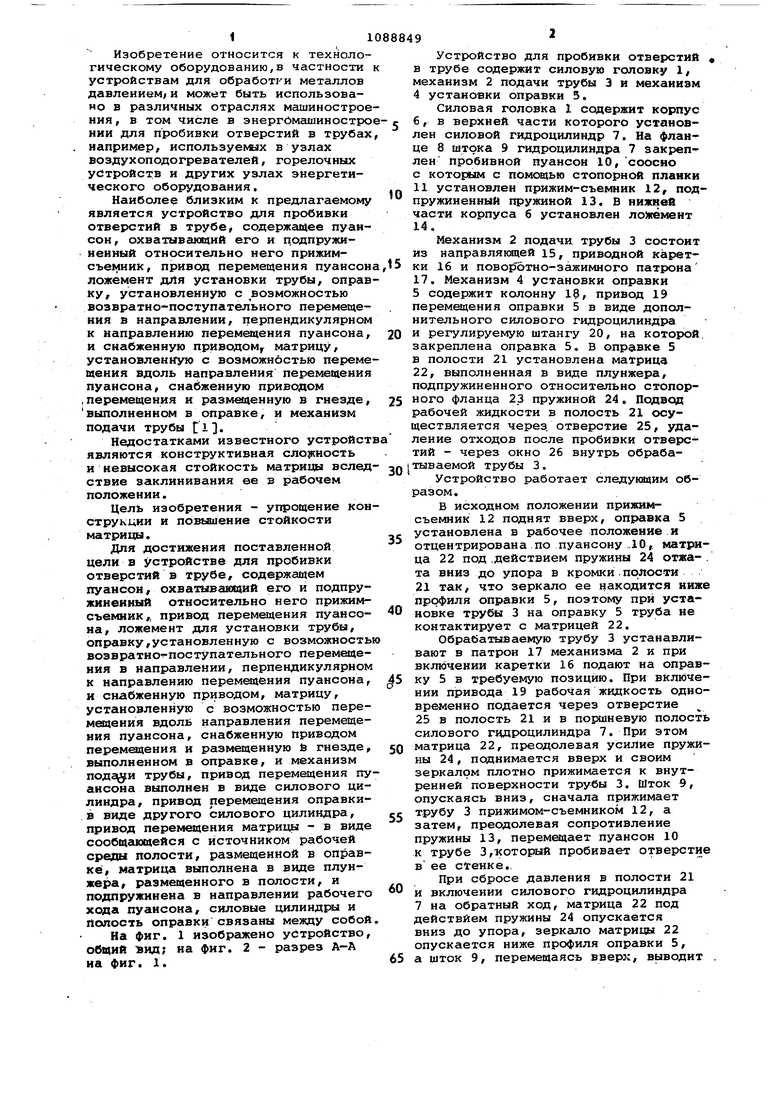
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для пробивки близко расположенных отверстий | 1976 |
|
SU573234A1 |
| Штамп для вырезки отверстий в полых изделиях | 1983 |
|
SU1101313A1 |
| Гидравлический пресс для калибровки трубчатых заготовок | 1975 |
|
SU548441A1 |
| Штамп для обработки листового материала | 1978 |
|
SU727275A1 |
| Штамп для чистовой вырубки-пробивки | 1978 |
|
SU764792A1 |
| Штамп для пробивки щелевидных отверстий | 1976 |
|
SU648307A1 |
| Устройство для пробивки радиальных отверстий | 1982 |
|
SU1063509A2 |
| Станок для обрезки полых деталей | 1981 |
|
SU958044A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ПЕРЕМЕННЫМ ПОПЕРЕЧНЫМ СЕЧЕНИЕМ | 1971 |
|
SU312657A1 |
| Штамп последовательно совмещенного действия | 1985 |
|
SU1269890A1 |
УСТРОЙСТВО ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ В ТРУБЕ,содержащее пуансон, охватывающий его и подпружиненный относительно него прижим-съемник, привод перемещения пуансона, ложемент для установки трубы, оправку, установленную с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном к направлению перемещения пуансона. и снабженную приводом, матрицу, установленную с возможностью перемещения вдоль направления пере 4ещения пуансона, снабженную приводом перемещения и размещенную в гнезде, выполненном в оправке, и механизм подачи трубы, о личающеес я тем, что, с целью упрощения конструкции и повышения стойкости матрицы, приводперемещения пуансона выполнен в виде силового цилиндра, привод перемещения оправки - в виде другого силового цилиндра, привод перемоцения матрицы - в виде сообщающейся с источником рабочей среда полости, размещенной в оправке, матрица выполнена з виде плунжера, размещенного в полости, и подпружи(О нена в направлении рабочего хода пуансона, силовые цилиндры и полость оправки связаны меязду собой.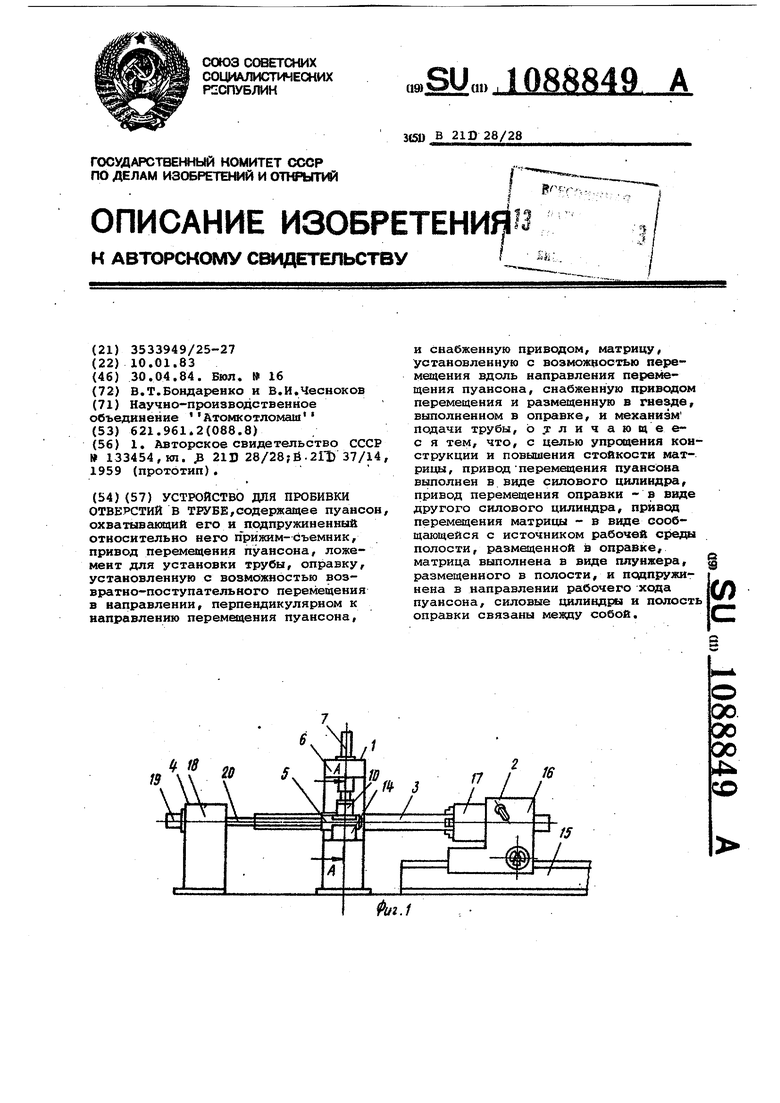
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Установка для пробивки отверстий в трубе | 1959 |
|
SU133454A1 |
| Способ изготовления фильтрующих поверхностей из торфа | 1922 |
|
SU2113A1 |
