| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ГОЛОВКОЙ И КОНИЧЕСКИМ УЧАСТКОМ НА СТЕРЖНЕ | 2007 |
|
RU2336143C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА ЗАГОТОВОК БОЛТОВ | 2000 |
|
RU2161082C1 |
| СПОСОБ ШТАМПОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, ПУАНСОН ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ СТЕРЖНЕВЫХ ДЕТАЛЕЙ И ПУАНСОН ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ ГОЛОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2034677C1 |
| Способ получения заготовок болтов с многогранной головкой | 1985 |
|
SU1389923A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОГРАННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2241569C2 |
| СПОСОБ ШТАМПОВКИ ШАРОВОГО ПАЛЬЦА | 1999 |
|
RU2138360C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА ЗАГОТОВОК БОЛТОВ | 2000 |
|
RU2158649C1 |
| Способ изготовления стержневых изделий с шестигранной головкой | 2016 |
|
RU2635495C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ С РИФЛЕНИЯМИ | 2010 |
|
RU2422236C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТА С ФАСОННОЙ ГОЛОВКОЙ И ФЛАНЦЕМ | 2004 |
|
RU2265494C1 |
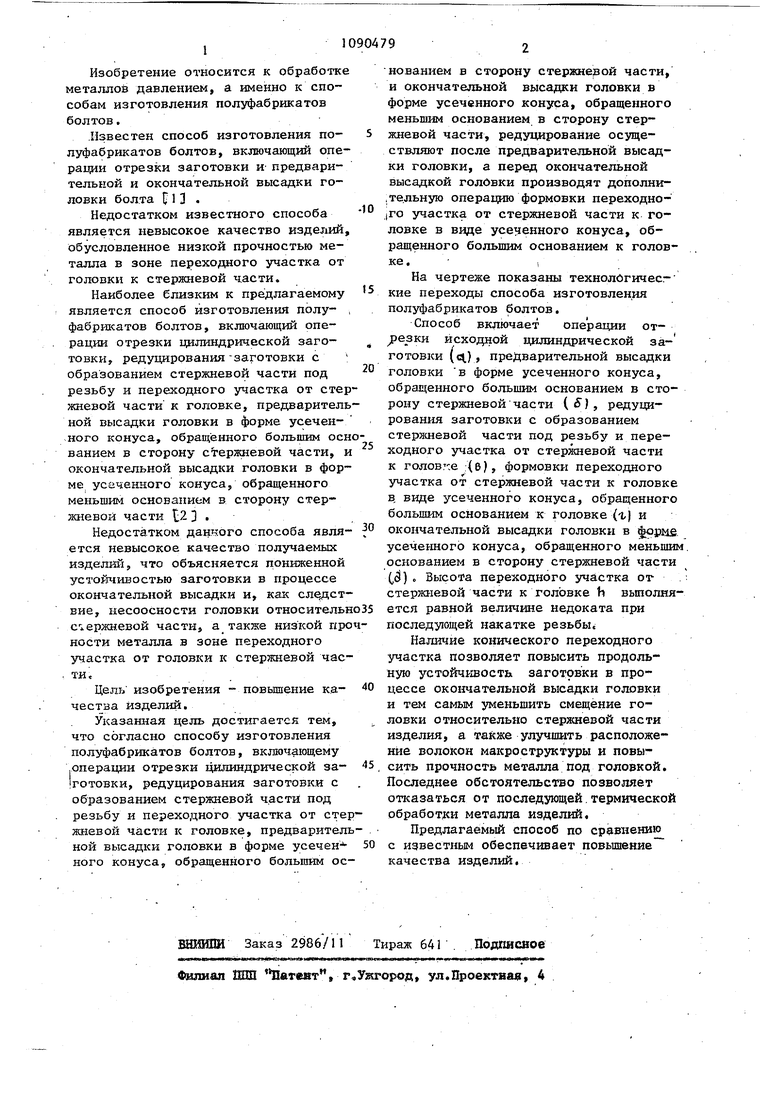
СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТОВ БОЛТОВ, включающий операции отрезки щшиндрической заготовки, редуцирования заготовки с образованием стерзкневой части под резьбу и переходного участка от стерлмевой части к головке) предварительной высадки головки в форме усеченного конуса, обращенного большим основанием в сторону стержневой части, и окончательной высадки головки s форме усеченного конуса, обращенного мень-шим основанием в сторону стержневой части, о тличающийся тем, что, с целью повышения качества изделий, редуцирование осуществляют после предварительной высадки головки, а перед окончательной высадкой головки производят дополнительную (Л операцию формовки переходного участка от стержневой части к головке в вцде усеченного конуса, обращенного большим основанием к головке. а m о со о Т NU ч| :о г
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Мисожников В.М | |||
| Технология холодной высадки металлов | |||
| Ы., Манггиз, 1951 c.77i рис.69 2 | |||
| Мокринский В.И | |||
| Производство, болтов холодной объемной штамповки | |||
| М., Металлургия, 1978, с | |||
| Парный автоматический сцепной прибор для железнодорожных вагонов | 0 |
|
SU78A1 |
