со
00
X) со Ю
оо
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении заготовок болтов с многогранной головкой на высадочных автоматах.
Цель изобретения - повышение коэффициента использования материала заготовки и стойкости обрезного инструмента за счет уменьшения объема срезаемого металла.
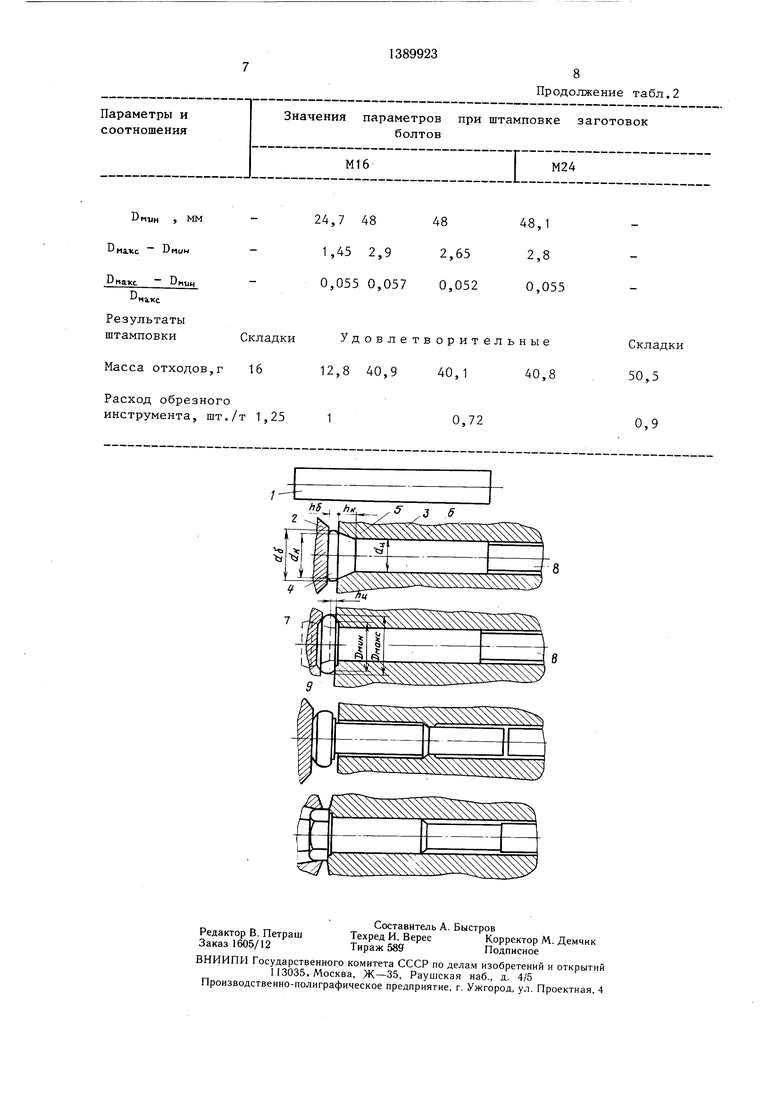
На чертеже показана последовательность переходов технологического процесса изготовления заготовок болтов.
Способ осуществляют следуюш,им образом.
Отрезанную заготовку 1 передают на позицию предварительной высадки, где пуансоном 2 в матрице 3 производят предварительное образование гйловки в виде круглого в плане участка 4 с бочкообразной боковой поверхностью и сопряженного с ним участка 5 с боковой поверхностью усеченного конуса, обращенного меньшим основанием к стержневой части 6 заготовки.
На следующей позиции заталкивание заготовки пуансоном проводят так, чтобы между рабочей поверхностью матрицы и участка 5 с боковой поверхностью усеченного конуса заготовки образовался цилиндрический участок 7. Это осуществляют при наладке выдвижением выталкивателя 8 к пуансону. При высадке заготовка опирается на торец выталкивателя.
Исследованиями установлено, что при изменении соотношений размеров головки, предварительно образованной на предшествующей позиции, и высоты hu цилиндрического участка 7, который участвует при окончательном формообразовании круглой в плане головки 9, меняется ее относительная бочкообразность.
Высоту hu цилиндрического участка 7 определяют из соотношения
(«-ж- з -кттс )
«--Ж- ЗГ-Вй: -).
где du - диаметр стержневой части заготовки;
de - наибольший диаметр участка головки с бочкообразной боковой поверхностью, полученной после пред- рительной ее высадки;
Нк - высота участка сопряжения;
dK - диаметр большего основания конуса участка сопряжения;
he - высота участка предварительно высаженной головки с бочкообразной боковой поверхностью;
к -коэффициент, равный 7, 6 и 9 для малоуглеродистой и среднеуглеро- дистой легированной стали соответственно.
В процессе высадки образуется бочкообразная круглая в плане головка 9 с наибольшим Омане и наименьшим Омия диаметрами головки. Относительная бочкообразность выражается отношением
JB
макс
Рмин
На следующем переходе проводят реду- цирование стержневой части под накатывание резьбы. Обрезку головки на многогранник выполняют на последнем переходе. Пример. Исходной заготовкой для изготовления полуфабрикатов болтов является проволока диаметром 15,6 мм и 23,4 мм. Из проволоки диаметром 15,6 и 23,4 мм, волоченной из горячекатаной стали диаметром 17 и 25 мм соответственно, изготавливают болты М16 и М24. Материал - сталь марок Юкп и 40Х.
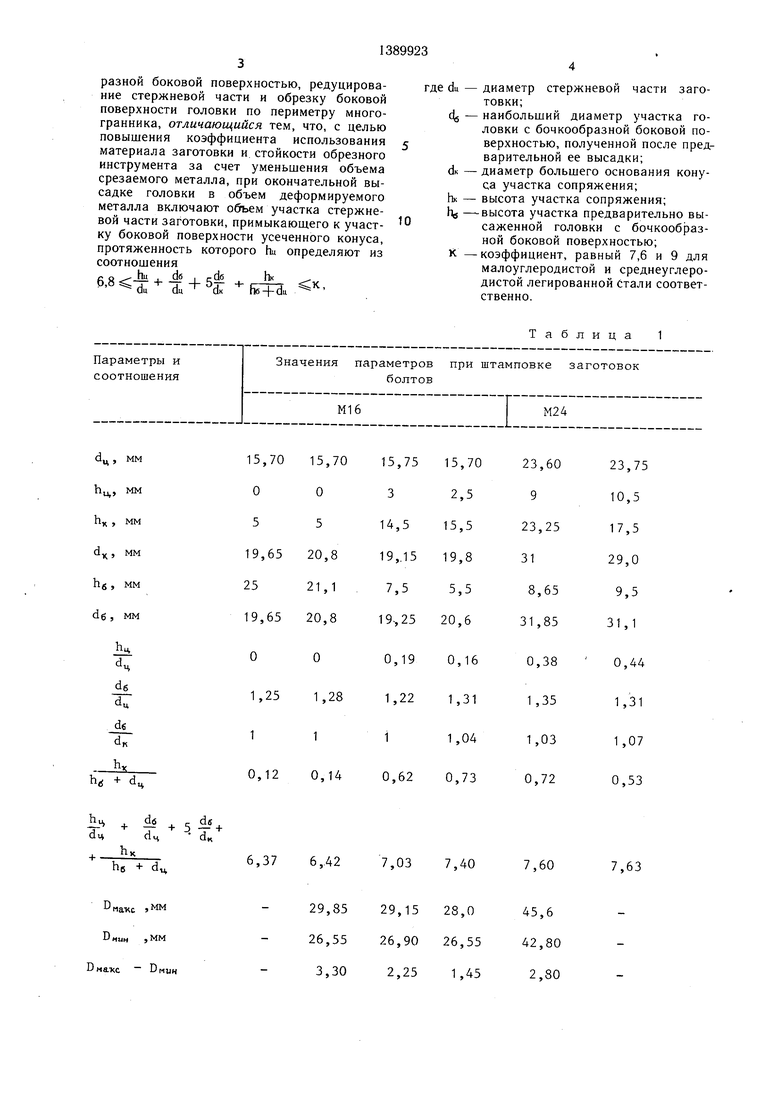
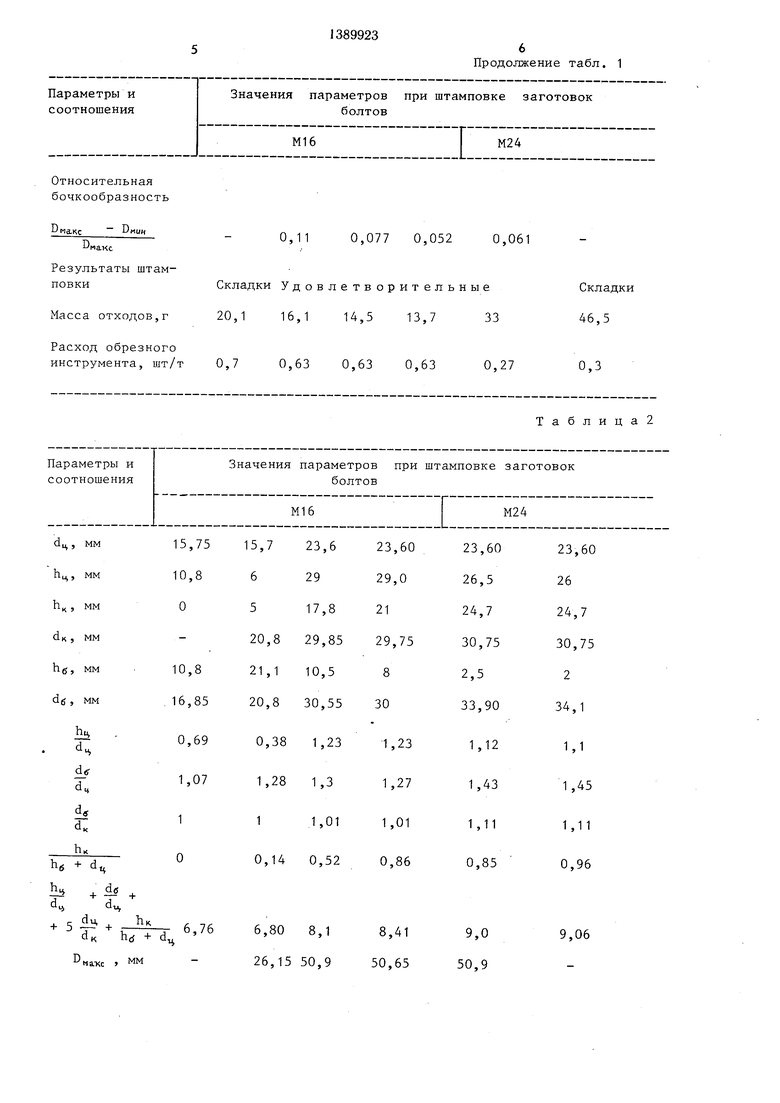
В табл. 1 приведены размеры и соотношения головок заготовок болтов из стали 10 кп, в табл. 2 - заготовок болтов из стали 40Х.
hu
Отношение-;- изменяют от О до 1,23,
Uu
25
d6
d6
-от 1,07 до 1,45; -j - от 1 до 1,11;
0
Кк
. 7 . - от О до 0,96. пб -(- du
Из табл. 1 видно, что при значениях соотношения 6,42-7,6 наблюдается изменение относительной бочкообразности с минимумом при соотношении, равном приблизительно 7,40. Изменение массы отходов при обрезке незначительно, расход обрезных матриц не меняется. Если соотношение раз меров меньше 6,42 и больше 7,60, то на круглой в плане головке заготовки болта образуются поперечные складки. Это приводит к скачкообразному повышению массы отходов при обрезке на 30% и расхода обрезных матриц на 10%.
0 Из табл. 2 видно, что относительная бочкообразность зависит от величины соотношений размеров, для болтов из стали марки 40Х наблюдается такая же качественная зависимость, как и для болтов из стали Юкп. Изменяются только пределы величи ны соотношений от 6,80 до 9,00, увеличение массы отходов при обрезке на 20% и расхода обрезных матриц на 20%.
Формула изобретения
0 Способ получения заготовок болтов с многогранной головкой, включающий отрезку исходной заготовки от прутка, предварительную высадку головки в виде круглого в плане участка с бочкообразной поверхностью и сопряженного с ним участка с
5 боковой поверхностью усеченного конуса, обращенного меньшим основанием к стержневой части заготовки, окончательную высадку круглой в плане головки с бочкообразной боковой поверхностью, редуцирование стержневой частн и обрезку боковой поверхности головки по периметру многогранника, отличающийся тем, что, с целью повышения коэффициента использования материала заготовки и стойкости обрезного инструмента за счет уменьшения объема срезаемого металла, при окончательной высадке головки в объем деформируемого металла включают участка стержневой части заготовки, примыкаюшего к участку боковой поверхности усеченного конуса, протяженность которого hu определяют из соотношения и о . hu , de . j-dahx
1 Тц + а:
где du - диаметр стержневой части заготовки;
(5 - наибольший диаметр участка головки с бочкообразной боковой поверхностью, полученной после предварительной ее высадки;
dn - диаметр большего основания конуса участка сопряжения;
hi - высота участка сопряжения;
he -высота участка предварительно высаженной головки с бочкообразной боковой поверхностью;
к -коэффициент, равный 7,6 и 9 для малоуглеродистой и среднеуглеро- дистой легированной стали соответственно.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления заготовок болтов | 1991 |
|
SU1802738A3 |
| СПОСОБ ПОСПЕЛОВА ВЫСАДКИ ИЗДЕЛИЙ ТИПА СТЕРЖНЯ С ГОЛОВКОЙ И МНОГОГРАННЫМ ПОДГОЛОВНИКОМ | 1991 |
|
RU2010663C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА ЗАГОТОВОК БОЛТОВ | 2000 |
|
RU2161082C1 |
| Способ изготовления заготовок болтов с многогранной головкой | 1990 |
|
SU1811954A1 |
| Способ изготовления стержневых изделий с многогранной головкой и мертвой шайбой | 1972 |
|
SU464374A1 |
| Способ изготовления болтов | 1978 |
|
SU703214A1 |
| СПОСОБ БЕЗОБЛОЙНОЙ ВЫСАДКИ КЛЕММНЫХ БОЛТОВ ДЛЯ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ ЖЕЛЕЗНОДОРОЖНЫХ ПУТЕЙ | 1995 |
|
RU2073581C1 |
| СПОСОБ ШТАМПОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, ПУАНСОН ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ СТЕРЖНЕВЫХ ДЕТАЛЕЙ И ПУАНСОН ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ ГОЛОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2034677C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ ПРЕИМУЩЕСТВЕННО СО СЛОЖНОЙ ФОРМОЙ ГОЛОВКИ, ИМЕЮЩЕЙ ГРАНИ | 2005 |
|
RU2321472C2 |
| СПОСОБ ШТАМПОВКИ КЛЕММНЫХ БОЛТОВ | 2011 |
|
RU2478451C1 |
изобретение относится к обработке металлов давлением и может быть использовано при изготовлении заготовок болтов с .многогранной головкой на высадочных автоматах. Цель - повышение коэффициента использования материала заготовки и стойкости обрезного инструмента за счет уменьшения объема срезае.мого металла. На первом переходе высадки получают полуфабрикат с головкой, состояш,ей из круглой в плане части с бочкообразной боковой поверхностью и участка сопряжения с боковой поверхностью усеченного конуса. Осно-, вание конуса меньшего диаметра обращено к стержню заготовки. Перед последующим переходом высадки заготовку выталкивателем выдвигают из матрицы так, что часть стержня заготовки участвует в формообразовании круглой в плане головки. При высоте участвующего в формообразовании головки участка стержня, равной до 0,38 диаметра стержня, бочкообразность головки минимальна. 1 ил., 2 табл. Q сл
Таблица 1
Относительная бочкообразность
D
иа.кс
DMUH
макс
Результаты штамповки
Масса отходов,г
Расход обрезного инструмента, шт/т
0,110,077 0,0520,061
Складки Удовлетворительные 20,116,114,513,733
0,70,63 0,63 0,63
0,27
Продолжение табл. 1
Складки 46,5
0,3
Таблица2
Пр одолже ние та бл.2
| Мокринский В | |||
| И | |||
| Производство болтов холодной объемной штамповкой.- М.: Металлургия, 1978, с | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Аппарат, предназначенный для летания | 0 |
|
SU76A1 |
