Изобретение относится к машиностроению и может быть использовано в автоматических и автоматизированных линиях, например, для подачи ориентированных заготовок, в частности рам вагонеток из зоны штабелирования в зону сборки.
Известен робототехнический комплекс, содержащий каретку, на которой жестко закреплены механические руки, имеюш,ие подвески с шарнирно закрепленными на них на осях магнитными схватами с рабочими плоскостями, а также технологическое оборудование, включаюш,ее штабеллер и загрузочно-разгрузочное устройство 1.
Недоста-тком известного комплекса является низкая производительность в связи со значительными временными затратами на предварительную ориентацию заготовок Цель изобретения - повышение производительности сборки.
Цель достигается тем, что в робототехническом комплексе в подвеске руки выполнен фигурнь й паз, в котором расположена шарнирная ось магнитного схвата, а сама подвеска снабжена регулируемым ограничителем, при этом магнитный схват установлен таким образом, что его центр тяжести смешен относительно оси подвески и совпадаюшей с этой осью вертикальной оси штабелера, кроме того, штабелер выполнен в виде вертикальных клинообразных опор и сопряженного с ними профильного поддона с рабочими гранями, одна из которых параллельна одной из рабочих поверхностей магнитного схвата.
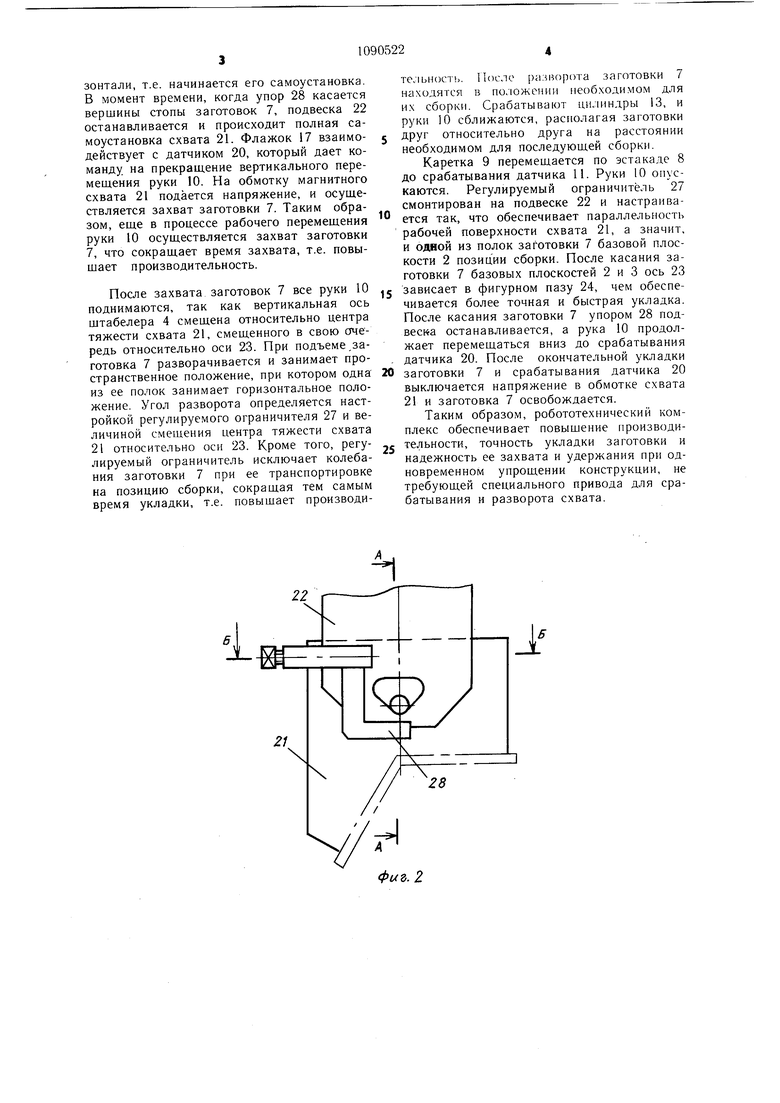
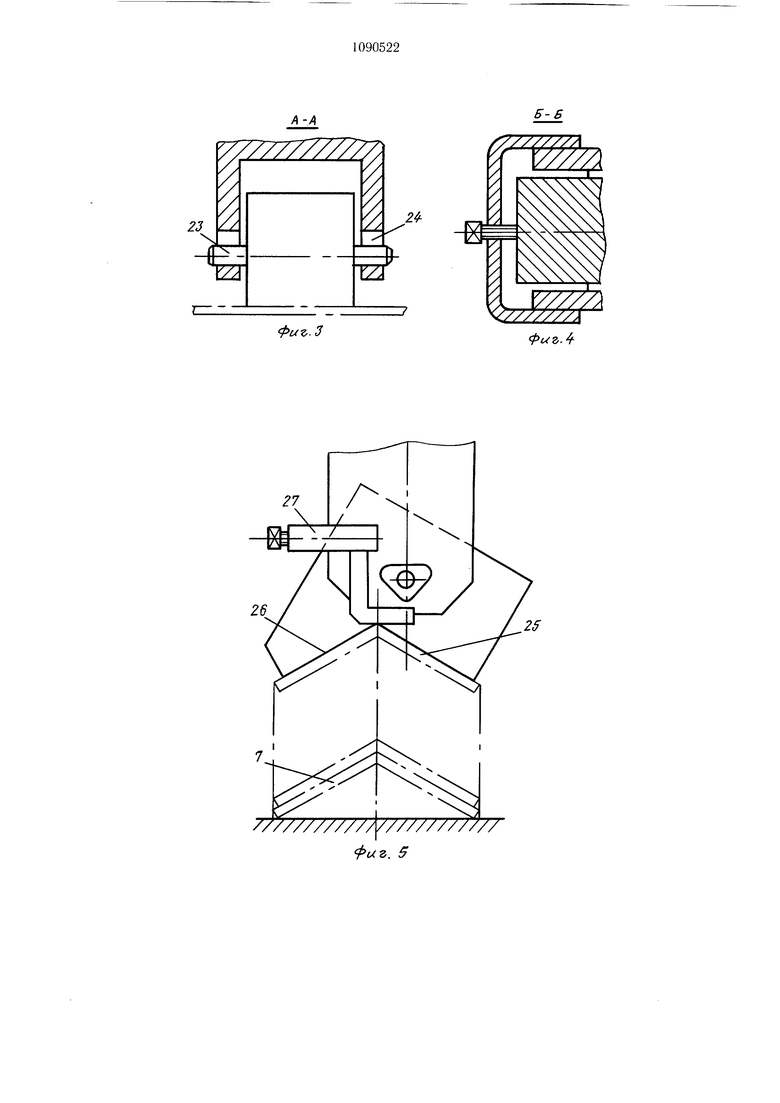
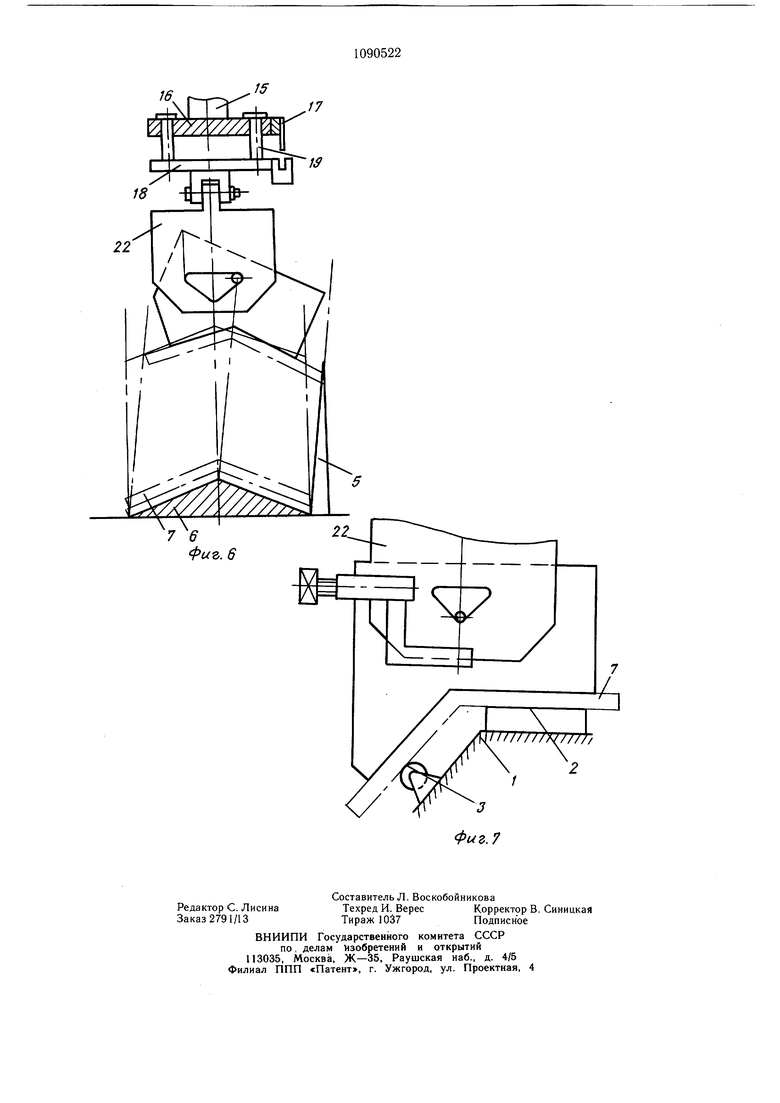
На фиг. 1 показан предлагаемый робототехнический комплекс, обший вид; на фиг. 2 подвеска и схват в положении переноса заготовки; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2; на фиг. 5 - подвеска, и схват в положении захвата заготовки; на фиг. 6 - схема укладки заготовок в штабель перед захватом; на фпг. 7 - схема укладки заготовки на базовую плоскость первой позиции сборки. Робоготехнический комплекс содержит технологическое оборудование, состояшее из л позиций сборки рам вагонеток, при этом разгрузочная позиция сборки содержит основание 1 с базовыми плоскостями 2 и 3, а штабелер 4 содержит вертикальную клинообразную опору 5 и профильный поддон 6 с рабочими гранями. Продольные и поперечные заготовки 7 располагаются на штабелере 4 по периметру прямоугольника. Заготовка 7 представляет собой стальной сложный профиль, содержан1,ий несколько полок.
На эстакаде 8 смонтирована каретка 9, на которой закреплены три руки 10 (одна для продольных и две для поперечных заготовок 7). С помошью каретки 9 руки 10 .могут перемещаться между штабелером 4 и позицией сборки. Их положение контролируется датчиками И и 12. С помощью цилиндров 13 руки 10 могут перемещаться поступательно друг относительно друга. Предусмотрена возможность перемещения рук 10 по вертикали с помощью цилиндров 14.
На штоке 15 каждого цилиндра 14 закреплена рама 16 с флажком 17, на которой подвешена плита 18 на скалках 19 с датчиком 20 контроля контакта магнитного схвата 21 с заготовкой 7 и последней с базовой плоскостью 2 позиции сборки. На плите 18 шарнирно закреплена подвеска 22, в которой шарнирно установлен магнитный схват 21 с рабочей поверхностью по профилю заготовки 7. Ось 23 схвата 21 установлена в фигурном пазу 24. Центр тяжести схвата 21 смещен относительно оси его подвеса, при этом грани 25 и 26 рабочей поверхности схвата параллельны соответствующим полкам заготовки 7, которые имеют разную толщину. Поэтому после укладки на штабелер 4 вершина стопы заготовок 7 оказывается отклоненной от вертикальной оси. Для компенсации этого отклонения на штабелере 4 установлена клинообразная вертикальная опора 5. Разброс допустимых отклонений вершины от вертикальной оси учтен соответствующим выбором ширины фигурного паза 24 что обеспечивает быстрый захват заготовки 7 и ее надежное удержание схватом 21.
Вертикальная ось штабелера 4 смещена относительно центра тяжести схвата 2. Величина смещения определяется из условия обеспечения горизонтального положения одной из полок заготовки 7 после ее захвата из стопы.
На подвеске 22 смонтированы регулируемый ограничитель 27 и упор 28. Регулируемый ограничитель 27 обеспечивает точное горизонтальное положение одной из полок заготовки 7 в схвате 21, а также исключает возможные колебания последнего в подвеске 22 при переносе заготовки 7 и ее укладке на позицию сборки. Упор 28 обеспечивает быстрое и плотное облегание схватом 21 заготовки 7, уменьшая те.м самым время захвата.
Зазор между рамой 16 и плитой 18 может быть больше зазора между упором 28 и вершиной стопы заготовок 7, который в свою очередь может быть больше высоты фигурного паза 24.
Робототехнический комплекс работает следующим образом.
После прихода каретки 9 в крайнее левое положение срабатывает датчик 12, и руки 10 начинают опускаться. Схват 21 соприкасается с верхней заготовкой 7 стопы. Рука 10 продолжает двигаться вниз, поэтому ось 23 зависает в фигурном пазу 24 и схват 21 получает возможность перемешаться относительно заготовки 7 погоризонтали, т.е. начинается его самоустановка. В момент времени, когда упор 28 касается вершины стопы заготовок 7, подвеска 22 останавливается и происходит полная самоустановка схвата 21. Флажок 17 взаимодействует с датчиком 20, который дает команду на прекращение вертикального перемещения руки 10. На обмотку магнитного схвата 21 подается напряжение, и осуществляется захват заготовки 7. Таким образом, еще в процессе рабочего перемещения руки 10 осуществляется захват заготовки 7, что сокращает время захвата, т.е. повышает производительность.
После захвата заготовок 7 все руки 10 поднимаются, так как вертикальная ось штабелера 4 смещена относительно центра тяжести схвата 21, смещенного в свою очередь относительно оси 23. При подъеме,заготовка 7 разворачивается и занимает пространственное положение, при котором одна из ее полок занимает горизонтальное положение. Угол разворота определяется настройкой регулируемого ограничителя 27 и величиной смещения центра тяжести схвата 21 относительно оси 23. Кроме того, регулируемый ограничитель исключает колебания заготовки 7 при ее транспортировке на позицию сборки, сокращая тем самым время укладки, т.е. повышает производительность. После ра.чворота заготовки 7 находятся в по.южении необ.чодимом для их сборки. Срабатывают ци.миндры 13, и руки 10 сближаются, располагая заготовки
друг относительно друга на расстоянии необходимом для последующей сборки.
Каретка 9 перемещается по эстакаде 8 до срабатывания датчика 11. Руки 10 опускаются. Регулируемый ограничитель 27 смонтирован на подвеске 22 и настраивается так, что обеспечивает параллельность рабочей поверхности схвата 21, а значит, и одной из полок заготовки 7 базовой плоскости 2 позиции сборки. После касания заготовки 7 базовых плоскостей 2 и 3 ось 23
зависает в фигурном пазу 24, чем обеспечивается более точная и быстрая укладка. После касания заготовки 7 упором 28 подвеска останавливается, а рука 10 продолжает перемещаться вниз до срабатывания датчика 20. После окончательной укладки
заготовки 7 и срабатывания датчика 20 выключается напряжение в обмотке схвата 21 и заготовка 7 освобождается.
Таким образом, робототехнический комплекс обеспечивает повышение производительности, точность укладки заготовки и надежность ее захвата и удержания при одновременном упрощении конструкции, не требующей специального привода для срабатывания и разворота схвата.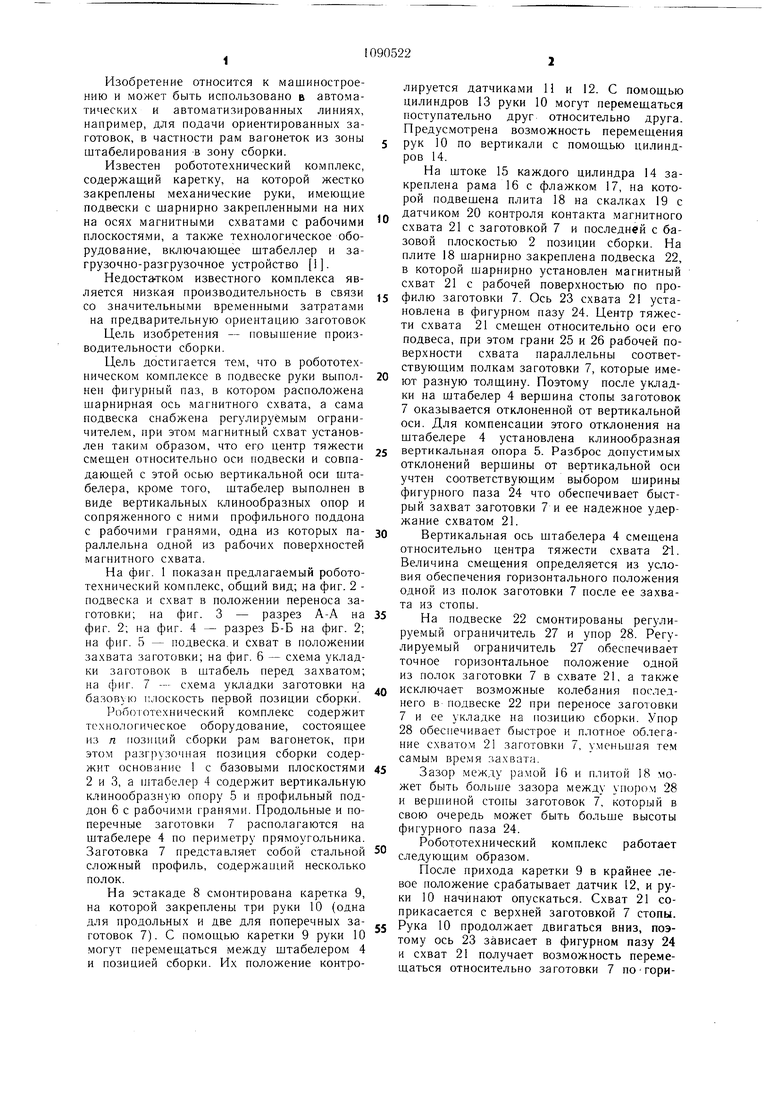
| название | год | авторы | номер документа |
|---|---|---|---|
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Робототехнический комплекс | 1987 |
|
SU1416244A1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ КОМПЛЕКС | 1990 |
|
RU2023571C1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ ЗАГОТОВОК | 1990 |
|
RU2023572C1 |
| Устройство для поштучной выдачи плоских заготовок | 1987 |
|
SU1426681A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1532149A1 |
| Гибкий технологический модуль | 1986 |
|
SU1586825A1 |
| Установка для отделения листовых заготовок от стопы,подачи в пресс и удаления обработанного материала | 1982 |
|
SU1049265A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1637909A1 |
| Робототехнический комплекс | 1986 |
|
SU1458148A1 |
РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС, содержащий каретку, на которой жестко закреплены механические руки. имеющие подвески с щарнирно закрепленными на них на осях магнитными схватами с рабочими плоскостями, а также технологическое оборудование, включающее щтабелер и загрузочно-разгрузочные устройства отличающийся тем, что, с повышения производительности, в подвеске руки выполнен фигурный паз, в котором расположена щарнирная ось магнитного охвата, а сама подвеска снабжена регулируемым ограничителем, при этом магнитный схват установлен в подвеске таким образом, что его центр тяжести смещен относительно оси подвески Vi совпадающей с этой осью вертикальной оси щтабелера, кроме того, штабелер выполнен в виде вертикальных клинообразных опор и сопряженного с ними профильного поддона с рабочими гранями, одна из которых параллельна одной из ра(Л бочих поверхностей магнитного схвата. о со о ел Ю Ю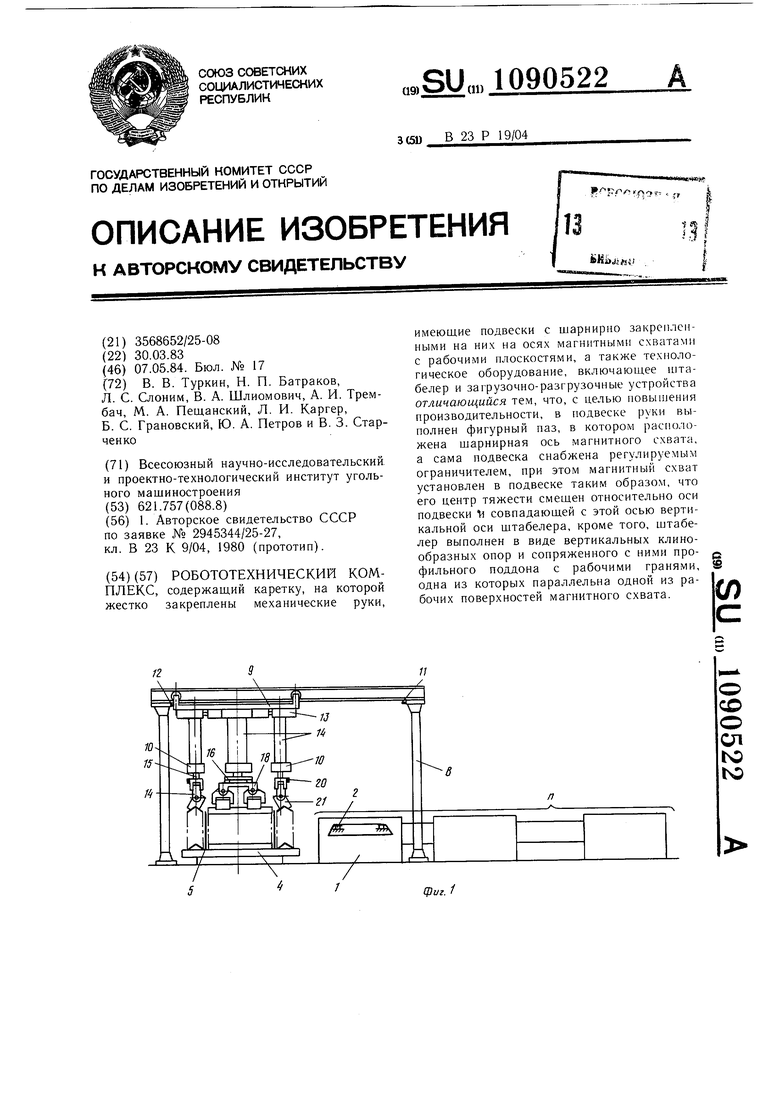
V777//////)(
23
таФиг,.3
2
фиг.4
/X//////////I////////////
фиг. 5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР по заявке № 2945344/25-27, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
