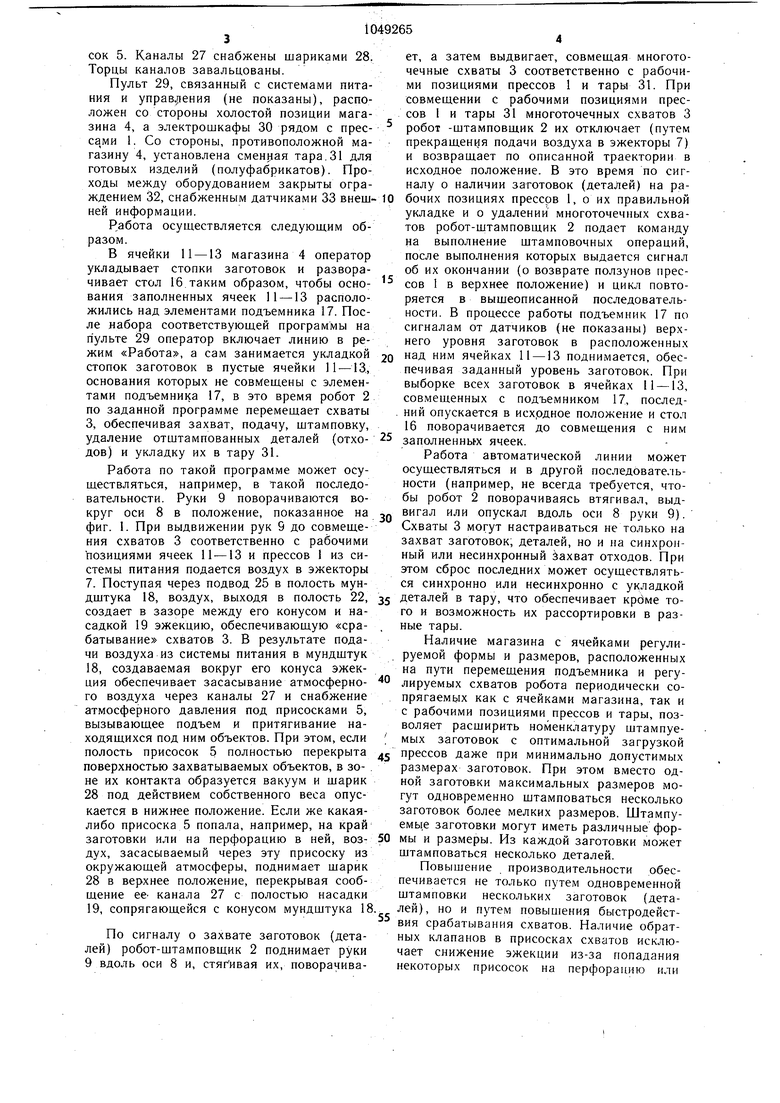
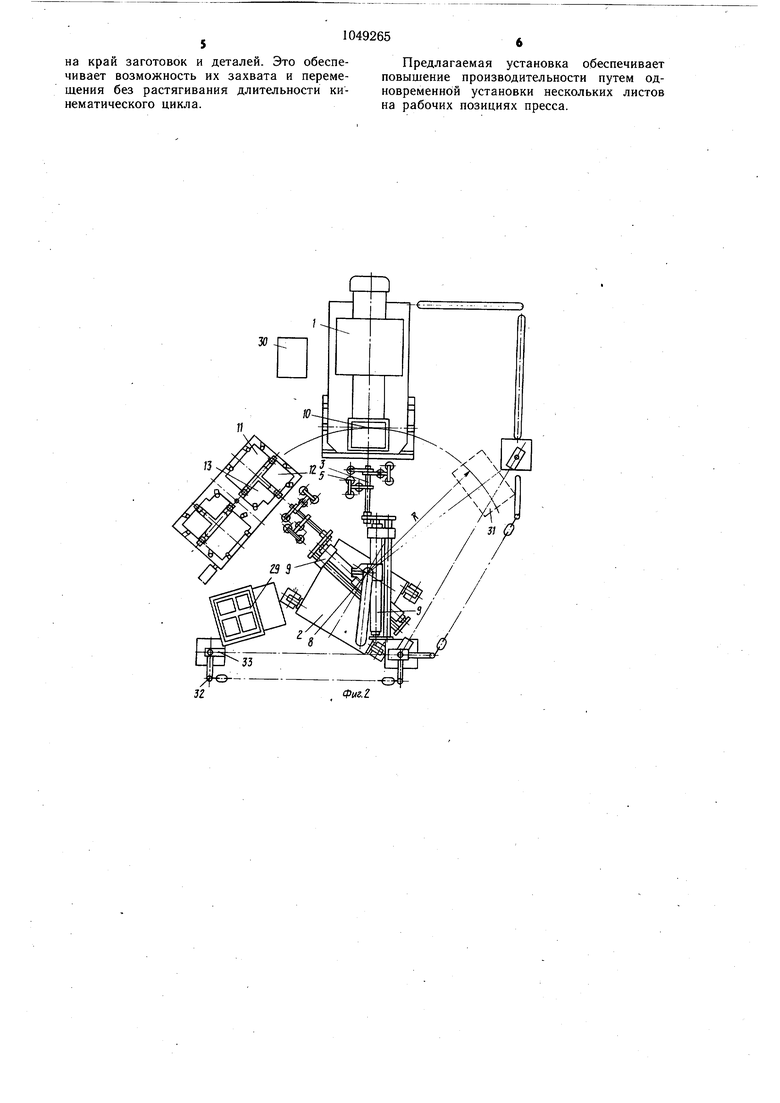
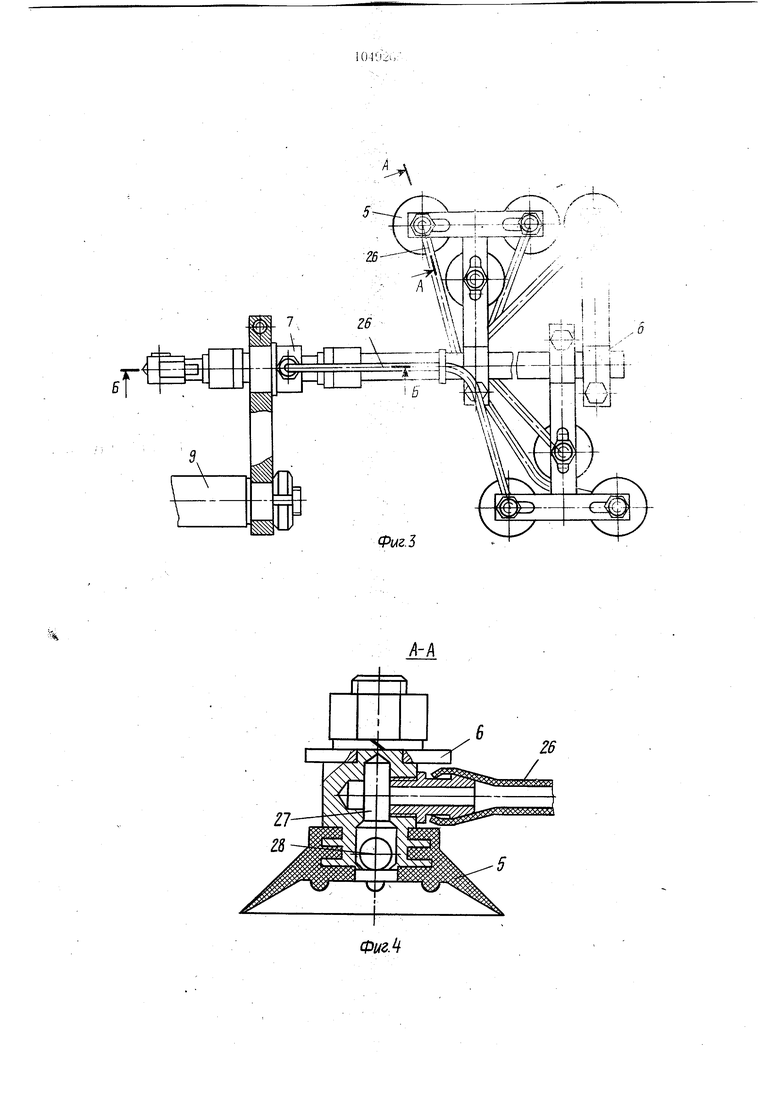
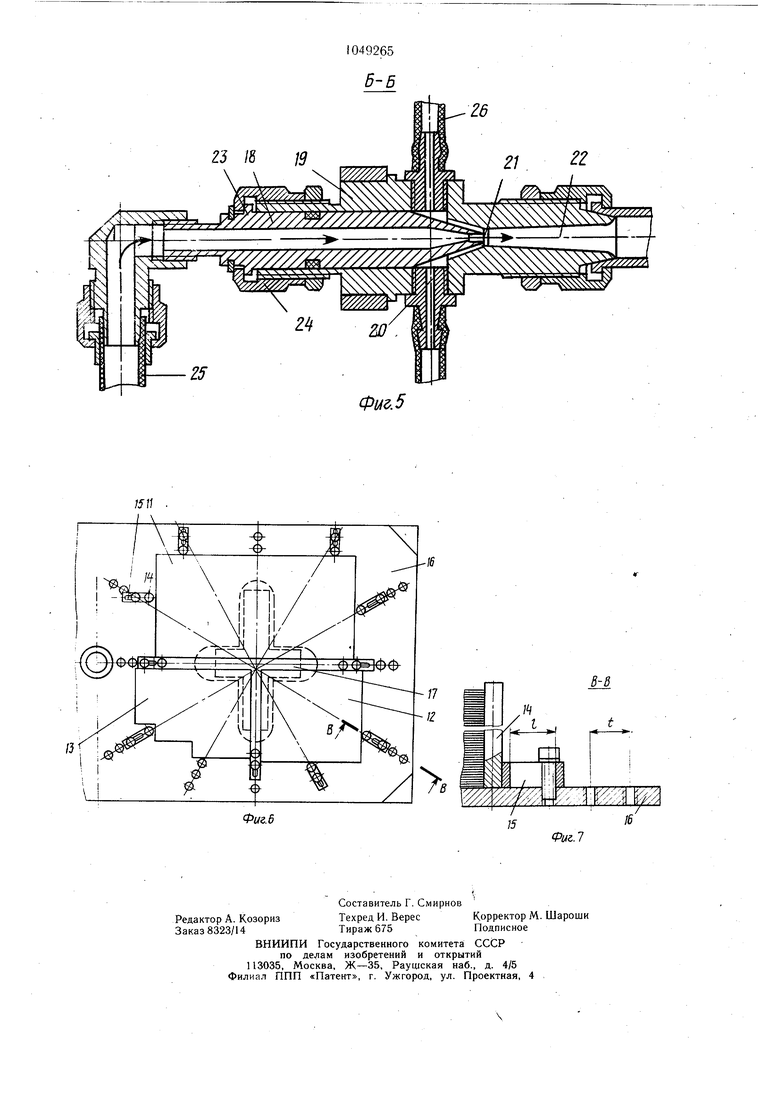
1049 Изобретение относится к обработке мегаллов давлением, в частности к автомагнзирующим устройствам, и может быть использовано при автоматизации листощтампо, ночного производства, например в автоматических линиях в различных отраслях маши,-5 ностроения. Известна установка для отделения листовых заготовок от стопы, содержащая магазин для стопы заготовок, механи: для отделения и переноса заготовок, механизмЮ удаления обработанного материала, связа иные с прессом 1J Недостатком известной установки является то, что она сложна по конструкции и не обеспечивает возможность щтамповки нескольких заготовок одновременно, по-скольку ее,.магазин предусмотрен для размещения только одной стопы заготовок. Известен .магазин для размещения нескольких стоп заготовок, ячейки которого выполнены с возможностью изменения еего площади и конфигурации 2. lU-.остатком этого магазина является, то. что он не рассчитан на одновременное размещение стоп различной конфигурации и лишен средств отделения заготовок от стопь И 110,1ачи в пресс. Наиболее близкой к предлагаемой по существенным признакам и достигаемому эффекту является установка для отделения листовых заготовок от стопы, подачи в пресс и удаления обработанного материала, содержащая связанные системой питания и управления с прессом работ, на руке которого установлено несколько схватов с возможностью возвратно-поступательного неремещения в двух взаимно-перпендикулярных направлениях в горизонтальной плос-35 кости, магазин с регулируемой по. размерам ячейкой для размещения заготовок 3. Недостатком этой установки является невысокая производительность ввиду невозможности одновременной установки нескольких листов на рабочих позициях прес-4 Цель изобретения - повыщение производительности путем одновременной установки нескольких листов на рабочих позициях пресса. . 1ля достижения этой цели в установке для отделения листовых заготовок от стопы, подачи в пресс и удаления обработанного материала, содержащей связанные системой питаши: и управления с прессом робот. на руке которого установлено несколько схватов с возможностью возврптпо-постунательного перемещения в двух взаимно ,перпендикулярных направлениях в горизонтальной плоскости, и магазин с регулируемой по размерам ячейкой для размеще- j ния заготовок, магазин снабжен дополнительными ячейками, а количество схватов робота не меньше общего числа магазина. 652 На фиг. 1 изображена предлагаемая установка, обслуживающая два пресса; на фиг. 2 - установка, обслуживающая один пресс; на фиг. 3 - рука робота; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5разрез Б-Б на фиг. 3; на фиг. 6 - магаЗИН, вид в плане; на фиг. 7 - разрез В-В на фиг. 6. В состав установки, связанной с прессом 1, входит робот 2 со схватами 3 и магазин 4, расположенные таким образом, что «си симметрии рабочих позиций пресса 1 магазина 4 лежат на расстоянии R от оси симметрии робота 2. Схваты 3 робота 2 выполнены в виде присосок 5, установленных в пазах клеммных зажимов 6, которые закреплены на эжекторах 7 с возможностью регулирования относительно оси 8, совмещенной с осью симметрии робота 2 и осью поворота его РУК 9. а также относительно осей 10, совмещенных с осями симметрии прессов 1, и относительно оси рабочей позиции магазина 4. клеммных зажимов 6 выполнены возможностью регулируемого крепления „рисосок 5 как относительно ячеек 11-13 магазина 4, в которых уложены заготовки, которых настраиваются соответствующие ячейки, так и относительно плос crefi симметрии прессов 1 и робота 2,совмещенных с осями 10 и 8. Ячейки 11-13 образованы стойками 14 и имеют регулируеф размеры за счет того, что основания стоек 14 снабжены пазами 15, размеры которых I больше расстояний t отверстиями для их крепления, вы„олненными в столе 16. Дно каждой ячейки И-13 снабжено фигурным пазом и вы„олнено совмещенным со столом 16 и с его фигурными пазами, периодически сопрягае(,„ элементами подъемника 17. Эжектор 7 каждой руки 9 снабжен цилиндрическим мундщтуком 18 с насадкой jg. Насадка 19 снабжена цилиндрической полостью, которая после зоны сопряжения насадки 19 с конусом мундштука 18 имеет р диально расположенные отверстия 20. Ко 19 сопрягаемая с конусом мундштука 18, заканчивается цилиндрической проточкой 21, которая является началом полости 22 в виде раструба. На мундштуке 18 имеется реборда 23 для фиксации насадки 19 гайкой 24 таким образом, чтобы в зоне сопряжения конуса мундщтука 18 с насадкой 19 был гарантйрованный ,зазор, величина которого может регулироваться поворотом гайки 24. Мундштук 18 связан с системой питания (не показана) подводом 25, а насадка 19 через отверстия 20 связана через гибкие подводы 26 и каналы 27 с полостями присосок 5. Каналы 27 снабжены шариками 28. Торцы каналов завальцованы. Пульт 29, связанный с системами питания и управления (не показаны), расположен со стороны холостой позиции магазина 4, а электрошкафы 30 рядом с пресса ми 1. Со стороны, противоположной магазину 4, установлена сменная тара.31 для готовых изделий (полуфабрикатов). Проходы между оборудованием закрыты ограждением 32, снабженным датчиками 33 внещ-10 ней информации. Работа осуществляется следующим образом. В ячейки 11 -13 магазина 4 оператор укладывает стопки заготовок и разворачивает стол 16 таким образом, чтобы основания заполненных ячеек 11 -13 расположились над элементами подъемника 17. После набора соответствующей программы на пульте 29 оператор включает линию в режим «Работа, а сам занимается укладкой20 стопок заготовок в пустые ячейки 11 -13., основания которых не совмещены с элементами подъемника 17, в это время робот 2 no заданной программе перемещает схваты 3, обеспечивая захват, подачу, штамповку, удаление отштампованных деталей (отхо-25 дов) и укладку их в тару 31. Работа по такой программе может осуществляться, например, в такой последовательности. Руки 9 поворачиваются вокруг оси 8 в положение, показанное на,д фиг. 1. При выдвижении рук 9 до совмещения схватов 3 соответственно с рабочими позициями ячеек 11 - 13 и прессов 1 из системы питания подается воздух в эжекторы 7. Поступая через подвод 25 в полость мундщтука 18, воздух, выходя в полость 22,35 создает в зазоре между его конусом и насадкой 19 эжекцию, обеспечивающую «ера-, батывание схватов 3. В результате подачи воздуха из системы питания в мундштук 18,создаваемая вокруг его конуса эжекция обеспечивает засасывание атмосферно- 0 го воздуха через каналы 27 и снабжение атмосферного давления под присосками 5, вызывающее подъем и притягивание находящихся под ним объектов. При этом, если полость присосок 5 полностью перекрыта поверхностью захватываемых объектов, в зо- . не их контакта образуется вакуум и щарик 28 под действием собственного веса опускается в нижнее положение. Если же какаялибо присоска 5 попала, например, на край заготовки или на перфорацию в ней, воз-50 дух, засасываемый через эту присоску из окружающей атмосферы, поднимает шарик 28 в верхнее положение, перекрывая сообщение ее канала 27 с полостью насадки 19,сопрягающейся с конусом мундштука 18.. По сигналу о захвате заготовок (деталей) робот-штамповщик 2 поднимает руки 9 вдоль оси 8 и, стягивая их, поворачивает, а затем выдвигает, совмещая многоточечные схваты 3 соответственно с рабочими позициями прессов 1 и тары 31. При совмещении с рабочими позициями прессов 1 и тары 31 многоточечных схватов 3 робот -штамповщик 2 их отключает (путем прекращения подачи воздуха в эжекторы 7) и возвращает по описанной траектории в исходное положение. В это время по сигналу о наличии заготовок (деталей) на рабочих позициях прессов 1, о их правильной укладке и о удалении многоточечных схватов робот-щтамповщик 2 подает команду иа выполнение щтамповочных операций, после выполнения которых выдается сигнал об их окончании (о возврате ползунов прессов 1 в верхнее положение) и цикл повторяется в вышеописанной последовательности. В процессе работы подъемник 17 по сигналам от датчиков (не показаны) верхнего уровня заготовок в расположенных аД ним ячейках 11 - 13 поднимается, обеспечивая заданный уровень заготовок. При выборке всех заготовок в ячейках 11 -13, совмещенных с подъемником 17, последни и опускается в исхрдное положение и стол 16 поворачивается до совмещения с ним заполненных ячеек, Работа автоматической линии может осуществляться и в другой последовате.-1ьности (например, не всегда требуется, чтобы робот 2 поворачиваясь втягивал, выдвигал или опускал вдоль оси 8 руки 9). Схваты 3 могут настраиваться не только на захват заготовок, деталей, но и на синхронный или несинхронный йахват отходов. При этом сброс последних может осуществляться синхронно или несинхронно с укладкой Деталей в тару, что обеспечивает крбме того и возможность их рассортировки в разные тары. Наличие магазина с ячейками регулируемой формы и размеров, расположенных на пути перемещения подъемника и регулируемых схватов робота периодически сопрягаемых как с ячейками магазина, так и с рабочими позициями прессов и тары, позволяет расширить номенклатуру щтампуемых заготовок с оптимальной загрузкой прессов даже при минимально допустимых размерах заготовок. При этом вместо одной заготовки максимальных размеров могут одновременно штамповаться несколько заготовок более мелких размеров. Штампуемые заготовки могут иметь различные формы и размеры. Из каждой заготовки может щтамповаться несколько деталей, Повышение производительности рбеспечивается не только путем одновременной штамповки нескольких заготовок (деталей), но и путем повышения быстродействия срабатывания схватов. Наличие обратных клапанов в присосках схватов исключает снижение эжекции из-за попадания некоторых присосок на перфорацию или
j1049265
на край заготовок и деталей. Это обеспе-Предлагаемая установка обеспечивает
чивает возможность их захвата и переме-повышение производительности путем одшения без растягивания длительности ки-новременной установки нескольких листов
нематического цикла.на рабочих позициях пресса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для отделения листовых заготовок от стопы, подачи в пресс и удаления обработанного материала | 1985 |
|
SU1321505A1 |
| Автоматическая линия | 1982 |
|
SU1043036A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1984 |
|
SU1214290A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1532149A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1637909A1 |
| Роботизированный комплекс для многопереходной штамповки | 1983 |
|
SU1199368A1 |
| Автоматизированный комплекс для штамповки | 1986 |
|
SU1530305A1 |
| Робототехнический комплекс | 1987 |
|
SU1416244A1 |
| Магазинное устройство робототехнологического комплекса | 1987 |
|
SU1542669A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
УСТАНОВКА ДЛЯ ОТДЕЛЕНИЯ ЛИСТОВЫХ ЗАГОТОВОК ОТ СТОПЫ, ПОДАЧИ В ПРЕСС И УДАЛЕНИЯ ОБРАБОТАННОГО МАТЕРИАЛА, содержащая связанные системой питания и управления с прессом робот, на руке которого установлено несколько схватов с возможностью возвратно-поступательного перемещения в двух взаимно перпендикулярных направлениях в горизонтальной плоскости, и магазин с регулируемой по размерам ячейкой для размещения заготовок, отличающаяся тем, что, с целью повышения производительности путем одновременной установки нескольких листов на рабочих позициях пресса, магазин снабжен дополнительными ячейками, а количество схватов робота не меньше общего числа ячеек магазина. (Л со 1C О5 СП
У) J
Фиг. 2
26
ФигМ
Фигг.5
16
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для подачи полосового материала в рабочую зону пресса и удаления обработанного материала | 1977 |
|
SU663465A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
