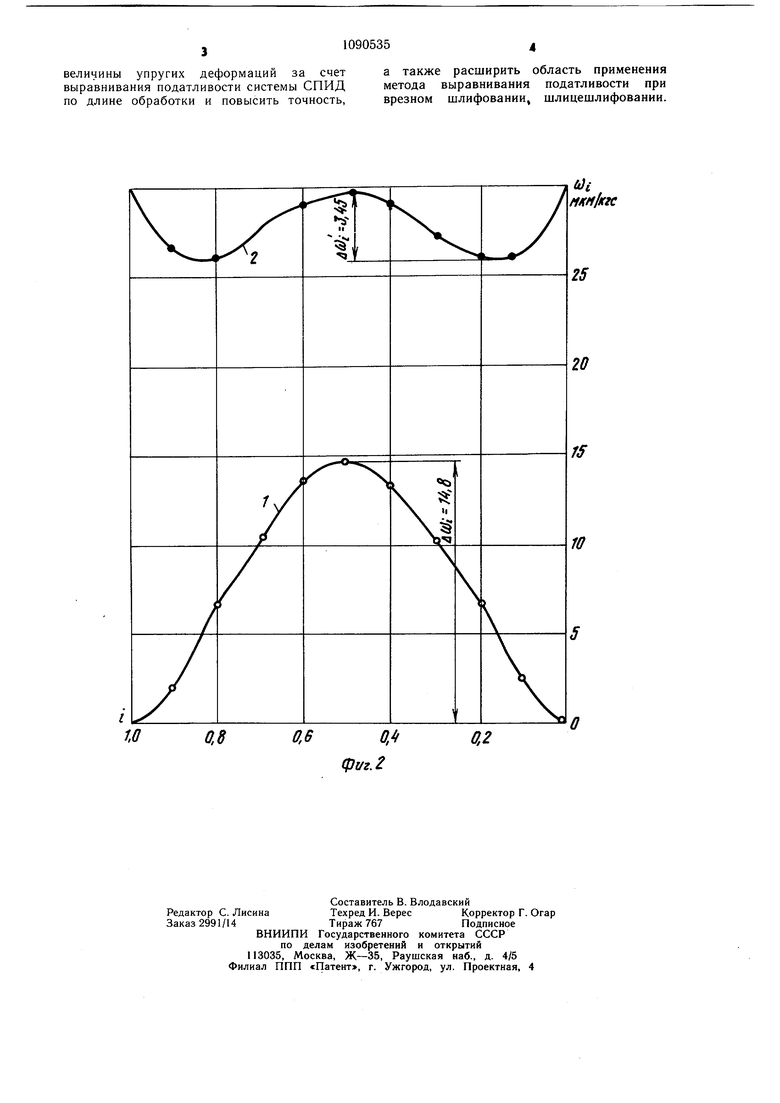
Изобретение относится к средствам автоматизации абразивной обработки и может быть использовано при обработке нежестких деталей при наружном продольном и врезном шлифовании, шлицешлифовании. Известно устройство для программного управления обработкой нежестких деталей, которое содержит датчик положения детали, программный блок, логические элементы И, схему управления, механизм регулирования жесткости 1. Недостаток известного устройства - ограниченные технологические возможности, так как его невозможно использовать при абразивной обработке нежестких валов. Цель изобретения - расширение технологических возможностей и повышение точности обработки. Поставленная цель достигается тем, что устройство для программного управления абразивной обработкой нежестких деталей, содержащее последовательно соединенные датчик положения инструмента, блок задания программы, логические элементы И с двумя входами, а также механизм регулирования жесткости системы СПИД и схему управления, снабжено датчиками жесткости центров и элементом ИЛИ, к входам которого подсоединены датчики жесткости, а выход - к схеме управления, причем стержни в исходном состоянии установлены без возможности перемешения в центрах передней и задней бабок и связаны со схемой управления первыми входами логических элементов И, вторые входы которых соединены с выходами блока задания программы. На фиг. 1 представлена блок-схема предлагаемого устройства; на фиг. 2 - графики изменения податливости А до ее выравнивания (кривая 1) и после ее выравнивания Atf/ (кривая 2). Устройство содержит деталь 1, установленную в центрах 2 и 3 передней и задней бабок шлифовального станка. Центры 2 и 3 оснащены механизмами 4 и 5 регулирования, жесткости, выполненными в виде стержней из магнитострикционного материала. К шлифовальному кругу 6 подключен датчик 7 положения инструмента по длине обработки детали 1, соединенный с блоком 8 задания программы. Устройство содержит схему 9 управления, первый логический элемент И 10, второй логический элемент И 11, датчики 12 и 13 жесткости центров 3 и 2 задней и передней бабок соответственно, логический элемент ИЛИ 14. Устройство подключено к системе СПИД входами датчика 7 положения инструмента, входами датчиков 12 и 13 жесткости центров и выходами механизмов 4 и 5 регулирования жесткости центров 2 и 3. Устройство работает следующим образом . Предварительно включают схему 9 управления и на механизмы 4 и 5 регулирования жесткости, выполненные, например, из никелевых стержней и установленные в центрах 2 и 3 без возможности перемещения, подают напряжение. Под действием электромагнитного поля никелевые стержни механизмов 4 и 5 регулирования жесткости, так как они установлены без возможности перемещения, увеличивают развиваемые ими усилия, и соответственно увеличивается жесткость центров 2 и 3 до требуемого значения, обеспечивающего начальное значение жесткости. После этого деталь 1 устанавливают в центрах 2 и 3, приводят во вращение деталь 1 и шлифовальный круг 6, осуществляя врезание круга в деталь. По сигналам датчика 7 положения шлифовального круга 6 по длине обработки, блок 8 задания программы формирует импульсы напряжения, которые поступают на схему 9 управления и один из входов логического элемелта И 10. Последний при поступлении на него сигнала со схемы 9 управления подключает механизм 4 регулировки жесткости к cxeivie 9 управления. По сигналам блока 8 задания программы схема 9 управления из.меняет напряженность электромагнитного поля, и механизм 4 регулировки жесткости уменьшает жесткость центра 3 по требуемому закону для выравнивания податливости системы СПИД по кривой I (кривая 1 - изменение податливости Aoii системы до выравнивания на фиг. 2). Сигнал с датчика 12 жесткости центра 3 через логический элемент ИЛИ 14 поступает на схему 9 управления и осуществляет обратную связь для увеличения быстродействия систе.мы. При дальнейшем перемещении шлифовального круга 6 по длине обработки сигнала с блока 8 задания программы поступают на входы второго логического элемента И 11, схему 9 управления и далее на механизм 5 регулирования жесткости центра 2. При этом в соответствии с программой заложенной в блоке 8, осуществляется изменение жесткости механизма 5 и центра 2 для выравнивания податливости по кривой 2 (фиг. 2). Дальнейщая обработка детали осуществляется по заданной блоком 8 программе выравнивания податливости системы СПИД (фиг. 2) в зависимости от размеров детали 1, числа проходов и положения круга по длине обработки. В конце обработки по сигналам блока 8 отключается схема 9 управления, круг 6 отводится от детали 1, которая снимается со станка. Применение предлагаемого устройства для программного управления обработкой нежестких деталей позволяет уменьшить погрешность формы нежестких деталей от
величины упругих деформаций за счет выравнивания податливости системы СПИД по длине обработки и повысить точность,
а также расширить область применения метода выравнивания податливости при врезном шлифовании, шлицешлифовании.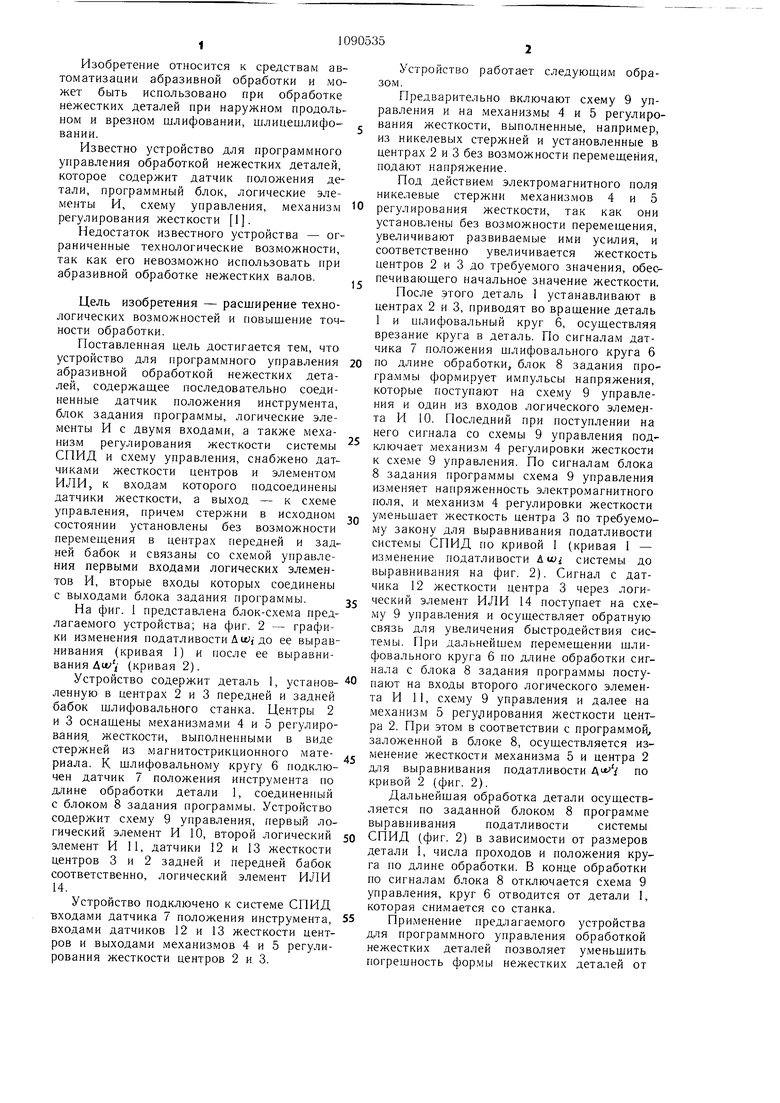
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программного управления обработкой нежестких деталей | 1979 |
|
SU881677A2 |
| Устройство для программного управления обработкой нежестких деталей | 1977 |
|
SU658530A1 |
| Способ круглого шлифования | 1985 |
|
SU1255398A1 |
| Способ обработки нежестких деталей | 1983 |
|
SU1126376A1 |
| Система управления упругими перемещениями круглошлифовального станка | 1980 |
|
SU931437A1 |
| Способ круглого шлифования | 1983 |
|
SU1096083A1 |
| Устройство для программного управления закреплением нежестких деталей на токарном станке | 1980 |
|
SU954946A1 |
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
| Устройство для автоматического управления поперечной подачей шлифовального станка | 1982 |
|
SU1017480A2 |
| Устройство для обработки цилиндрических валов | 1981 |
|
SU1007932A1 |
УСТРОЙСТВО ДЛЯ ПРОГРАММНОГО УПРАВЛЕНИЯ АБРАЗИВНОЙ ОБРАБОТКОЙ НЕЖЕСТКИХ ДЕТАЛЕЙ, содержащее последовательно соединенные датчик положения инструмента, блок задания программы, логические элементы И, а также схему управления и механизм регулирования жесткости системы СПИД, отличающееся тем, что, с целью расширения технологических возможностей и повышения точности обработки, механизм регулирования жесткости выполнен в виде магнитострикционных стержней, установленных в центрах передней и задней бабок, а устройство снабжено датчиками жесткости центров через элемент ИЛИ, подключенными к схеме управления, выходы которойподключены к вторым входам элементов И, выходы которых подключены к стержням. со О сд 00 СП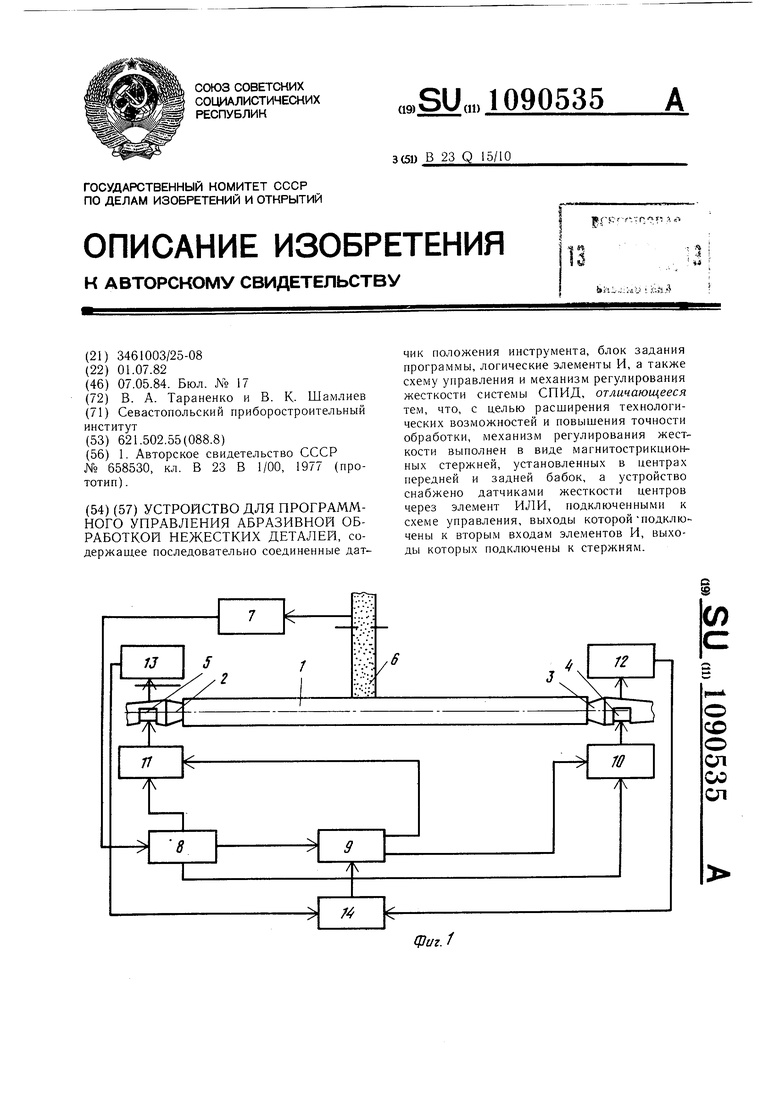
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для программного управления обработкой нежестких деталей | 1977 |
|
SU658530A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
