Изобретение относится к металло обработке и может быть использовано при обработке металлов резанием на токарных станках, при круглом наруж ном врезном и продольном шлифорании шлицешлифовании гладких, ступенчаты и фасонных поверхностей нежестких д талей , г Известен способ обработки нежест ких деталей, по которому осушествля ют внецентренное растяжение детали и создают изгибающий момент в направлен ИИJ противоположном изгибающе му моменту сил резания, а величину эксцентриситета изменяют в зависимо ти от положения относительно детали ее размеров и режимов резания lj , Недостатком известного способа является сложность его реализации при изменении величины эксцентрйситета в малых пределах, низкая точность обработки. Цель изобретения - повышение точ ности обработки. Указанная цель достигается тем, что согласно способу обработки нежестких деталей с закреплением их в зажимных механизмах передней и за ней бабок станка и управлением поло жением упругой оси детали путем соз дания изгибающего момента за счет приложения внецентренного продольно го усилия, продольные усилия прилагают к торцу детали не менее чем в трех разных точках, расположенных эксцентрично относительно оси детали, а величину и направление изгибающего момента регулируют путем изменения направления и величины прилагаемых усилий. На фиг. 1 представлена схема токарной обработки, реализующая способ; на фиг. 2 - вид А по фиг. V (с .нагружением торца детали). Деталь 1 устанавливают и центрируют в переднем 2 и заднем 3 подпружиненном центрах станка, после чего зажимают зажимными механизмами 4 и 5 соответственно передней и задней бабок. Включают привод главного движения, и вращение передают посредством поводка 6 подвижному кольцу 7 и далее детали 1 . Инструмент 8 подводят к детали 1, настраивают на размер и осуществляют врезание. Одновременно к наружным неподвижным кольцам 9, расположенным у торцов в плоскостях, перпендикулярных к оси .детали 1, прилагают не менее чем в трех разных точках продольные рас-тягивающие усилия Р| , Р , Р- разной величины P,P2чP, . Так .как величины сил Р, Pj, Р разные, возникает эксцентриситет продольных растягивающих усилий, которые создают управляемьпЧ изгибающий момент Myw., который противодействует моменту сил резания, видоизменяет упругую линию детали 1 и вносит корректирующую поправку в относительное положение детали 1 и инструмента. По мере перемещения инструмента по длине обработки регулируют величины продольных усилий Р, , Р, Ра, по программе или по результатам измерений размеров деталей, чем изменяют эксцентриситет продольных сил Р , Pj и Р , величину изгибающего мймента ,. и величину корректирующей поправки. . П р и м-е р. Деталь типа длинный вал диаметром d 10 мм, длиной 1 300 мм, материал - сталь 50, припуск на шлифование 0,02 мм. Обработка производится без СОЖ на круглошлифовальном станке ЗЕ12, оснащенном специальными устройствами для осуществления способа. Режимы обработки валов: скорость круга V . 33 м/с, частота вращения детали П 420 об/мин, продольная подача Sjjp 16 мм/об, поперечная подача 0,010 мм/дв.ход, усилие шлифования Рр ЮН стабилизируется по длине детали. При указанных условиях и режимах обработки деталь через .кольцо 9 нагружается продольными сжимающими усилиями Р, , Рд и Рд , величина которых изменяется по длине обработки по специальной программе, в пределах 40 - 180 Н. Сравнение результатов обработки указанных валов обычным и предлагаемым способами показывает повьщ1ение.. точности формы вала в несколько раз при одновременном сокращении машинного времени обработки на 18-:20%. Применение способа позволяет повысить точность обработки, так как значительно упрощается схема создания эксцентриситета продольных усилий и регулирования величин изгибающего момента, уменьпшть влияние радиальной и тангенциальной составляющих сил резания, расширить возможности управления величинами и направлениями продольных усилий, и соответственно, величиной изгибающего момента.
Б ид А
.2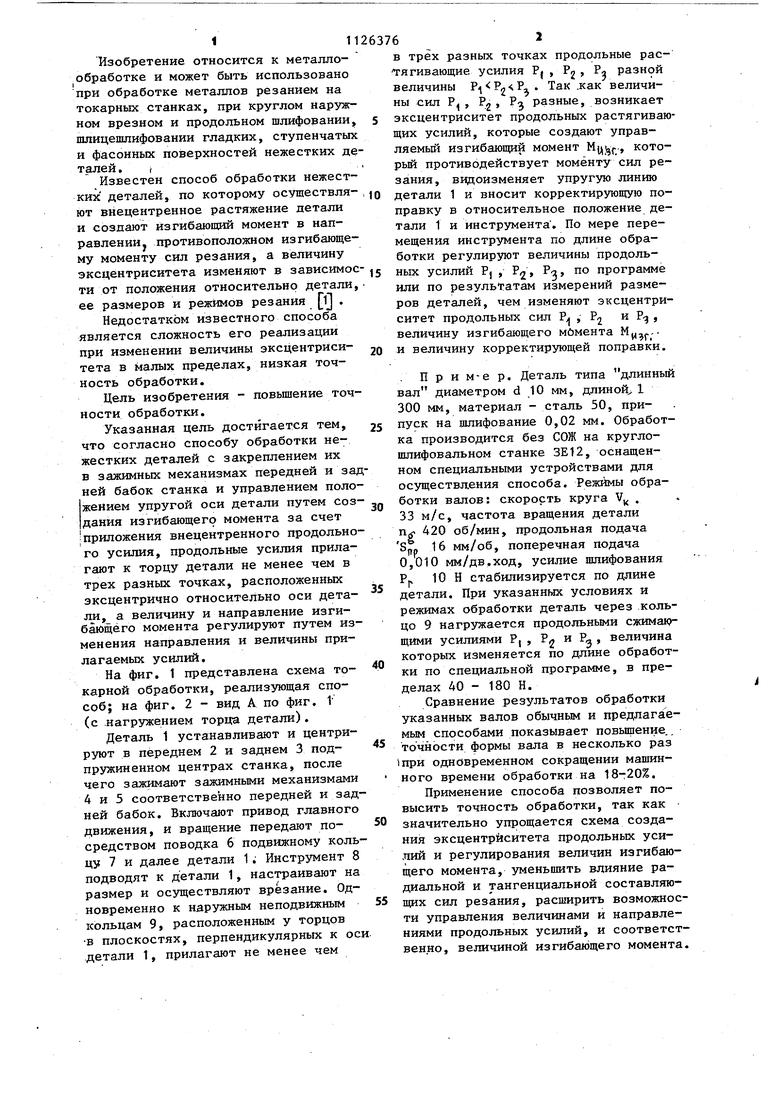
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки нежестких деталей | 1979 |
|
SU869972A1 |
| СПОСОБ ОБРАБОТКИ НЕЖЕСТКИХ ДЕТАЛЕЙ | 1992 |
|
RU2012436C1 |
| Задняя бабка металлорежущего станка | 1983 |
|
SU1114490A1 |
| Способ обработки нежестких де-ТАлЕй ТипА ВАлОВ | 1979 |
|
SU852447A1 |
| Задняя бабка токарного станка | 1980 |
|
SU931306A2 |
| Способ изготовления профилированных изделий | 1990 |
|
SU1731380A1 |
| СПОСОБ ОБРАБОТКИ НЕЖЕСТКИХ ВАЛОВ | 1991 |
|
RU2021098C1 |
| Способ обработки резанием вращающейся детали и устройство для его осуществления | 1983 |
|
SU1222419A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕЖЕСТКОЙ ДЕТАЛИ | 2014 |
|
RU2589957C2 |
| Способ поднастройки системы СПИД и устройство для его осуществления | 1985 |
|
SU1255284A1 |
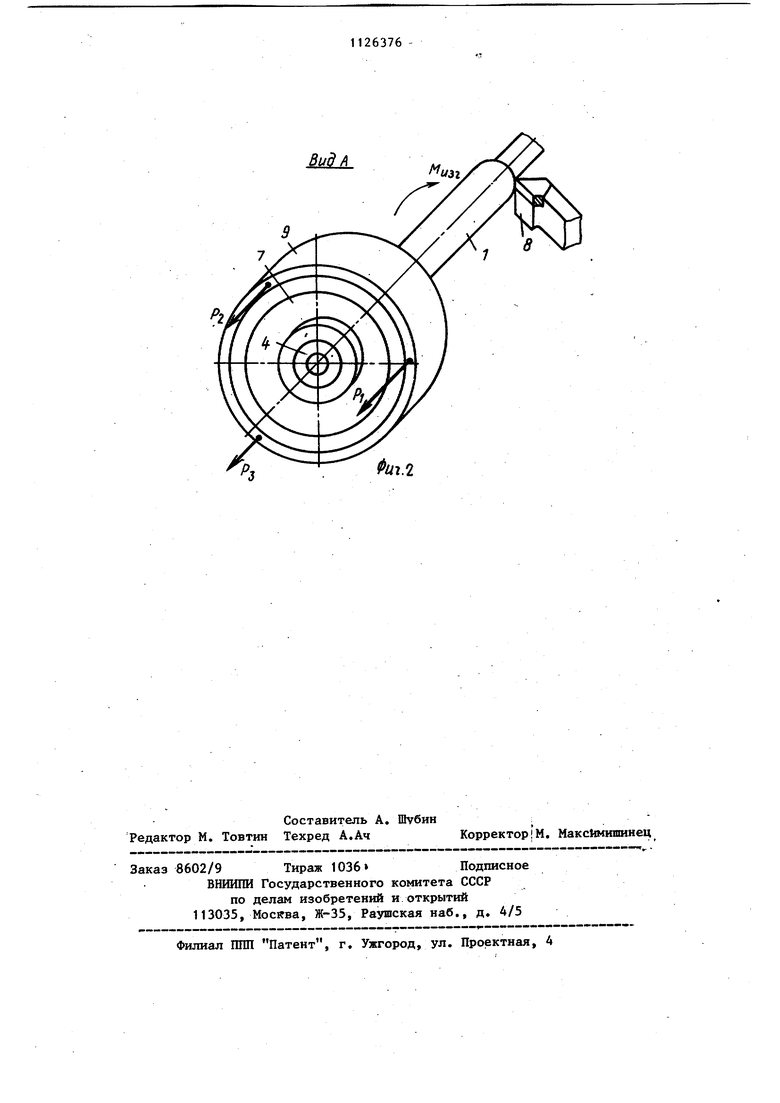
СПОСОБ ОБРАБОТКИ НЕЖЕСТКИХ ДЕТАЛЕЙ с закреплением их в зажимных механизмах передней и задней бабок станка и управлением положением упру гой оси детали путем создания изгибающего Момента за счет приложения внецентренного продольного усилия, отличающийся тем, что, с целью повышения точности обработки ,,продольные усилия прилагают к торцу детали не менее чем в трех точках, расположенных эксцентрично относительно оси детали, а величину .и направление изгибающего момента регулируют путем изменения направления и величины, прилагаемых усилий. V)l. 7 § i 3) DO 9д
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ обработки нежестких деталей | 1979 |
|
SU869972A1 |
