Изобретение относится к холодной листовой штамповке и может быть использовано в различных отраслях промышленности.
Целью изобретения является упрощение конструкции модуля для автоматизированной безраскройной листовой штамповки и уменьшение занимаемой им производственной площади.,
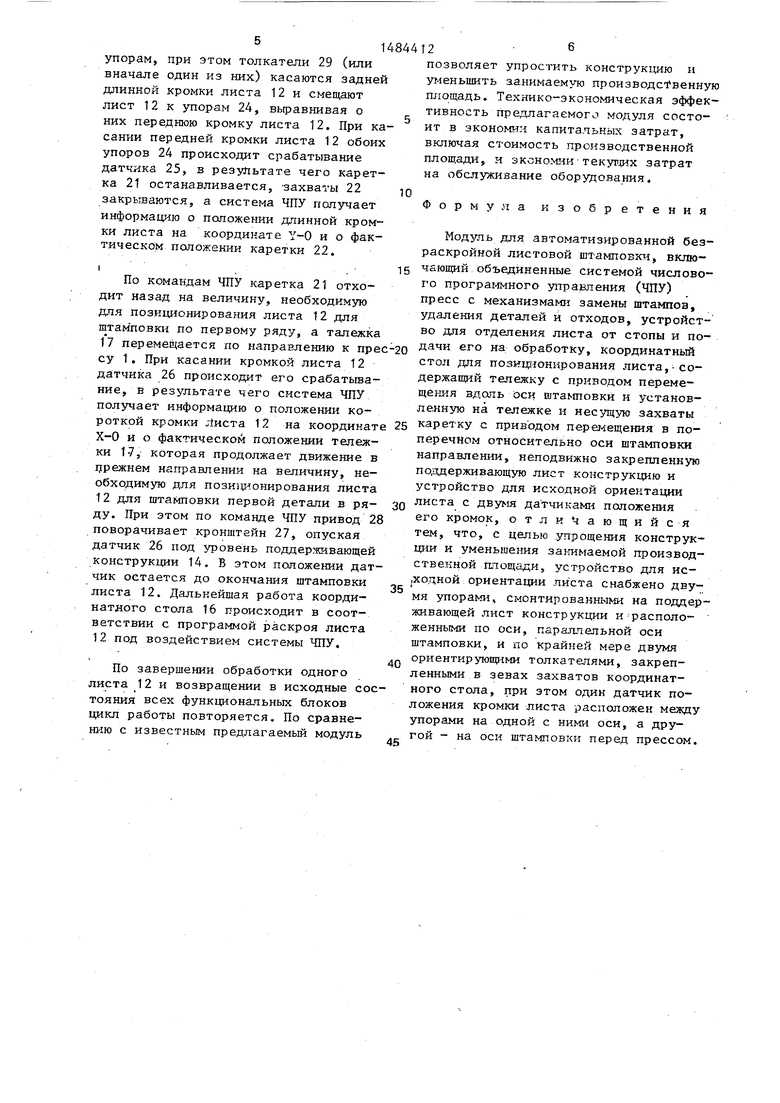
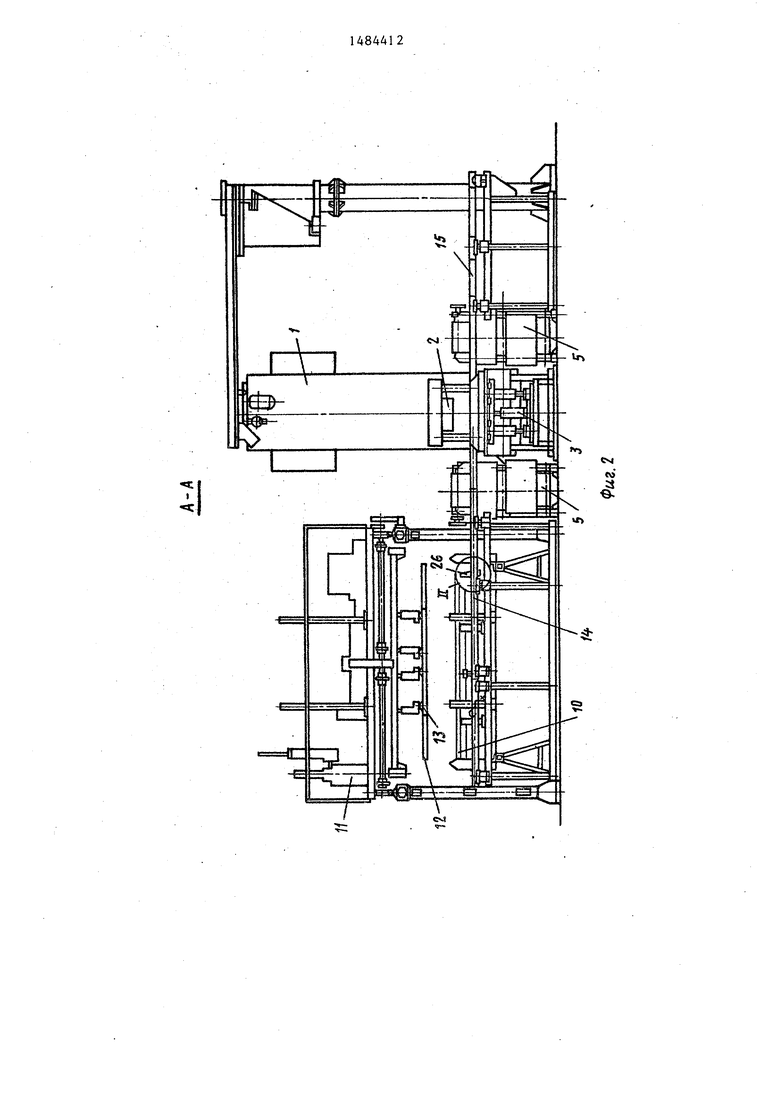
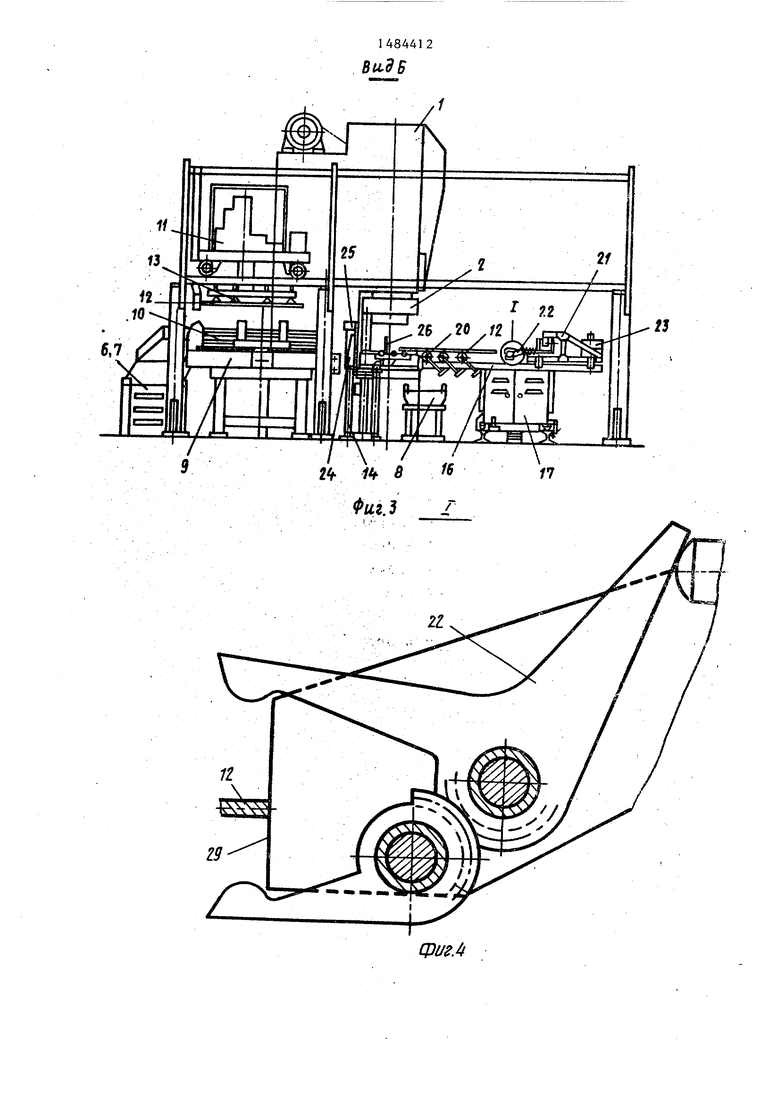
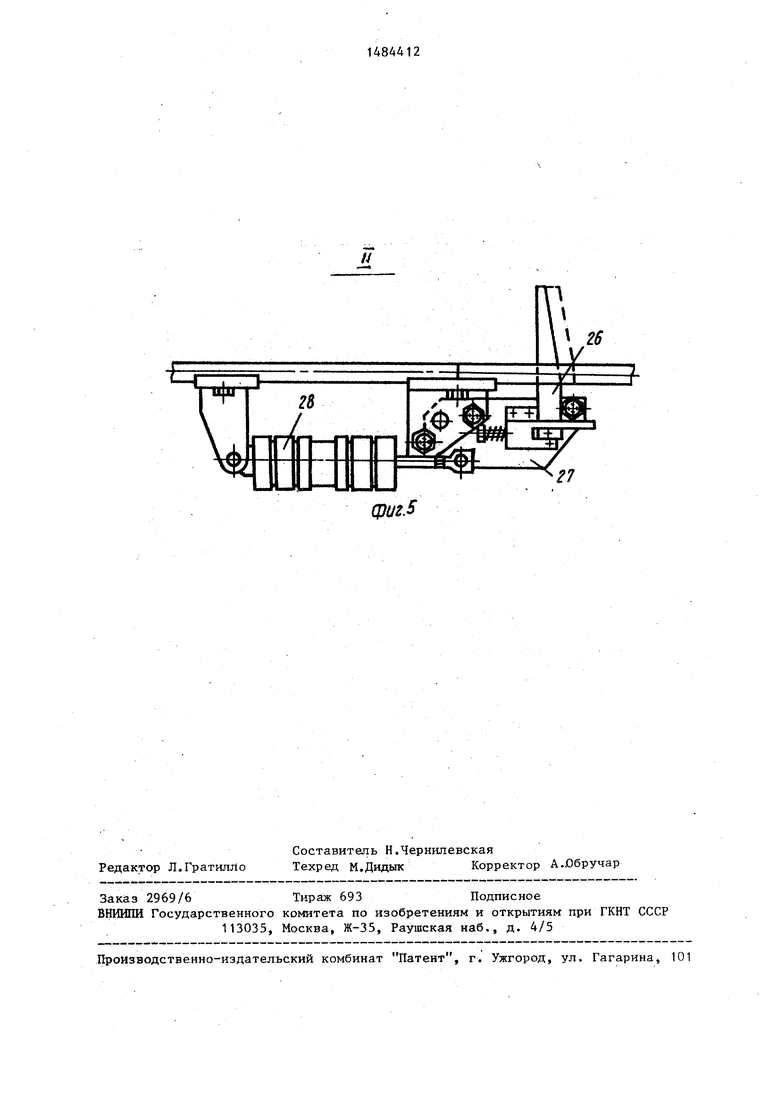
На фиг. 1 дан модуль, общий вид, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - узел I на фиг.З; на фиг. 5 - узел II на фиг. 2,
Модуль для автоматизированной безраскройной штамповки содержит пресс -1 кривошипный с открытой G-образной станиной с установленным на нем
штампом 2 и механизмом 3 замены штам
пов, механизмом 4 удаления деталей и механизмом 5 удаления отходов, тару 6 деталей и тару 7 и 8 отходов, стол 9 для стопы 10 листов, устройство 11 для отделения листа 12 от стопы и подачи его на обработку с вакуумными
захватами 13, неподвижные поддерживающие конструкции 14 и 15 для листа и координатный стол 16, Координатный стол 16 включает в себя тележку 17 с приводом 18 перемещения вдоль оси 19 штамповки (по оси X) и установленные на ней роликовые поддерживающие лист опоры 20, каретку 21, несущую на себе захваты листа 22, и привод 23 перемещения каретки 21 по тележке 17 в перпендикулярном к оси 19 штамповки направлении (по оси Y) .
5
0
5
0 5
Устройство для исходной ориентации листа совмещено с неподвижной поддерживающей конструкцией 14 и координатным столом 16 и содержит упоры 24, датчик 25 положения длинной кромки листа 12, расположенный на одной с упорами 24 оси, параллельной оси штамповки, датчик 26, расположенный на поддерживающей конструкции 15 перед прессом 1.
Датчик 26 установлен на поворотном кронштейне 27, снабженным приводом 28.
Захваты 22 каретки 21 координатного стола 16 оснащены ориентирующими толкателями 29, расположенными в зеве захватов 22. Модуль управляется системой ЧПУ, охватывающей своим управляющим воздействием все упомянутые функциональные блоки.
Модуль работает следующим образом.
Устройство 11 отделяет вакуумными захватами 13 от стопы 10, находящейся на столе 9, верхний лист 12, транспортирует его на ось штамповки и укладывает его на неподвижную поддерживающую конструкцию 14 и роликовые опоры 20 координатного стола 16 между упорами 24 и толкателями 29 раскрытых захватов 22 каретки 21, которая находится в крайнем заднем положении. После освобождения листа 12 вакуумными захватами 13 устройство 11 возвращается в исходное положение, а каретка 21 с раскрытыми захватами 22 перемещается вперед в направлении к
514
упорам, при этом толкатели 29 (или вначале один из них) касаются задней длинной кромки листа 12 и смещают лист 12 к упорам 24, выравнивая о них переднюю кромку листа 12. При касании передней кромки листа 12 обоих упоров 24 происходит срабатывание датчмка 25, в результате чего каретка 21 останавливается, захваты 22 закрываются, а система ЧПУ получает информацию о положении длинной кромки листа на координате у-0 и о фактическом положении каретки 22.
.
По командам ЧПУ каретка 21 отходит назад на величину, необходимую для позиционирования листа 12 для штамповки по первому ряду, а талежка 17 перемещается по направлению к прес су 1. При касании кромкой листа 12 датчика 26 происходит его срабатывание, в результате чего система ЧПУ получает информацию о положении короткой кромки листа 12 на координат Х-0 и о фактическом положении тележки 17, которая продолжает движение в прежнем направлении на величину, необходимую для позиционирования листа 12 для штамповки первой детали в ря- ду. При этом по команде ЧПУ привод 28 поворачивает кронштейн 27, опуская датчик 26 иод уровень поддерживающей конструкции 14. В этом положении датчик остается до окончания штамповки листа 12. Дальнейшая работа координатного стола 16 происходит в соответствии с программой раскроя листа 12 под воздействием системы ЧПУ.
По завершении обработки одного
листа 12 и возвращении в исходные состояния всех функциональных блоков цикл работы повторяется. По сравнению с известным предлагаемый модуль
12D
позволяет упростить конструкцию и уменьшить занимаемую производственную площадь. Технико-экономическая эффективность предлагаемого модуля состоит в экономии капитачъных затрат, включая стоимость производственной площади, и экономии текущих затрат на обслуживание оборудования.
Формула изобретения
Модуль для автоматизированной безраскройной листовой штамповки, включающий объединенные системой числового программного управления (ЧПУ) пресс с механизмами замены штампов, удаления деталей и отходов, устройст во для отделения листа от стопы и подачи его на обработку, координатный стол для позиционирования листа, содержащий тележку с приводом перемещения вдоль оси штамповки и установленную на тележке и несущую захваты каретку с приводом перемещения в поперечном относительно оси штамповки направлении, неподвижно закрепленную поддерживающую лист конструкцию и устройство для исходной ориентации листа с двумя датчиками положения его кромок, отличающийся тем, что, с целью упрощения конструкции и уменьшения занимаемой производственной площади, устройство для ис- ;хот;ной ориентации листа снабжено двумя упорами, смонтированными на поддерживающей лист конструкции и расположенными по оси, параллельной оси штамповки, и по крайней мере двумя ориентирующими толкателями, закрепленными в зевах захватов координатного стола, при этом один датчик положения кромки листа расположен между упорами на одной с ними оси, а другой - на оси штамповки перед прессом.
f
00
r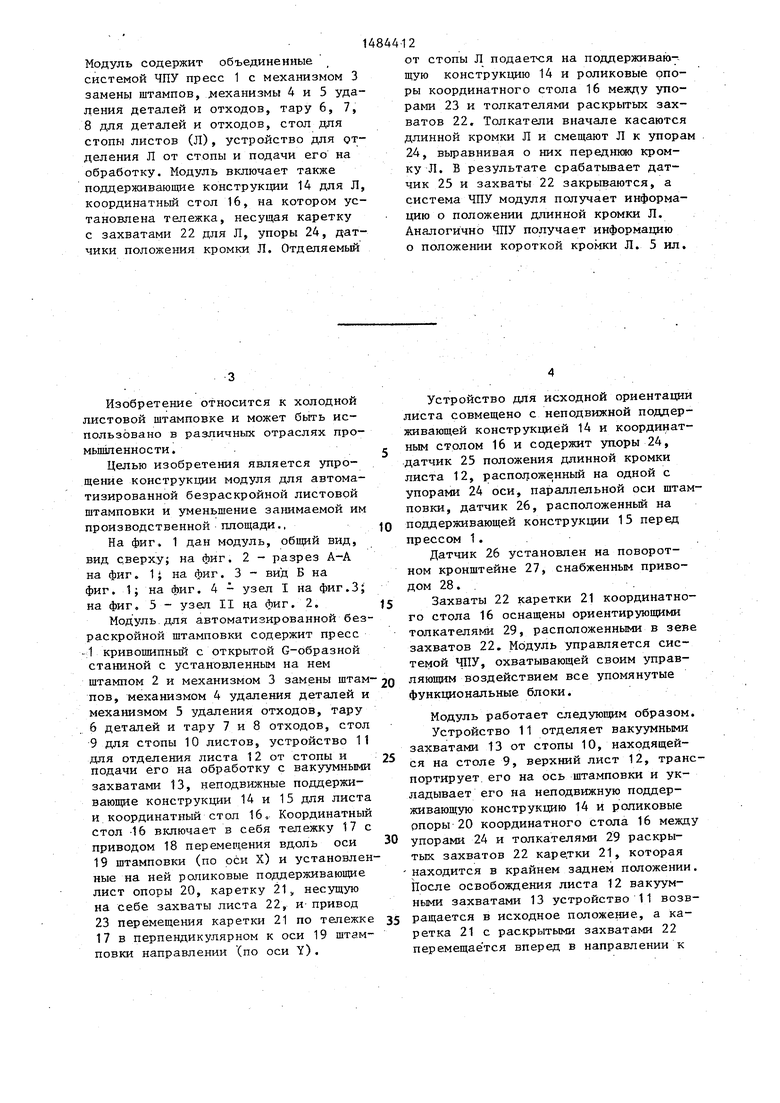
| название | год | авторы | номер документа |
|---|---|---|---|
| Модуль для автоматизированной безраскройной листовой штамповки | 1987 |
|
SU1505641A1 |
| Модуль для автоматизированной листовой штамповки | 1989 |
|
SU1708477A1 |
| Модуль для автоматизированной безраскройной штамповки | 1989 |
|
SU1697947A1 |
| Автоматизированная линия для штамповки листовых деталей | 1982 |
|
SU1069906A1 |
| Автоматизированная установка для перфорации листовых заготовок | 1983 |
|
SU1091965A1 |
| Линия штамповки деталей из листового материала | 1985 |
|
SU1278082A1 |
| Гибкий производственный модуль для штамповки изделий из ленточного материала | 1989 |
|
SU1713709A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Устройство для подачи листовых заготовок | 1981 |
|
SU1018762A1 |
| Устройство для подачи листа в зону обработки | 1985 |
|
SU1357108A1 |
Изобретение относится к холодной листовой штамповке и может быть использовано в различных отраслях пром. Цель изобретения - упрощение конструкции и уменьшение занимаемой производственной площади. Модуль содержит объединенные системой ЧПУ пресс 1 с механизмом 3 замены штампов, механизмы 4 и 5 удаления деталей и отходов, тару 6, 7, 8 для деталей и отходов, стол для стопы листов (Л), устройство для отделения Л от стопы и подачи его на обработку. Модуль включает также поддерживающие конструкции 14 для Л, координатный стол 16, на котором установлена тележка, несущая каретку с захватами 22 для Л, упоры 24, датчики положения кромки Л. Отделяемый от стопы Л подается на поддерживающую конструкцию 14 и роликовые опоры координатного стола 16 между упорами 23 и толкателями раскрытых захватов 22. Толкатели вначале касаются длинной кромки Л и смещают Л к упорам 24, выравнивая о них переднюю кромку Л. В результате срабатывает датчик 25 и захваты 22 закрываются, а система ЧПУ модуля получает информацию о положении длинной кромки Л. Аналогично ЧПУ получает информацию о положении короткой кромки Л. 5 ил.
Li
9t 8 V / /i A
ziwwi
фиг.5
| Способ приготовления сернистого красителя защитного цвета | 1921 |
|
SU84A1 |
| М- | |||
| : ЦНИИинформации. | |||
