Изобретение относится к сварке оплавлением звеньев цепей и других изделий замкнутой формы.
Целью изобретения является повышение качества сварных соединений при значительных колебаниях напряжения сети и программном изменении напряжения холостого хода.
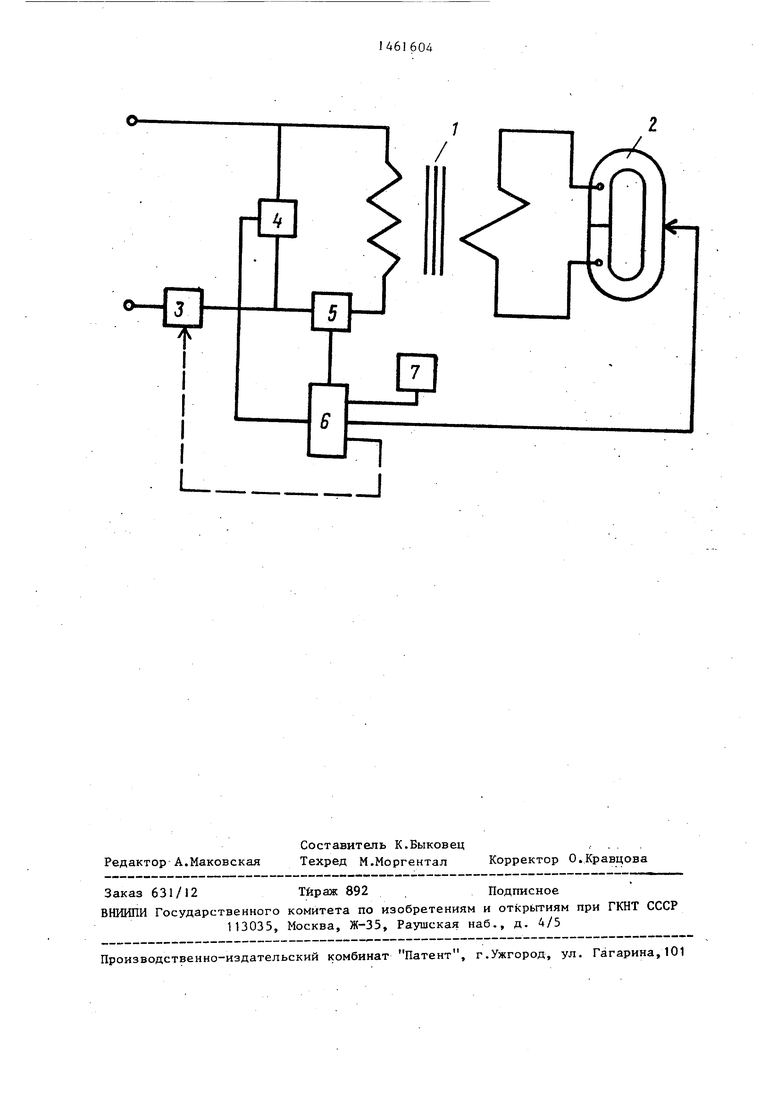
На чертеже показана схема реализации описываемого способа.
Схема содержит сварочный трансформатор 1 и свариваемую деталь 2, тиристорный контактор 3, датчики .4 напряжения и 5 тока, с которых сигналы поступают на блок 6 сравнения, снабженный индикатором 7 нуля, воз- действующий на скорость перемещения свариваемых торцов, а возможно, и на- напряжение холостого хода.
Способ реализуют следующим образом ,
Перед сваркой изделие замыкают накоротко меящу электродами и регулируют сигналы с зажимов первичной обмотки и сварочного тока таким образом, чтобы обеспечить их равенство. Эту операцию осуществляют на произвольном напряжении холостого хода трансформатора. Далее получают пропорциональную часть сигнала с датчика напряжения, соответствующую контрольному уровню тока управления, затем -.осуществляют процесс сварки по разработанной технологии.
При этом установленное процентное отношение контрольного тока управления к току короткого замыкания будет сохраняться всегда при колебаниях напряжения сети и программном изменении холостого хода, т.е. будет ликвидировано отрицательное влияние тока шунтирования и изменения напряжения на точность фиксации короткого замыкания.
Пример, Сварка звеньев цепей 18x64 мм на автомате КСО-16-01.
Перед сваркой изделие замыкают накоротко между электродами и регулируют сигнал с зажимов первичной обмотки, характеризующий первичное напряжение, и- сигнал с датчика тока таким образом, чтобы обеспечить равенство этих сигналов. Сигнал с датчика первичного напряжения не связан с изменением тока, а зависит только от кЪлебаний напряжения сети и программного изменения напряжения холостого хода. Сигнал с датчика тока также зависит от указанных факторов, но, кроме того, зависит от изменения сопротивления нагрузки. Следовательно, если часть сигнала с датчика первичного напряжения использовать в качестве контрольного, то при достижении этого уровня сигналом, пропорциональным сварочному току, будет рёШзи- зована схема фиксации короткого замыкания, точность работы которой не зависит от колебаний- напряжения, поскольку пропорционально этим колебаниям будут изменяться сигналы с обоих датчиков.
При подогреве напряжение устанав0 ливают 3 - 3,5 В, цри оплавлении 5 В. Скорость подогрева 5-8 мм/с, скорость оплавления 1 - 2 мм/с. Контрольный уровень на датчике напряжения - 80% от значения, установленно5 го при настройке обоих датчиков на равенство показаний. Время перемещения свариваемьк торцов после фиксации импульса к.з. во время подогрева 0,4 с, время остановки во время им0 пульса 0,3 с, скорость реверсирова- ния торцов при подогреве 5-8 мм/с, время осадки под током 0,06 с, время оплавления 1,5 с, минимальная величина 3,5 мм. ,
5 Итак, после фиксации к.з. сжимают свариваемые торцы 0,7 с при напряжении 3 - 3,5 В, затем разогретые торцы реверсируют, ликвидируют к.з., после чего начинается оплавление:
0 уменьшается скорость сближения торцов, увеличивается первичное напряжение до 5 В, устанавливается время оплавление 1,5 с, автоматически контрольный уровень фиксации к.з. уста5 навливается равным 4 В (5-80%).
По окончании оплавления напряжения напряжение уменьшают до исходного значения и осаживают свариваемые торцы.
0 Описываемый способ управления процессом контактной стыковой сварки оплавлением позволяет повысить качество сварки изделий ответственного назначения, а также ускорить процесс
5 и цикл изготовления изделий при использовании способа сварки с программированием напряжения.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления процессом контактной стыковой сварки оплавлением | 1987 |
|
SU1412910A1 |
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1388228A1 |
| Устройство для автоматического программного управления процессом контактной стыковой сварки | 1988 |
|
SU1540877A1 |
| Устройство управления процессом контактной стыковой сварки оплавлением с подогревом звеньев цепей | 1986 |
|
SU1412905A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 1999 |
|
RU2222415C2 |
| Машина для контактной стыковой сварки | 1979 |
|
SU1039669A1 |
| Способ контактной стыковой сварки оплавлением | 1989 |
|
SU1743762A1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КОМПАКТНОГО СЕЧЕНИЯ | 2009 |
|
RU2393068C1 |
| Способ контактной стыковой сварки оплавлением | 1989 |
|
SU1662787A1 |
| Устройство контроля при контактной стыковой сварке оплавлением | 1982 |
|
SU1101336A1 |
| Устройство управления процессом контактной стыковой сварки оплавлением | 1975 |
|
SU513807A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ регулирования процесса контактной стыковой сварки оплавлением | 1980 |
|
SU903026A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
