Изобретение относится к технике изготовления микросхем в радиозлек- тронной аппаратуре и вычислительной технике.
Целью изобретения является повышение достоверности контроля качества микросварных соединений в процессе контактной срарки, упрощение процесса контроля,
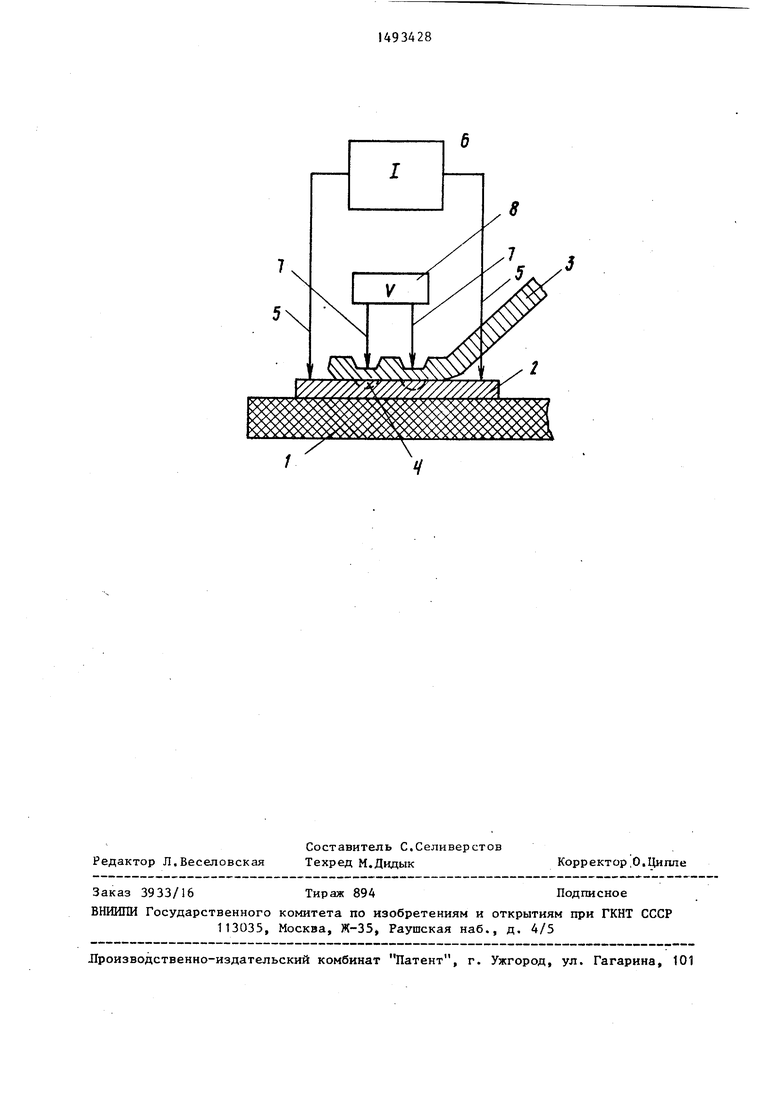
На чертеже представлена схема для реализации способа.
Способ осуществляется следукяцим образом.
Подложка 1 микросхемы выполненная из диэлектрического материала, например ситалла, содержит контактную Ш1оща§;ку 2, к которой контактной сваркой приварен проволочный вывод 3 радиоэлемента с помощью микросварного соединения 4. Первую пару щупов 5 устанавливают на контактную площадку 2. К концам первой пары щую эо
пов 5 подводят ток от стабилизиро- ванног о источника 6, ко горый протекает через контактную 11л;о1дадку 2 на участке микросварного соединения 4. При этом вторую пару щупов 7 устанавливают непосредственно на проволочны вывод 3 над микросварным соединением 4. Измерителем 8 измеряют падение напряжения на проволочном выводе 3 между второй парой щупон 7, которое возникает в результате ответвления части тока источника 6 через микросварное соединение 4,
При пропускании стабилизированного электрического тока от ист очника 6 часть его ответвляется через микросварное соединение 4 на проволочный вывод 3, и далее с вывода 3 через микросварное соединение 4 ответвленная часть тока возвращается снов на контактную площадку 2. При этом ответьление тока на проволочный вывод 3 будет тем больше, чем качественнее микросварное соеданение 4, Второй парой щупов 7 измеряют паде-, ние напряжения, создающееся за счет протекания ответвленной части тока, прошедшего через микросварное соединение 4, Чем больше падение напряжения на участке проволочного вывода 3 между второй парой щупов 7, тем качественнее микросварное соединение 4, При наличии дефектов в микросварном соединении 4 ответвляется меньшая часть тока на проволочный вывод 3 и величина падения напряжения между второй парой щупов 7 уменьшается в зависимости от величины дефекта. .При обрыве (отсутствии 1иикросварного соединения) падения напряжения не будет вообще,,
Благодаря такой установке щупов обеспечивается высокая достоверность контроля, поскольку падение напряжения в данном спучае есть результат действия ответвленной части тока,
Если по данно гу способу в качестве второй пары щупов использовать непосредственно электроды сварочной установки в их сварочном положе1ши в паузах между сваркой, то достоверность качества контроля еще больше повышается за счет точности установки электродов на месте сварки, а сам
процесс контроля качества существенно упрощается.
При обнаружении в .результате контроля дефектов сварки ее можно повторить при тех же расположениях
сварочных электродов и тем саг-ым
полностью исключить пропуск на сборку микросхем дефектных тиикросварных соединений,
Форму л а изо бретения
1, Способ контроля качества микросварных соединений в процессе контактной сварки,- при котором используют четырехточечное щуповое зондирование, при этом между первой парой ,щупов, установленных на одной из свариваемых деталей, пропускают стабилизированный электрический ток, а
между второй парой щупов измеряют падение напряжения и по его значению судят о качестве микросвар- ного соединения, о т л и чающийся тем, что, с целью
повышения достоверности контроля качества, вторую пару щупов, измеряющих падение напряжения, устанавливают на цругоА свариваемой детали между щупами первой пары,
2, Способ по п.1, отличающий- с я тем, что, с целью упрощения процесса контроля, повышения достоверности контроля и исключения пропуска на сборку микросхем дефектных
микросварных соединений, в качестве измерительной пары щупов, между которыми измеряют падение напряжения, используют сварочные электроды, а Измерение падения напряжения проводят
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля сварных соединений в процессе контактной микросварки | 1988 |
|
SU1581522A1 |
| Устройство для контроля микросварных соединений в процессе контактной сварки | 1983 |
|
SU1174211A2 |
| Устройство для контроля микросварных соединений в процессе контактной сварки | 1985 |
|
SU1243918A2 |
| Устройство для контроля микросварных соединений в процессе контактной сварки | 1982 |
|
SU1092021A1 |
| Сварочный расщепленный электрод для односторонней контактной сварки | 1986 |
|
SU1389966A1 |
| Сварочный расщепленный электрод для контактной сварки | 1987 |
|
SU1407727A1 |
| Способ контроля качества сварных соединений при контактной микросварке | 1989 |
|
SU1708562A1 |
| Способ контроля процесса ультразвуковой сварки | 1977 |
|
SU662301A1 |
| Способ контроля процесса микросварки давлением | 1983 |
|
SU1110582A1 |
| Способ управления процессом микросварки и контроля качества сварного соединения | 1981 |
|
SU961898A1 |
Изобретение относится к технике изготовления микросхем с помощью контактной электросварки. Цель изобретения - повышение достоверности контроля качества микросварных соединений. Способ основан на четырехточечном щуповом зондировании, при котором между первой парой щупов через контактную площадку на участке сварки пропускают стабилизированный электрический ток. Между второй парой щупов измеряют падение напряжения и по его значению судят о качестве микросварного соединения. При зондировании первую пару щупов устанавливают на контактной площадке микросхемы непосредственно у противоположных краев участка сварки. Вторую пару щупов, между которыми измеряют падение напряжения, устанавливают непосредственно на приваренном проволочном выводе на самом участке контактной сварки. В качестве второй пары щупов можно использовать сварочные электроды, а измерять падение напряжения - в паузах между сваркой, не перемещая электроды. При этом полностью исключается пропуск на сборку микросхем дефектных микросварных соединений. 1 з.п.ф-лы, 1 ил.
прошедшего непосредстзенно через мик- 50 паузах, между сваркой в рабочем по- посварное соединение,ложении электродов.
| Устройство для контроля микросварных соединений в процессе контактной сварки | 1982 |
|
SU1092021A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для контроля микросварных соединений в процессе контактной сварки | 1983 |
|
SU1174211A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Пивнични, Скоберн, Четырехточечный метод проверки паяных соединений | |||
| - Электроника, т.48, № 7, 1975, с.56-57. | |||
